|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Контроль качества сварных швов
2.14.1. Типы сварных соединений: ▪ стыковые (С); ▪ угловые (У); ▪ тавровые (Т); ▪ нахлёсточные (Н); ▪ крестовые (К). 2.14.2. Виды сварных швов: ▪ стыковой; ▪ угловой; ▪ односторонний (О); ▪ двухсторонний (Д); ▪ точечный (шлицевой или электрозаклёпочный). 2.14.3. Виды сварки и области их применения. 1) Электродуговая сварка: ▪ ручная сварка штучными покрытыми электродами применяется в исключительных случаях, в частности в закрытых отсеках (в междудонном пространстве, фор- и ахтерпиках, цистернах и т. д.), а также для выполнения электроприхваток и приварки сборочных «гребёнок»; ▪ сварка наклонным электродом применяется при изготовлении узлов таврового набора и для сварки набора в ячейках; ▪ полуавтоматическая сварка в среде углекислого газа (в СО2) проволокой сплошного сечения применяется в цеховых условиях при изготовлении узлов набора, сварке рамного набора между собой, с набором из профильного проката и с обшивкой секций, а также для электроприхваток и приварки сборочных «гребёнок»; ▪ полуавтоматическая сварка порошковой и самозащитной проволокой применяется в цеховых условиях для выполнения тех же работ, что и сварка в СО2, а также на открытых стапелях при сварке монтажных межсекционных и межблочных стыков; ▪ аргоно-дуговая сварка применяется для сварки конструкций из легированной (нержавеющей, жаростойкой, жаропрочной и др.) стали, титана, алюминиевых и медных сплавов; ▪ автоматическая и полуавтоматическая сварка под флюсом – для сварки стыковых соединений, приварки набора главного направления к полотнищам, изготовления узлов таврового набора. 2) Электрошлаковая сварка применяется для сварки листов встык и набора с обшивкой при значительных толщинах металла (например, при формировании корпусов ледоколов). 3) Электроконтактная сварка: ▪ стыковая электроконтактная сварка применяется при сварке обрезков профильного проката в «хлысты» с последующим изготовлением из них деталей набора; ▪ точечная электроконтактная сварка применяется для изготовления узлов набора и судовой мебели, а также для соединения листов обшивки при изготовлении корпусов маломерных судов. В последнем случае применяют способ сварки по слою клея (клеесварное соединение); ▪ роликовая и рельефная электрконтактная сварка в судовом корпусостроении не применяется, однако находит применение при изготовлении ёмкостей небольших размеров, при изготовлении испарителей судовых холодильных установок и т.п. 2.14.4. Разновидности сварки по степени механизации: ▪ ручная; ▪ механизированная (полуавтоматическая); ▪ автоматическая. 2.14.5. Способы сварки. 1) Угловых швов: ▪ сплошным; ▪ прерывистым цепным; ▪ прерывистым шахматным; ▪ прерывистым точечным; ▪ вертикальным электродом «в лодочку»; ▪ со сквозным проплавлением детали; ▪ через выштампованные или засверленные отверстия; ▪ через прорезанные (щелевые) отверстия. 2) Стыковых швов (см. рис. 2.4).
2.14.6. Последовательность выполнения швов: ▪ напроход (относительно короткие сварные швы); ▪ от середины к концам (при сварке протяжённых швов); ▪ обратноступенчатым методом (применяют при сварке протяжённых швов для уменьшения общих сварочных деформаций); ▪ в ячейках (при приварке перекрёстного набора к обшивке). 2.14.7. Подготовка кромок под сварку. Виды разделок [18]. 1) При тепловой вырезке деталей: ▪ без скоса кромок; ▪ с прямолинейным скосом (X-образная, V-образная, Y-образная, К-образная разделки). 2) При механической обработке кромок деталей: ▪ без скоса кромок; ▪ с прямолинейным скосом (X-образная, V-образная, Y-образная, К-образная разделки). ▪ с криволинейным скосом (U-образная, Х-образная, К-образная и др. виды разделок); ▪ кромки под замковое соединение с криволинейным или прямолинейным скосом (для сварки стыковых соединений деталей различных толщин). 2.14.8. Параметры режимов сварки. 1) Основные параметры: ▪ величина сварочного тока (Icв, А); ▪ напряжение на дуге (Uд, В). ▪ скорость сварки (vсв, м/ч). ▪ диаметр электрода (сварочной проволоки) (dэл, мм). 2) Дополнительные: ▪ скорость подачи электрода (vэл, м/ч); ▪ вылет электрода (hэл, мм); ▪ угол наклона электрода к направлению сварки (α эл, град.); ▪ угол наклона изделия (α изд, град.); ▪ расход защитного газа (Q, м3/ч, л/мин); ▪ марка электрода, флюса, условия теплоотвода и др. 2.13.9. Положение сварных швов в пространстве (см. рис. 2.5):
2.14.10. Сварочные материалы: ▪ штучные электроды (покрытые, трубчатые) (см. п. 1.5 Раздела 1 источника [5]); ▪ сварочная проволока (голая сплошного сечения, порошковая, самозащитная, активизированная) (см. п.п. 1.1 – 1.4 Раздела 1 источника [5]); ▪ присадочная проволока (прутки, стержни, проволока) (см. п. 1.1 Раздела 1 и п.п. 2.1 и 2.4 источника [5]); ▪ защитные газы (СО2, аргон, гелий и их смеси, азот (только для сварки меди и медных сплавов)) (см. п. 1.8 Раздела 1 источника [5]); ▪ флюсы (плавленые, керамические) (см. п. 1.7 Раздела 1 источника [5]). 2.14.11. Методы контроля качества сварных швов [7]. 1) Неразрушающие: ▪ внешний (визуальный) осмотр и измерения; ▪ контроль люминофорами и пенетрантами (для выявления поверхностных микротрещин и пор); ▪ магнитно-порошковый метод; ▪ контроль с использованием проникающего излучения (рентгено- или гаммаграфирование); ▪ ультразвуковая дефектоскопия; ▪ магнитно-порошковый метод; ▪ магнитно-графический метод. 2) Разрушающие: ▪ механические испытания; ▪ металлографические исследования; ▪ исследования химического состава присадочного и основного металла; ▪ испытания коррозионной стойкости сварных швов. 2.14.12. Методы испытаний сварных конструкций на непроницаемость и герметичность [7, 9]: ▪ смачивание керосином (метод керосино-меловой пробы); ▪ обдув сжатым воздухом; ▪ контроль воздушным давлением; ▪ контроль наливом воды под напором (или без напора); ▪ контроль поливом рассеянной струёй воды; ▪ контроль поливом водой под напором; ▪ метод вакуумирования; ▪ методы испытания течеискателями. 2.14.13. Государственные стандарты на основные виды сварки: ▪ ГОСТ 5264-80 – «Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы»; ▪ ГОСТ 8713-79 – «Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы»; ▪ ГОСТ 14771-76 – «Швы сварных соединений. Дуговая сварка в защитных газах. Соединения сварные. Основные типы и конструктивные элементы»; ▪ ГОСТ 14806-80 – «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов. Основные типы и конструктивные элементы». ▪ ГОСТ 15164-78 – «Швы сварных соединений. Электрошлаковая сварка. Основные типы и конструктивные элементы».
Изготовление узлов
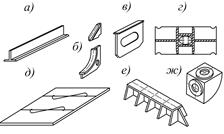
2.15.1. Типы узлов корпусных конструкций [9] (рис. 2.6):
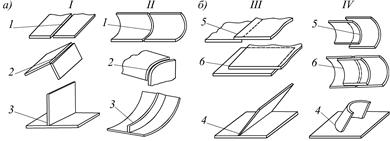
2.15.2. Типовые сопряжения при сборке узлов под сварку приведены на рис. 2.7. 2.15.3. Технологические методы изготовления узлов: ▪ свободная сборка и сварка; ▪ кондукторная сборка и сварка; ▪ станочная сборка и сварка; ▪ сборка на поточных линиях.
2.15.4. Приёмы уменьшения сварочных деформаций при изготовлении узлов: ▪ создание упругих обратных выгибов деталей; ▪ жёсткое закрепление деталей к массивным конструкциям (или к кондуктору); ▪ назначение оптимального порядка выполнения сварки (от середины к концам, сварка «вразброс», сварка обратноступенчатым швом, одновременная работа нескольких сварщиков); ▪ рационально назначенная последовательность сварки; ▪ уменьшение погонной энергии дуги при сварке.
Изготовление секций
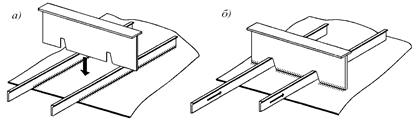
2.16.1. Группы секций. 1) Плоскостные (высота набора главного направления составляет не более 8 % (1/15) меньшего размера секции в плане): ▪ без погиби или с незначительной погибью; ▪ гофрированные; ▪ ограниченные криволинейной поверхностью. 2) Полуобъёмные (высота балок набора главного направления составляет от 8 до 20 % (от 1/15 до 1/5) меньшего размера в плане) – могут быть как открытыми, так и закрытыми: ▪ ограниченные только плоскими поверхностями; ▪ с криволинейной ограничивающей поверхностью. 3) Объёмные (габаритные размеры соизмеримы во всех трёх направлениях, но могут отличаться в 5 и более раз): ▪ с криволинейной ограничивающей поверхностью; ▪ надстроек и ярусов; ▪ крупных фундаментов. 2.16.2. Технологические методы изготовления секций. 1) По типам применяемых СТО: ▪ свободная; ▪ кондукторная; ▪ на постелях; ▪ на МПЛ. 2) По способу сборки набора в секциях (рис. 2.8): ▪ раздельный (на полотно вначале устанавливают и приваривают автоматами холостой набор, затем на него «надевают» и сваривают полуавтоматами перекрёстный рамный набор); ▪ метод протаскивания (на собранное, сваренное и размеченное полотнище устанавливают и приваривают перекрёстный рамный набор, затем через окна для прохода рёбер жёсткости в нём протаскивают и приваривают холостые балки. Вся сварка – полуавтоматическая либо ручная); ▪ совмещённый (на полотнище устанавливают и прихватывают балки холостого набора в пределах одной шпации (коротыши), к ним притыкают и приваривают перекрёстную балку набора (без выреза для прохода холостых балок), затем устанавливают и приваривают коротыши следующий шпации и т.д. Сварка поячейковая полуавтоматическая или ручная). ▪ каркасный (вначале собирается и сваривается между собой набор главного направления и перекрёстный набор, получившийся каркас затем «обтягивают» листами обшивки. Сборку, как правило, выполняют в перевёрнутом положении (вверх килем), сварка – ручная либо полуавтоматическая). 2.16.3. Способы сварки набора в секциях: ▪ напроход (от одного края узла или секции до другого) применяют при автоматической сварке; ▪ обратно-ступенчатый используют при ручной либо полуавтоматической сварке протяжённых швов; ▪ ячейковый способ применяют при ручной или полуавтоматической приварке набора к полотнищу.
2.16.4. Технологические схемы изготовления секций. 1) Плоскостных (на сборочных плитах или стендах, в том числе, механизированных): ▪ из панелей (модуль-панелей); ▪ из предварительно изготовленных подсекций. 2) Полуобъёмных (открытых и закрытых): ▪ на днищевой (для бортовых – на бортовой) обшивке (в сборочно-сварочных постелях); ▪ на настиле второго дна или втором борте (на сборочных плитах или стендах). 3) Объёмных секций оконечностей: ▪ в нормальном положении (в постелях или кондукторах); ▪ в перевёрнутом положении («вверх килем» на опорных тумбах или клетках). 2.16.5. Этапы изготовления секций [2, 9, 10]. 1) Плоскостных: ▪ сборка и сварка полотнища из листов обшивки; ▪ установка и сварка балок набора главного направления; ▪ установка и сварка балок высокого набора; ▪ установка и сварка деталей насыщения; ▪ кантовка и подварка сварных швов; ▪ контроль качества, сдача ОТК. 2) Полуобъёмных: ▪ на днищевой (или бортовой) обшивке: ▫ сборка и сварка полотнища из листов обшивки; ▫ установка и сварка балок набора главного направления; ▫ установка и сварка балок высокого набора; ▫ установка и сварка предварительно изготовленной панели второго дна (или второго борта); ▫ кантовка секции и подварка сварных швов; ▫ контроль качества, приёмка ОТК. ▪ на настиле второго дна (или борта): ▫ сборка и сварка полотнища настила второго дна (или второго борта); ▫ установка и сварка балок набора главного направления (рёбер жёсткости второго дна или второго борта); ▫ установка и сварка балок высокого набора; ▫ установка и сварка днищевого (или бортового) набора главного направления; ▫ сборка и сварка листов наружной обшивки; ▫ кантовка и подварка сварных швов изнутри секции; ▫ контроль качества, приёмка ОТК. 3) Объёмных секций оконечностей: ▪ в нормальном положении (вниз килем): ▫ установка и сварка между собой килевой коробки и предварительно собранного узла штевня; ▫ сборка и сварка с килевой коробкой, штевнем и друг с другом листов наружной обшивки (при значительной погиби обводов секции) или предварительно изготовленных полотнищ (при небольшой погиби); ▫ установка и сварка балок набора обоих направлений; ▫ установка и сварка предварительно изготовленных секций палуб и платформ; ▫ контроль качества, приёмка ОТК. ▪ в перевёрнутом положении (вверх килем): ▫ установка и сварка предварительно изготовленных полуполотнищ палубы; ▫ установка и сварка полурамок набора, платформ и штевня; ▫ установка и сварка листов наружной обшивки; ▫ кантовка секции и подварка сварных швов; ▫ контроль качества, приёмка ОТК. 2.16.6. Типовые технологические операции в технологических процессах [2, 9] 1) сборки: ▪ установка базовых элементов; ▪ разметка установочных линий; ▪ первичное наведение; ▪ причерчивание и удаление припусков; ▪ вторичная установка; ▪ совмещение кромок и стягивание сопряжений; ▪ проверка и корректировка положения элементов; ▪ закрепление элементов; ▪ окончательная проверка положения элементов; 2) сварки: ▪ установка и наведение рабочего органа сварочного оборудования; ▪ сварка соединения; ▪ удаление шлака и брызг с поверхности; ▪ кантование конструкции; ▪ вырубка (строжка) корня шва; ▪ подварка обратного валика шва; ▪ контроль качества сварки; 3) правки: ▪ замер сварочных деформаций; ▪ нагрев мест правки; ▪ механическое деформирование; ▪ охлаждение и проколачивание; ▪ контроль качества зачистки холостых валиков от шлака и брызг; 4) контуровки: ▪ разметка линий контура; ▪ обрезка технологических припусков; ▪ кантовка конструкции; ▪ зачистка кромок от грата и заусенцев; 5) окраски: ▪ очистка поверхностей; ▪ обезжиривание; ▪ шпатлевание; ▪ нанесение слоя грунтовки; ▪ нанесение первого и последующих слоёв ЛКМ. 2.16.7. Сборочно-сварочная оснастка для изготовления секций. 1) Сборочные плиты: ▪ литые из чугуна или стали; ▪ стальные сборно-сварные; ▪ железобетонные с встроенными стальными планками. 2) Механизированные плоские стенды: ▪ с подъёмно-опускными роликами встроенными, электромагнитами и устройством для обратного выгиба собираемых и свариваемых полотнищ; ▪ то же, дополнительно оснащённые шлепперами и сборочно-сварочными агрегатами. 3) Постели: ▪ упрощенные стоечные; ▪ стоечные стенды-постели; ▪ стоечные с передвижными лекалами; ▪ со съёмными лекалами; ▪ с постоянными лекалами; ▪ качающиеся; ▪ поворотные двусторонние (с приводом, без привода); ▪ кассетного типа; ▪ разборные с унифицированными элементами; ▪ стоечные и коксовые; ▪ универсальные. 4) Кондукторы. 5) Кантователи и манипуляторы. 6) Сборочно-фиксирующая и крепёжная оснастка: ▪ фиксаторы (струбцины); ▪ прижимы (технологические грузы, электромагниты); ▪ стяжки-распорки (талрепы); ▪ гидравлические и винтовые домкраты. 2.16.8. Технологическое оборудование и оснастка МПЛ (подробно см. ч. 8 справочных материалов). 2.16.9. Приёмы уменьшения сварочных деформаций при изготовлении секций и блоков – см. п. 2.16.4 + сварка от середины в нос и в корму, от ДП к бортам. 2.16.10. Допустимые отклонения секций от номинальных значений назначаются по ОСТ 5.9324-79 [16]. 2.16.11. Способы разметки мест установки изделий доизоляционного насыщения: ▪ по чертежам с плаза; ▪ по плазовым щитам; ▪ по рабочим чертежам; ▪ с помощью светопроекторов.
Изготовление блоков секций
2.17.1. Способы формирования блоков секций [9, 10, 13, 14]: ▪ из плоскостных секций; ▪ из полуобъёмных секций; ▪ из объёмных секций; ▪ из плоскостных, полуобъёмных и объёмных секций. 2.16.2. Типы опорных устройств, используемых при сборке и сварке блоков [9] (см. также п. 2.18.3 справочных материалов): ▪ кильблоки; ▪ клетки, стулья; ▪ опорные балки; ▪ стапельные тележки; ▪ стапель-кондукторы. 2.17.3. Последовательность изготовления блоков секций [9, 13]: ▪ установка на опоры днищевой секции с её проверкой по ДП, по высоте, на крен и дифферент; ▪ установка и закрепление на сборочных гребёнках поперечных и продольных переборок в районе закладной днищевой секции с их проверкой на вертикальность и по ДП. ▪ наращивание в нос и в корму, а также вправо и влево от закладной днищевых секций и секций переборок; ▪ установка бортовых секций и закрепление их электроприхватками; ▪ установка выгородок, фундаментов и других узловых конструкций; ▪ установка и закрепление палубных секций в направлении в нос и в корму от закладной с проверкой их положения по ДП и линии палубы; ▪ общая проверка расположения конструкций блока и контроль подготовки соединений к сварке; ▪ сварка монтажных соединений блока; ▪ установка изделий доизоляционного насыщения; ▪ контуровка блока по монтажным кромкам; ▪ сдача блока ОТК на комплектность и качество и испытания на непроницаемость. 2.17.4. Методы контроля формы монтажных кромок блоков [9, 11, 17]: ▪ непосредственными замерами точек обводов блока рейками от ДП и ОЛ; ▪ с помощью монтажных рам или шаблонов; ▪ с помощью оптических приборов либо лазерного луча; ▪ с помощью лазерно-акустической измерительной станции (ЛАИС); ▪ метод фотограмметрии.
|
Последнее изменение этой страницы: 2017-05-06; Просмотров: 1151; Нарушение авторского права страницы