|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Формирование корпуса на построечном месте
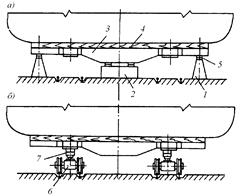
2.18.1. Типы построечных мест [9, 10]: ▪ наклонный продольный стапель; ▪ горизонтальный стапель; ▪ сухой строительный док. 2.18.2. Расположение построечных мест: ▪ на открытом стапеле (на слипе); ▪ в крытом эллинге; ▪ в строительном доке. 2.18.3. СТО для стапельной сборки корпуса судна [9, 10]: ▪ опорные устройства (кильблоки (см. рис. 2.9), клетки, тумбы, стулья, упоры, подставы, опорные балки (см. рис. 2.10)); ▪ опорно-транспортные устройства (стапельные тележки, судовозные тележки); ▪ трансбордер (см. рис. 2.11); ▪ краны (козловые, мостовые, башенные, портальные);
▪ сборочные приспособления (ручные, с пневмо- гидро- или электроприводом). ▪ леса наружные и внутренние (см. рис. 2.12: стационарные наружные по всей длине судна, универсальные разборные, передвижные, навесные («этажерки», «люльки»), механизированные подъёмные леса, самоходные леса – башни, лифты, эскалаторы и др.);
2.18.4. Энергоснабжение построечных мест [9, 10]: ▪ электроэнергия для питания сварочных постов, электродвигателей подъёмных кранов и вентиляторов, общего освещения; ▪ сжатый воздух для работы пневматического инструмента и краскораспылителей; ▪ кислород и ацетилен для газовой резки и строжки; ▪ углекислый газ и аргон для сварки; ▪ пар для отопления судовых помещений; ▪ вода для гидравлических испытаний корпусных конструкций на непроницаемость, противопожарных целей и других нужд. 2.18.5. Виды стапельных работ: ▪ сборочные (перемещение блоков или секций, подгонка сопряжений, стягивание и фиксация на электроприхватках или сборочных гребёнках); ▪ сварочные (сварка монтажных соединений по обшивке и набору, проверка качества сварных швов); ▪ проверочные (разметка базовых, осевых, эксплуатационных, контрольных линий, проверка размеров и формы технологической оснастки, проверка размеров, формы и пространственного положения отдельных частей и всего корпуса в целом); ▪ тепловая резка (подрезка кромок с припуском, контуровка секций и блоков, удаление временных креплений, «гребёнок», обухов и т. д.); ▪ пневматическая рубка (подготовка монтажных кромок под сварку, вырубка дефектных участков сварных швов, зачистка мест установки временных креплений). 2.18.6. Последовательность сварки монтажных соединений. 1) Общая: ▪ сварка недоваренных в блоках пазов обшивки; ▪ сварка монтажных стыков палубы и наружной обшивки (по возможности одновременно в направлении от ДП к бортам); ▪ сварка монтажных стыков настила второго дна, платформ, продольных переборок и выгородок; ▪ сварка монтажных стыков балок набора между собой и с обшивкой. 2) По набору: ▪ сварка стыкуемых поясков набора; ▪ сварка стыкуемых стенок набора; ▪ сварка недоваренных концов набора (стенка с пояском); ▪ сварка недоваренных концов набора (стенка с обшивкой). 2.18.7. Схемы формирования корпусов судов [9, 10, 14, 17]. Наиболее распространёнными способами формирования корпусов судов на построечном месте являются: монолитный, секционный, блочный и блочно-секционный, а наиболее распространёнными методами постройки судов – пирамидальный, островной и отсечный. Пирамидальный же метод используют при формировании островов (строительных районов), отсеков и блоков секций. ▪ монолитный (подетальный) способ предусматривает сборку корпуса из отдельных деталей (листы обшивки, балки набора), узлов (небольшие фундаменты, кингстонные коробки и др.) и небольшого количества секций (в основном переборок). Суть способа пояснена на рис. 2.13.
▪ секционный способ предполагает формирование корпуса из плоскостных, полуобъёмных и объёмных секций и ограниченного количества деталей и узлов. Суть способа пояснена на рис. 2.14.
Секционную сборку выполняют одним из трёх упомянутых выше методов. Пирамидальный метод (см. рис. 2.15, а) широко применяют при серийной постройке судов всех типов и классов, а также при сборке блоков секций.
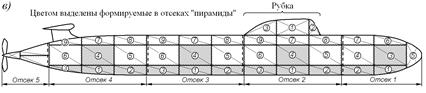
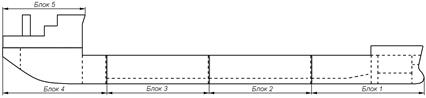
Островной (см. рис. 2.15, б) – применяют при строительстве преимущественно крупных сухогрузных и наливных судов. Корпус судна при этом разбивают по длине на (2…3) строительных района (острова), соединяемых между собой посредством забойных секций либо деталей. Отсечный метод (см. рис. 2.15, в) в основном применяют при строительстве боевых надводных кораблей и подводных лодок. Сборку корпуса предварительно ведут в пределах отсеков, соединяемых затем между собой посредством забойных деталей. Формирование и строительных районов и отсеков, как правило, осуществляют пирамидальным методом. ▪ блочный способ предполагает формирование корпуса из полностью сформированных заранее блоков секций. В качестве базового (закладного) блока обычно принимают блок машинного отделения или иной, из числа наиболее насыщенных механизмами, системами, оборудованием. Блочный метод обеспечивает широкий фронт работ для всех видов производств, даёт возможность сократить время нахождения судна на построечном месте, а также получить минимальные общие сварочные деформации. Суть способа пояснена на рис. 2.16.
▪ блочно-секционый способ предполагает формирование части корпуса из сформированных заранее блоков секций, а другой части – из плоскостных, полуобъёмных и объёмных секций. При этом из секций. как правило, собирают наиболее простые в конструктивном и технологическом отношениях районы корпуса (например, цилиндрическая часть). Носовая и(или) кормовая части судна, как более сложные, подаются на стапель в виде заранее изготовленных блоков. Данный метод обеспечивает достаточно широкий фронт работ для всех видов производств при небольшой программе судостроения, способствует сокращению времени нахождения судна на стапеле. Суть способа пояснена на рис. 2.17. |
Последнее изменение этой страницы: 2017-05-06; Просмотров: 1997; Нарушение авторского права страницы