
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Диагностирование барабанов и
Блоков. Барабаны грузоподъемных машин литые из чугуна СЧ 15, 20 или стали 20Л…35Л, а также сварными из листовой стали Ст3. Поверхность барабана может быть гладкой или с нарезными по винтовой линии навивки. На первом этапе диагностирования барабанов проверяют надежность крепления концов каната к барабану, которое выполняется накладками на поверхность обечайки (рис.2.36 а, б.), с помощью клина (в) и прижимными планками (г) на торцовой стенке.
На втором этапе диагностирования барабанов измеряют износ ручья по профилю, и срез или износ гребня канавки. Дефекты и повреждения механизмов канатно-блочных систем и других узлов кранов указаны в приложении 1. Измерения износа ручьев, гребня канавки производят специальный линейкой или штангенциркулем. Барабаны с изношенными ручьями ремонтируют, если толщина стенки уменьшалась Блоки литые из серого чугуна СЧ15-20 или стали. Размеры профилей обода представлены в табл.2.17. Диагностирование блоков предусматривает визуальный контроль трещин, обломов и сколов. Для мостовых и козловых кранов допускается наличие обломов и сколов до 50% диаметра каната, для других – нет. Измеряется износ ручьев по их глубине и толщине реборды (рис.2.38 а и б). Измерение проводят линейкой и штангенциркулем (а) и конциркулем (б). Допустимые износы ручья блока и реборды приведены также в приложении 1.
Блоки с изношенными ручьями ремонтируют, если износ ручья блока не превышает 50% диаметра каната. Блок восстанавливают протачиванием ручьев с целью восстановления угла прилегания каната к ручью и снижение удельной нагрузки на канат и ручей. Блоки грузоподъемных кранов должны иметь ограждающие устройства, исключающие выпадение каната из блока. Зазор между блоком по его внешнему диаметру и ограждающим устройством д.б. не более 0, 2 диаметра каната.
Диагностирование ходовых колес И крюков. Ходовые колеса могут быть кованными, штампованными, катанными и литыми из стали 75 или 65 по ГОСТ 14959, допускается изготовление колес из сталей других марок, например из стали 2 ГОСТ 10791. Твердость рабочей поверхности должна быть согласна таблице 2.22, размеры профиля обода двухребордных колес типа К2Р указаны в табл.2.23, одноребордных колес типа К1Р указаны в табл.2.24 и рис.2.41.
Срок службы ходовых колес зависит от их материала, технологии изготовления и точности установки и состояния. Причиной переноса кранов и тележек, и, как следствие, повышенного износа ходовых колес зачастую являться неравномерный износ муфт трансмиссионных валов (при центральном приводе) и разные характеристики крановых электродвигателей (при раздельном приводе). Для лучшего центрирования хода используют конические приводные колеса (по 1 на рельс). При сборке мостового крана заводская регулировка положения ходовых колес может быть нарушена, поэтому ее проверяют при монтаже (ГОСТ 27584). Отклонение ходового колеса от вертикальной плоскости
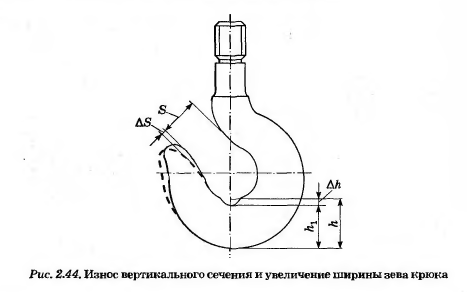
Грузовые крюки являются универсальными грузозахватными органами. Крюки изготавливают кованными, штампованными и пластинчатыми. Кованные и штампованные крюки (ГОСТ 6627) изготавливают из стали 20 и 20Г (ГОСТ 1050) (табл.2.25). Диагностирование предусматривает визуальный контроль наличия и состояния предохранительного замка и стопорной планки, отсутствия на поверхности крюка трещин, волосовин и закатов, состояния резьбы хвостовика крюка и резьбы гайки, наличие смазки подшипника. Замки должны свободно вращаться и не быть деформированными. Крюки, транспортирующие жидкий металл или шлак, замков могут не иметь. Такие крюки контролируются методами неразрушающего контроля на отсутствие трещин (остальные – визуально). Не допускается смятие и коррозия резьбы. При диагностировании крюков измеряется износ вертикального сечения
Диагностирование муфт. На грузоподъемных машинах наиболее широкое применение получили муфты зубчатые (ГОСТ 5006) и втулочно-пальцевые по ГОСТ 21424. На первом этапе при визуальном контроле муфт проверяют ослабление посадок полумуфт на валах, отсутствие отдельных крепежных деталей или ослабление их затяжки. У зубчатых муфт их осевой ход не должен превышать 2...4 мм, а масло при работе должно покрывать всю высоту зубьев. Температура масла должна соответствовать условиям работы. Затем контролируется взаимное положение валов и износ зубьев. Радиальное и угловое отклонение валов измеряют при открытой обойме (рис.2.45). Для муфт МЗ радиальное смещение зазор между линейкой, уложенной по образующей втулки и образующей второй втулки
Износ зубьев определяют штангензубомером или шупом. В табл.2.26 приведены значения допустимого износа по толщине и боковому зазору. В приложении 1 даны допустимые значения износа зубьев муфт для различных типов кранов. Допустимая толщина изношенного зуба
При диагностировании втулочно-пальцевых муфт проверяют неподвижность посадок на валах, сохранность посадки пальцев на полумуфте, отсутствие следов ударов и трещин на пальцах и полумуфтах. Поврежденные поверхности восстанавливают, а трещины заваривают. При установке полумуфт на редукторы и электродвигатели проверяют взаимное положение связанных муфтой волов. Допустимые радиальные и угловые смещения валов для втулочно-пальцевых муфт приведены в табл.2.27 и рис.2.46. Радиальное смещение определяют по формуле
Диагностирование тормозов. На грузоподъемных кранах применяют различные конструкции колодочных тормозов нормально закрытого типа, различающиеся схемами рычажных систем. Нормально закрытые тормоза замыкаются усилием сжатия пружины или весом специального замыкающего груза. Автоматическое размыкание тормозов производится электромагнитами, электрогидравлическими толкателями или машинистами при помощи рычажных, рычажно-канатных или гидравлических передач. Наибольшее распространение на грузоподъемных кранах получили тормоза с приводом от электромагнитов или электрогидравлических толкателей. Основным показателем работы тормоза является создаваемый или тормозной момент, который определяет время торможения, замедление и длину тормозного пути крана или тележки.
В производственных условиях при диагностировании тормозов определяют техническое состояние элементов: тормозных обкладок, тормозного шкива, главной и вспомогательной пружин, электромагнита или гидротолкателя. Контролируется и регулируется радиальные зазоры между обкладками и поверхностью шкива (отход колодок), ход якоря
Ход якоря (
Регулировка главной пружины выполняется по рабочей длине и обеспечивает требуемый тормозной момент (табл. 2.20). При ослаблении главной пружины ее осаживают хвостовиком 2; удерживая гайки 3. Износ тормозных обкладок измеряется штангенциркулем и сравнивается с предельным – приложение 1. При диагностировании тормозов с гидротолкателем необходимо (рис.2.40): - осмотреть тормоз и проверить легкость перемещения штока 2, переместив его несколько раз рукой; - проверить уровень рабочей жидкости, который должен быть на уровне торца заливного отверстия или ниже его не более 8 мм; - проконтролировать герметичность уплотнений, при наличии течи подтянуть крепеж или заменить уплотнения; - проверить качество рабочей жидкости. Затем проверяют и регулируют ход поршня гидротолкателя, отход колодок и рабочую длину пружины. Ход поршня гидротолкателя регулируют в связи с износом тормозных колодок. Для этого выставляют в верхнее положение h, а затем опускают в положение
Отход колодок регулируют болтом 9, длину пружины – гайками 3. При осмотрах и диагностировании тормозов обращают внимание на следующее: - при работе магнит не должен сильно шуметь и нагреваться свыше 105 - гайки должны быть надежно затянуты; - рычаги и скоба должны свободно качаться на своих пальцах без заедания и без люфтов; - фиксаторы должны надежно удерживать колодки но не мешать их самоустановке; - не должно быть следов повреждений и трещин особенно на пружине и скобе; - температура шкива не должна превышать 200 Нормы браковки тормозов приведены в приложении 1.
|
Последнее изменение этой страницы: 2017-05-06; Просмотров: 3182; Нарушение авторского права страницы
 Запрещается эксплуатация барабанов с поврежденными прижимными планками, накладками или клиньями, а также при ослаблении затяжки их болтов. Число прижимным планок или накладок должно быть
Запрещается эксплуатация барабанов с поврежденными прижимными планками, накладками или клиньями, а также при ослаблении затяжки их болтов. Число прижимным планок или накладок должно быть  2. Количество запасных витков на барабане проверяют при самом низком положении грузозахвата, их должно быть
2. Количество запасных витков на барабане проверяют при самом низком положении грузозахвата, их должно быть  25% путем протачивания ручьев на первоначальный профиль.
25% путем протачивания ручьев на первоначальный профиль.






 (измеряется отвесом и штангенциркулем)
(измеряется отвесом и штангенциркулем)  (для мостовых кранов и тележек),
(для мостовых кранов и тележек),  (D- диаметр ходового колеса) для козловых кранов. Отклонение от теоретической линии (рис.2.42) измеряется струной или лазером и штангенциркулем, а затем рассчитывается. Отклонение К=0, 0004 (тележки мостовых кранов); К=0, 0006 – балки и ходовые балки кранов грузоподъемностью более 20т и грузовых тележек; К=0, 001для ходовых тележек козловых кранов, ходовых балок козловых кранов грузоподъемностью до 20т. Относительное смещение колес в осевом направлении балансиров мостовых и козловых кранов, опорных грузовых тележек
(D- диаметр ходового колеса) для козловых кранов. Отклонение от теоретической линии (рис.2.42) измеряется струной или лазером и штангенциркулем, а затем рассчитывается. Отклонение К=0, 0004 (тележки мостовых кранов); К=0, 0006 – балки и ходовые балки кранов грузоподъемностью более 20т и грузовых тележек; К=0, 001для ходовых тележек козловых кранов, ходовых балок козловых кранов грузоподъемностью до 20т. Относительное смещение колес в осевом направлении балансиров мостовых и козловых кранов, опорных грузовых тележек  3 мм. Отклонение пролета
3 мм. Отклонение пролета  мостовых кранов должно быть
мостовых кранов должно быть  22, 5 м и
22, 5 м и  22, 5 м.
22, 5 м.
 При диагностировании ходовых колес визуальным осмотром проверяют наличие трещин, отслоений и раковин выкрашивания на поверхности колес. Диаметральный размер раковин выкрашивания
При диагностировании ходовых колес визуальным осмотром проверяют наличие трещин, отслоений и раковин выкрашивания на поверхности колес. Диаметральный размер раковин выкрашивания  с помощью штангенциркуля. Износ вертикального сечения однорогого крюка не должен превышать 10%, увеличение ширины зева
с помощью штангенциркуля. Износ вертикального сечения однорогого крюка не должен превышать 10%, увеличение ширины зева 
 1мм. Угловое смещение
1мм. Угловое смещение  ,
,  0, 01 (рис.2.45а). Для муфт МЗП угол между каждым из соединяемых валов и промежуточным валом
0, 01 (рис.2.45а). Для муфт МЗП угол между каждым из соединяемых валов и промежуточным валом  не должен превышать
не должен превышать 
 и боковой зазор:
и боковой зазор:  ,
, 
 - допустимый норматив износа зуба в % от первоначальной толщины по приложению 1.
- допустимый норматив износа зуба в % от первоначальной толщины по приложению 1.
 , а перенос
, а перенос  .
.




 , фиксируя гайками в положение рычага 7.
, фиксируя гайками в положение рычага 7. 

 ;
; 