|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Издательство ФБОУ ВПО «ВГАВТ»Стр 1 из 9Следующая ⇒
Технология постройки судов Часть 1 Принципиальная технология постройки судна
Справочные материалы для студентов очного и заочного обучения направления подготовки 180100.62 – Кораблестроение, океанотехника и системотехника объектов морской инфраструктуры
Нижний Новгород Издательство ФБОУ ВПО «ВГАВТ» УДК 629.12.002(0.75.8) Б 91
Бурмистров, Е.Г. Технология постройки судов. Ч. 1. Принципиальная технология постройки судна: справочные материалы для студентов очного и заочного обучения направления подготовки 180100.62 – Кораблестроение, океанотехника и системотехника объектов морской инфраструктуры / Е.Г. Бурмистров. – 2-е изд. перераб. и дополн. – Н. Новгород: ВГАВТ, 2014. – 80 с.
Настоящее пособие, посвящённое разработке принципиальной технологии постройки судов, являются первой частью справочных материалов, используемых при выполнении курсового проекта по дисциплине «Технология создания морской техники» и технологической части дипломных проектов. Разработка принципиальной технологии постройки судов выполняется параллельно с разработкой чертежа разбивки корпуса судна на секции и блоки и является текстовой частью курсового и дипломного проектов.
Справочные материалы предназначены для студентов очного и заочного обучения направления подготовки 180100.62 – Кораблестроение, океанотехника и системотехника объектов морской инфраструктуры.
Работа рекомендована к изданию кафедрой проектирования и технологии постройки судов (протокол №12 от 27.06.2012 г).)
© ФБОУ ВПО «ВГАВТ», 2014 ВВЕДЕНИЕ Принципиальная технология постройки судов формируется вначале разработки проекта судна, в целях определения на ранних стадиях проектирования основных требований к конструктивным решениям по судну и обеспечения максимальной технологичности его конструкций. При разработке принципиальной технологии постройки судна учитываются общие тенденции научно-технического прогресса в технологии судостроения, в том числе: переход от дискретных технологических процессов к непрерывным; расширение области применения гибко переналаживаемого технологического оборудования; создание безотходных и малооперационных технологий; механизация и автоматизация производственных процессов и инженерно-управленческого труда. Принципиальная технология постройки судна разрабатывается с учётом конкретных условий завода-строителя, конструктивных и технологических особенностей намеченного к постройке судна, а также экономических факторов В принципиальной технологии даётся укрупнённое описание: общих сведений по судну, расчёта трудоёмкости, такта и цикла постройки судов, схемы размещения производства, характеристик основных и сварочных материалов, технологических методов предварительной обработки проката, изготовления деталей, выполнения сборочных, сварочных, монтажных, трубопроводных, малярно-изоляционных, обстроечных работ, способах спуска судна на воду, испытаниях и сдаче заказчику. Принципиальная технология оформляется в виде документа, называемого «Принципиальная технология постройки судна». Этот документ является исходным для разработки типовых и частных технологических процессов, проектирования корпусных цехов и организации судостроительного производства. Разработка принципиальной технологии в курсовом или дипломном проекте предполагает, в основном, самостоятельную работу студентов. Особую сложность, при этом, как правило, вызывают правильный выбор технологических методов выполнения тех или иных работ и их документальное оформление. Справочные материалы позволяют существенно упростить решение этих задач, верно сориентироваться в огромном многообразии существующих в судостроении технологических методов и способов выполнения работ, выбрать наиболее приемлемые по условиям поставленной задачи конкретные технологические решения. В справочных материалах представлены перечни технологических методов и способов выполнения работ на различных этапах постройки судна. При разработке того или иного раздела принципиальной технологии студент должен выбрать из соответствующего раздела справочных материалов конкретный способ или метод и кратко его охарактеризовать. Выбор должен делаться обоснованно, исходя из условий задания на проектирование, имеющейся информации по тому или иному методу и существующих в судостроении тенденций. При необходимости следует не только кратко охарактеризовать, но и описать выбранный метод. С этой целью большинство подпунктов справочных материалов снабжены ссылками на литературные источники, в которых подробно излагаются или рассматриваются те или иные технические методы и решения. Описание и характеристика методов и способов выполнения работ в справочных материалах не приводится. Предполагается, что студент должен выполнить эту часть работы самостоятельно, с использованием конспектов лекций по дисциплине «Технология создания морской техники», имеющейся учебно-методической и технической литературы. В данной части справочных материалов так же не приводится информация по разработке технологических процессов и технических требований на изготовление узлов и секций корпусных конструкций. Справочные материалы по этому разделу подробно изложены в ч. 3 справочных материалов.
ОБЩИЕ УКАЗАНИЯ Содержание принципиального технологического Процесса постройки судна «Принципиальный технологический процесс постройки судна» должен отражать внедрение передовых методов осуществления производственного процесса постройки судна, организации и технологии производства, учитывать возможные направления будущего их развития, учитывать применение механизированного и автоматизированного оборудования, быстроналаживаемой оснастки, комплексно-механизированных поточных линий и т. д. Он должен включать: ▪ подробную характеристику строящихся судов, серийность их постройки, годовой выпуск; ▪ экономически обоснованный выбор метода постройки судов, разделение корпуса судна на секции и блоки, определение объёма насыщения секций и блоков корпуса судна; ▪ определение состава цехов, участвующих в постройке судна, схему размещения производства, а также номенклатуру изделий, изготавливаемых каждым цехом; ▪ разработку основных организационно-технологических положений для осуществления технологических процессов, связанных с постройкой судна; ▪ разработку технологических процессов изготовления деталей, узлов и секций; ▪ составление технологических графиков постройки судна; ▪ технико-экономический анализ принятого технологического и производственного процесса постройки судов. Состав документации принципиального Технологического процесса постройки судна Принципиальный технологический процесс оформляется в виде организационно-технологического документа, состоящего из: 1) пояснительной записки; 2) схем размещения поточных линий и оснастки в цехах, расположения цехов на территории предприятия и др.; 3) таблиц расчёта трудоёмкости, сварочных материалов, технико-экономических показателей (такта, ритма, производственных циклов и проч.); 4) чертежей разбивки корпуса судна на секции и блоки; 5) описания технологических процессов изготовления деталей, узлов и секций, формирования корпуса на построечном месте, выполнения трубопроводных, механо- и электромонтажных работ, изоляции, окраски, обстройки, отделки и оборудования судовых помещений, спуска на воду, испытаний и сдачи заказчику.
Содержание пояснительной записки
Пояснительная записка составляется в виде текстового документа (дополняемого необходимыми таблицами, схемами и рисунками) и оформляется в соответствии с действующими требованиями ЕСКД и ЕСТД. В общем виде она должна содержать следующие разделы: Введение. 1. Выбор и обоснование метода постройки судна: 1.1. Краткие сведения о судне; 1.2. Метод постройки судна. Принцип формирования корпуса и надстройки; 1.3. Разбивка корпуса на секции и блоки; 1.4. Организационно-технологические положения подготовки производства; 1.5. Расчёт трудоёмкости, цикла и такта постройки судов. 2. Технологические методы выполнения работ: 2.1. Складирование металла и транспортные операции; 2.2. Предварительная обработка металла; 2.3. Плазовые, разметочные, проверочные и маркировочные работы; 2.4. Изготовление и комплектация деталей; 2.5. Раскрой листового и профильного проката; 2.6. Гибка деталей; 2.7. Применяемые виды сварки и сварочные материалы. Контроль качества сварных швов; 2.8. Изготовление узлов; 2.9. Изготовление секций; 2.10. Изготовление блоков секций; 2.11. Формирование корпуса на построечном месте; 2.12. Монтаж механического и электрооборудования; 2.13. Изготовление и монтаж трубопроводов; 2.14. Обстроечные, отделочные и окрасочные работы; 2.15. Спуск судна на воду; 2.16. Приёмно-сдаточные испытания; 2.17. Безопасность жизнедеятельности и экологическая безопасность производства при постройке судна. 3. Типовые технологические процессы изготовления секций: 3.1. Пооперационное описание технологического процесса и выбор средств технологического оснащения (СТО); 3.2. Технические требования на изготовление секций корпуса судна. Заключение.
ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
Введение
Во введении должны быть определены: 1) цель разработки данного принципиального технологического процесса (определяется темой и заданием на проектирование, например, разработка прогрессивной технологии постройки судов, модернизация проекта судна, совершенствование производственного процесса постройки судов и др.); 2) задачи, решение которых позволяет достичь поставленной цели (выбор и обоснование метода постройки, определение технологических методов выполнения работ, разработка типовых технологических процессов изготовления узлов и секций, выбор (или разработка) сборочной и сварочной оснастки и т. д.); 3) тип предприятия (судостроительное, судостроительно-судоремонтное), для условий которого разрабатывается принципиальный технологический процесс; 4) основные положения, на основе которых разрабатывается принципиальная технология (принцип разбивки корпуса на секции и блоки, метод формирования корпуса на построечном месте, поточность и специализация производства и проч.); 5) основные документы, с учётом требований которых разрабатывается принципиальная технология постройки судна (ГОСТ, ОСТ, Правила Регистра, РТМ и др.).
Краткие сведения о судне
Необходимые сведения о судне, на постройку которого разрабатывается принципиальный технологический процесс, должны содержать следующие данные: 1) тип судна; 2) класс Регистра; 3) грузоподъёмность (для буксирных судов – мощность); 4) главные размерения; 5) система набора корпуса; 6) толщины обшивки; 7) сведения по материалу корпуса и надстройки (листовому и профильному).
Корпуса и надстройки
2.3.1. Способ формирования корпуса на построечном месте должен выбираться исходя из заданной серийности, типа судна (сухогрузное, наливное, пассажирское, судно технического или вспомогательного флота и др.) и производственных возможностей завода-строителя из следующего списка: • монолитный (применяется при единичной постройке крупных водоизмещающих судов, а также при серийной постройке судов из лёгких сплавов (СПК, СВП, СВК, глиссирующих судов) и массовой постройке маломерных судов из пластика (шлюпки, яхты, гидроциклы). Корпус стальных судов при этом собирается из отдельных листовых и профильных деталей и небольшого числа узлов и секций (преимущественно переборок). Корпуса судов из лёгких сплавов собираются в специальных стапель-кондукторах. Корпуса пластиковых судов формируют на специальных матрицах (иногда из двух частей (скорлуп) – правой и левой, нижней и верхней)); • секционный (применяется при мелкосерийной постройке водоизмещающих грузовых судов): • блочный (применяется при средне- и крупносерийной, а также массовой постройке водоизмещающих судов. Корпус судна при этом разбивается по длине на (2…5) блоков (в зависимости от типа судна и длины корпуса), формируемых по отдельности островным или пирамидальным методами и, затем, сращиваемыми на стапеле или на плаву в единую конструкцию. Крупные пассажирские суда по длине могут разбиваться и на большее число блоков (до 10-и (! ) для сокращения продолжительности трубопроводных, механо- и электромонтажных и всех достроечных работ)); • блочно-секционный (применяется при мелко- и среднесерийной постройке водоизмещающих грузовых судов. Одна или обе оконечности корпуса формируются отдельно в цехе и подаются на стапельную сборку в виде блоков. Средняя часть корпуса формируется непосредственно на стапеле из секций пирамидальным либо островным методом); • блочно-монолитный (применяется при средне- и крупносерийной постройке судов из лёгких сплавов с динамическими принципами поддержания. Среднюю часть корпуса формируют в жёстком стапель-кондукторе, а оконечности в виде блоков изготавливают в отдельных постелях или кондукторах с последующим их сращиванием со средней частью); • монолитно-секционный (применяется при мелко- и среднесерийной постройке судов с динамическими принципами поддержания и маломерных судов). 2.3.2. Методы постройки судов: • подетальный (к закладному листу обшивки стыкуют и приваривают смежные листы, размечают места установки балок набора, устанавливают и сваривают детали набора и подсекции переборок и т.д. работы ведут одновременно в нос, в корму, по ширине и высоте корпуса); • пирамидальный (сборка начинается с закладной секции в нос и в корму, а также по ширине и высоте); • островной (корпус по длине разбивается на (2…3) строительных района, формируемых пирамидальным методом); • отсечный (применяется преимущественно в военном кораблестроении, корпус при этом формируется по отсекам пирамидальным методом). Предварительная обработка металла
2.9.1. Методы правки металла и применяемое оборудование: ▪ правка листового проката в многовалковых листоправильных вальцах; ▪ правка листового проката на правильно-растяжных машинах; ▪ правка профилей в рихтовально-гибочных станках; ▪ правка профильного проката на роликовых машинах; ▪ правка профильного проката на вертикальных гидропрессах; ▪ правка профильного проката на горизонтально-гибочных прессах типа «Бульдозер»; ▪ правка профилей на правильно-растяжных машинах. 2.9.2. Очистка металла от ржавчины и окалины: ▪ ингибиторами коррозии; ▪ преобразователями ржавчины; ▪ ручная очистка металлическими щётками; ▪ ручным механизированным инструментом (пневматическими и электрическими машинками с металлическими щётками, ручным дробеструйным пистолетом типа ПД-1); ▪ дробемётная очистка на МПЛ первичной обработки проката; ▪ дробемётная очистка на передвижных установках с дистанционным управлением типа АД или беспыльным дробеструйным аппаратом с программным управлением типа «Каскад»; ▪ дробеструйная очистка; ▪ пескоструйная очистка; ▪ химическая очистка; ▪ огневая очистка. 2.9.3. Антикоррозионная обработка металла: ▪ грунтовка поверхности грунтами типа ВЛ-02, ВЛ-023, УР-1-202, ГФ-021, ЭФ-1219, АЧ-071, ВД-АК-011, ЭП-0109, ЭП-0156, ЭП-0263, ЭП-0263С, ЭП-057 (для протекторной защиты), Barrier-77, -80, 90, Zep и др. в том числе фирм Tikkurila (Финляндия) и Jotun (Норвегия), для алюминиевых сплавов – грунтовка АК-069; ▪ пассивирование фосфатирующими растворами типа «Мажеф». 2.9.4. Краски и эмали для судостроения: ▪ для окрашивания подводных частей корпуса судов неограниченного района плавания и балластных цистерн – эмали ХВ-5153, ХВ-453, XC-413, СП-1266 С; ▪ для противокоррозионной защиты металлических конструкций, эксплуатируемых в атмосферных условиях, в т. ч. для защиты надводных поверхностей судов – грунт-эмаль ЭФ-1219, ПФ-167, силикон-эпоксидная эмаль EP25-SIL, АУ-167, противокоррозионная эмаль «Globe»; ▪ для окраски жилых, служебных и судовых помещений, приборов и механизмов, к которым предъявляются повышенные требования по пожарной безопасности – эмаль ПФ-218 (горячей сушки) ГС, ПФ-218 ХС (холодной сушки); ▪ для грунтования деталей из алюминиевых сплавов и стали – грунтовка АК-069; ▪ для защиты от коррозии стальных ёмкостей для питьевой воды – краска КО-42Т; ▪ для демпфирования внутрикорпусных конструкций и помещений: палуб, платформ, переборок, обшивок и рёбер жёсткости, зашивок, трубопроводов, второго дна, деталей машин и механизмов, элементов корпуса – мастика вибропоглощающая ВПМ-1, эмали ПФ-1145, ПФ-5135 (палубная); ▪ для защиты от коррозии металлических труб различных судовых трубопроводов и систем, турбомеханизмов, насосов, баков и цистерн, омываемых маслом – эмаль ФЛ-61; ▪ для защиты подводной части корпусов железобетонных судов и конструкций гидросооружений – эмаль СП-432. 2.9.5. Способы нанесения защитных покрытий. .1. Вручную (кистью, валиком): ▪ круглой (или плоской) волосяной кистью; ▪ валиковой кистью. .2. Механизированные: ▪ пневматическое распыление (ПВР). Возможные технологии (системы) нанесения покрытий (сравнительную характеристику см. в табл. 2.1): ▫ конвенциональная (стандартная); ▫ система НА; ▫ система HVLP; ▫ система Geo; ▫ турбо-HVLP (пневмо-кисть). ▪ безвоздушное распыление (БВР) с помощью аппаратов типа «Тон», «Кальмар», «Факел», «Скат» и др. по технологии Airless; .3. Смешанное распыление по технологии Mist-Less; .4. Окунанием; .5. Обливанием; .6. В электростатическом поле на оборудовании типа Ransburg, Vector Solo, Vector Cascad и др. Таблица 2.1 – Сравнительная характеристик методов ПВР
Маркировочные работы
2.10.1. Методы плазовой разбивки теоретического чертежа: ▪ разбивка теоретического чертежа на натурном плазе; ▪ разбивка теоретического чертежа на масштабном плазе; ▪ «разбивка» на математическом (аналитическом) плазе с использованием 3D CAD/CAM программных продуктов: ▫ Nupas-Cadmatic; ▫ ShipConstructor; ▫ AVEVA Marine; ▫ Tribon; ▫ Intergraph SmartMarine; ▫ Siemens NX; ▫ Foran; ▫ Catia. 2.10.2. Способы выполнения разметочных и маркировочных работ и области их применения: ▪ разметка по эскизам (применяется ограниченно ввиду высокой трудоёмкости); ▪ разметка по рабочим чертежам (применяется ограниченно); ▪ разметка по шаблонам широко применяется для разметки большого количества одинаковых деталей небольших размеров); ▪ разметка фотопроекционная (применяется крайне редко); ▪ разметка электрографическая (практически вышла из применения на судостроительных верфях); ▪ разметочно-маркировочными машинами (РММ) с числовым программным управлением (ЧПУ): ▫ пневмозубилом на РММ типа «Символ»; ▫ пневмокерном на РММ типа РМУ-62 (оба метода ввиду высокой шумности и вибрации не нашли широкого применения); ▫ электрокаплеструйным методом по технологии бесконтактной каплеструйной печати Continuous Ink Jet (имеет тенденцию к расширению применения); ▫ методом скрайбирования (газолазерными машинами в составе механизированных сборочных участков и МПЛ) (имеет приоритет к применению). ▪ маркировка ручная (краской); ▪ маркировка ручная маркером, мелом, карандашом; ▪ маркировка механизированная разметочно-маркировочными машинами с ЧПУ (несмываемыми чернилами, кернением, лазерным лучом). 2.10.3. Разметочный и маркировочный инструмент: ▪ намелённая нить; ▪ мягкий карандаш (для разметки и маркировки цветных металлов и сплавов, древесины); ▪ химический карандаш (для разметки изделий из древесины); ▪ кисть; ▪ чертилка, металлическая линейка или шаблон; ▪ керно; ▪ пневмокерно; ▪ клеймо. 2.10.4. Способы выполнения проверочных работ: ▪ определение горизонтальности положения корпуса или корпусной конструкции шланговым уровнем (ватерпасом); ▪ то же с помощью оптических приборов (нивелир, теодолит); ▪ то же с помощью лазерного луча (лазерный визир, лазерно-акустическая система типа ЛАИС); ▪ определение отклонения от вертикального положения с помощью отвеса; ▪ то же с помощью оптических приборов; ▪ то же с помощью рейки; ▪ то же с помощью теодолита. 2.10.5. Способы пробивки осевых и контрольных линий в пространстве: ▪ натяжением струны; ▪ с помощью светового луча; ▪ с помощью лазерного луча; ▪ оптическими методами (визированием).
Гибка деталей
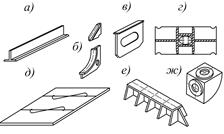
2.13.1. Типовые формы гнутых деталей приведены на рис 2.3. 2.12.2. Способы формообразования деталей: ▪ гибка; ▪ штамповка; ▪ обтяжка. 2.12.3. Методы формообразования деталей: ▪ поперечным изгибом (свободная гибка); ▪ в упор (гибка-штамповка).
2.12.4. Оборудование для гибки деталей. 1) Оборудование для гибки листовых деталей: ▪ валковые листогибочные машины; ▪ гидравлические прессы; ▪ многоплунжерные гидравлические прессы с ЧПУ; ▪ кромкогибочные прессы; ▪ станки типа ЛГС; ▪ станки для локально-ротационной гибки с ЧПУ; ▪ местными нагревами («пятнами» или «штрихами») токами высокой частоты (ТВЧ) или газовыми горелками; ▪ механические или гидравлические штампы. 2) Оборудование для гибки профильных деталей: ▪ горизонтально-гибочные прессы типа «Бульдозер»; ▪ кольцегибочные станки; ▪ станки с ЧПУ (гибка s-образных деталей знакопеременной кривизны). Изготовление узлов
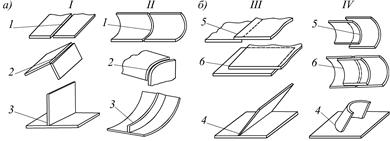
2.15.1. Типы узлов корпусных конструкций [9] (рис. 2.6):
2.15.2. Типовые сопряжения при сборке узлов под сварку приведены на рис. 2.7. 2.15.3. Технологические методы изготовления узлов: ▪ свободная сборка и сварка; ▪ кондукторная сборка и сварка; ▪ станочная сборка и сварка; ▪ сборка на поточных линиях.
2.15.4. Приёмы уменьшения сварочных деформаций при изготовлении узлов: ▪ создание упругих обратных выгибов деталей; ▪ жёсткое закрепление деталей к массивным конструкциям (или к кондуктору); ▪ назначение оптимального порядка выполнения сварки (от середины к концам, сварка «вразброс», сварка обратноступенчатым швом, одновременная работа нескольких сварщиков); ▪ рационально назначенная последовательность сварки; ▪ уменьшение погонной энергии дуги при сварке.
Изготовление секций
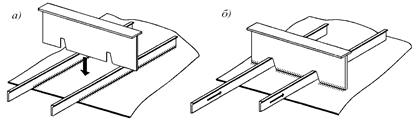
2.16.1. Группы секций. 1) Плоскостные (высота набора главного направления составляет не более 8 % (1/15) меньшего размера секции в плане): ▪ без погиби или с незначительной погибью; ▪ гофрированные; ▪ ограниченные криволинейной поверхностью. 2) Полуобъёмные (высота балок набора главного направления составляет от 8 до 20 % (от 1/15 до 1/5) меньшего размера в плане) – могут быть как открытыми, так и закрытыми: ▪ ограниченные только плоскими поверхностями; ▪ с криволинейной ограничивающей поверхностью. 3) Объёмные (габаритные размеры соизмеримы во всех трёх направлениях, но могут отличаться в 5 и более раз): ▪ с криволинейной ограничивающей поверхностью; ▪ надстроек и ярусов; ▪ крупных фундаментов. 2.16.2. Технологические методы изготовления секций. 1) По типам применяемых СТО: ▪ свободная; ▪ кондукторная; ▪ на постелях; ▪ на МПЛ. 2) По способу сборки набора в секциях (рис. 2.8): ▪ раздельный (на полотно вначале устанавливают и приваривают автоматами холостой набор, затем на него «надевают» и сваривают полуавтоматами перекрёстный рамный набор); ▪ метод протаскивания (на собранное, сваренное и размеченное полотнище устанавливают и приваривают перекрёстный рамный набор, затем через окна для прохода рёбер жёсткости в нём протаскивают и приваривают холостые балки. Вся сварка – полуавтоматическая либо ручная); ▪ совмещённый (на полотнище устанавливают и прихватывают балки холостого набора в пределах одной шпации (коротыши), к ним притыкают и приваривают перекрёстную балку набора (без выреза для прохода холостых балок), затем устанавливают и приваривают коротыши следующий шпации и т.д. Сварка поячейковая полуавтоматическая или ручная). ▪ каркасный (вначале собирается и сваривается между собой набор главного направления и перекрёстный набор, получившийся каркас затем «обтягивают» листами обшивки. Сборку, как правило, выполняют в перевёрнутом положении (вверх килем), сварка – ручная либо полуавтоматическая). 2.16.3. Способы сварки набора в секциях: ▪ напроход (от одного края узла или секции до другого) применяют при автоматической сварке; ▪ обратно-ступенчатый используют при ручной либо полуавтоматической сварке протяжённых швов; ▪ ячейковый способ применяют при ручной или полуавтоматической приварке набора к полотнищу.
2.16.4. Технологические схемы изготовления секций. 1) Плоскостных (на сборочных плитах или стендах, в том числе, механизированных): ▪ из панелей (модуль-панелей); ▪ из предварительно изготовленных подсекций. 2) Полуобъёмных (открытых и закрытых): ▪ на днищевой (для бортовых – на бортовой) обшивке (в сборочно-сварочных постелях); ▪ на настиле второго дна или втором борте (на сборочных плитах или стендах). 3) Объёмных секций оконечностей: ▪ в нормальном положении (в постелях или кондукторах); ▪ в перевёрнутом положении («вверх килем» на опорных тумбах или клетках). 2.16.5. Этапы изготовления секций [2, 9, 10]. 1) Плоскостных: ▪ сборка и сварка полотнища из листов обшивки; ▪ установка и сварка балок набора главного направления; ▪ установка и сварка балок высокого набора; ▪ установка и сварка деталей насыщения; ▪ кантовка и подварка сварных швов; ▪ контроль качества, сдача ОТК. 2) Полуобъёмных: ▪ на днищевой (или бортовой) обшивке: ▫ сборка и сварка полотнища из листов обшивки; ▫ установка и сварка балок набора главного направления; ▫ установка и сварка балок высокого набора; ▫ установка и сварка предварительно изготовленной панели второго дна (или второго борта); ▫ кантовка секции и подварка сварных швов; ▫ контроль качества, приёмка ОТК. ▪ на настиле второго дна (или борта): ▫ сборка и сварка полотнища настила второго дна (или второго борта); ▫ установка и сварка балок набора главного направления (рёбер жёсткости второго дна или второго борта); ▫ установка и сварка балок высокого набора; ▫ установка и сварка днищевого (или бортового) набора главного направления; ▫ сборка и сварка листов наружной обшивки; ▫ кантовка и подварка сварных швов изнутри секции; ▫ контроль качества, приёмка ОТК. 3) Объёмных секций оконечностей: ▪ в нормальном положении (вниз килем): ▫ установка и сварка между собой килевой коробки и предварительно собранного узла штевня; ▫ сборка и сварка с килевой коробкой, штевнем и друг с другом листов наружной обшивки (при значительной погиби обводов секции) или предварительно изготовленных полотнищ (при небольшой погиби); ▫ установка и сварка балок набора обоих направлений; ▫ установка и сварка предварительно изготовленных секций палуб и платформ; ▫ контроль качества, приёмка ОТК. ▪ в перевёрнутом положении (вверх килем): ▫ установка и сварка предварительно изготовленных полуполотнищ палубы; ▫ установка и сварка полурамок набора, платформ и штевня; ▫ установка и сварка листов наружной обшивки; ▫ кантовка секции и подварка сварных швов; ▫ контроль качества, приёмка ОТК. 2.16.6. Типовые технологические операции в технологических процессах [2, 9] 1) сборки: ▪ установка базовых элементов; ▪ разметка установочных линий; ▪ первичное наведение; ▪ причерчивание и удаление припусков; ▪ вторичная установка; ▪ совмещение кромок и стягивание сопряжений; ▪ проверка и корректировка положения элементов; ▪ закрепление элементов; ▪ окончательная проверка положения элементов; 2) сварки: ▪ установка и наведение рабочего органа сварочного оборудования; ▪ сварка соединения; ▪ удаление шлака и брызг с поверхности; ▪ кантование конструкции; ▪ вырубка (строжка) корня шва; ▪ подварка обратного валика шва; ▪ контроль качества сварки; 3) правки: ▪ замер сварочных деформаций; ▪ нагрев мест правки; ▪ механическое деформирование; ▪ охлаждение и проколачивание; ▪ контроль качества зачистки холостых валиков от шлака и брызг; 4) контуровки: ▪ разметка линий контура; ▪ обрезка технологических припусков; ▪ кантовка конструкции; ▪ зачистка кромок от грата и заусенцев; 5) окраски: ▪ очистка поверхностей; ▪ обезжиривание; ▪ шпатлевание; ▪ нанесение слоя грунтовки; ▪ нанесение первого и последующих слоёв ЛКМ. 2.16.7. Сборочно-сварочная оснастка для изготовления секций. 1) Сборочные плиты: ▪ литые из чугуна или стали; ▪ стальные сборно-сварные; ▪ железобетонные с встроенными стальными планками. 2) Механизированные плоские стенды: ▪ с подъёмно-опускными роликами встроенными, электромагнитами и устройством для обратного выгиба собираемых и свариваемых полотнищ; ▪ то же, дополнительно оснащённые шлепперами и сборочно-сварочными агрегатами. 3) Постели: ▪ упрощенные стоечные; ▪ стоечные стенды-постели; ▪ стоечные с передвижными лекалами; ▪ со съёмными лекалами; ▪ с постоянными лекалами; ▪ качающиеся; ▪ поворотные двусторонние (с приводом, без привода); ▪ кассетного типа; ▪ разборные с унифицированными элементами; ▪ стоечные и коксовые; ▪ универсальные. 4) Кондукторы. 5) Кантователи и манипуляторы. 6) Сборочно-фиксирующая и крепёжная оснастка: ▪ фиксаторы (струбцины); ▪ прижимы (технологические грузы, электромагниты); ▪ стяжки-распорки (талрепы); ▪ гидравлические и винтовые домкраты. 2.16.8. Технологическое оборудование и оснастка МПЛ (подробно см. ч. 8 справочных материалов). 2.16.9. Приёмы уменьшения сварочных деформаций при изготовлении секций и блоков – см. п. 2.16.4 + сварка от середины в нос и в корму, от ДП к бортам. 2.16.10. Допустимые отклонения секций от номинальных значений назначаются по ОСТ 5.9324-79 [16]. 2.16.11. Способы разметки мест установки изделий доизоляционного насыщения: ▪ по чертежам с плаза; ▪ по плазовым щитам; ▪ по рабочим чертежам; ▪ с помощью светопроекторов.
Изготовление блоков секций
2.17.1. Способы формирования блоков секций [9, 10, 13, 14]: ▪ из плоскостных секций; ▪ из полуобъёмных секций; ▪ из объёмных секций; ▪ из плоскостных, полуобъёмных и объёмных секций. 2.16.2. Типы опорных устройств, используемых при сборке и сварке блоков [9] (см. также п. 2.18.3 справочных материалов): ▪ кильблоки; ▪ клетки, стулья; ▪ опорные балки; ▪ стапельные тележки; ▪ стапель-кондукторы. 2.17.3. Последовательность изготовления блоков секций [9, 13]: ▪ установка на опоры днищевой секции с её проверкой по ДП, по высоте, на крен и дифферент; ▪ установка и закрепление на сборочных гребёнках поперечных и продольных переборок в районе закладной днищевой секции с их проверкой на вертикальность и по ДП. ▪ наращивание в нос и в корму, а также вправо и влево от закладной днищевых секций и секций переборок; ▪ установка бортовых секций и закрепление их электроприхватками; ▪ установка выгородок, фундаментов и других узловых конструкций; ▪ установка и закрепление палубных секций в направлении в нос и в корму от закладной с проверкой их положения по ДП и линии палубы; ▪ общая проверка расположения конструкций блока и контроль подготовки соединений к сварке; ▪ сварка монтажных соединений блока; |
Последнее изменение этой страницы: 2017-05-06; Просмотров: 2193; Нарушение авторского права страницы