|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Раздел 2. АНАЛИЗ ПРИЧИН И ПОСЛЕДСТВИЙ ОТКАЗОВ - FMEA
12.1. Общие сведения
Повышение требований заказчиков к надежности и безопасности изделий обусловили применение методов системного анализа объек- тов. Одним из таких методов является FMEA - анализ причин и послед- ствий отказов (Failure Mode аnd Effects Analysis). Появление этой методики связывают с космическими проектами NASA (1963 г.). С 1977 г. она получила широкое распространение по- сле конгресса на фирме FORD. В феврале 1995 г. в США был опубли- кован совместный документ фирм Крайслер Корпорейшн, Форд Моторс Компании и Дженерал Моторс Корпорейшн под названием «Анализ ви- дов и последствий потенциальных отказов». В марте 1998 г. в третьем издании был опубликован стандарт QS-9000 «Требования к системам качества», в руководстве которого был описан метод анализа видов и последствий отказов. В настоящее время метод FMEA широко используется в Японии, США и в странах Европейского Союза (ЕС). В России разработан стандарт ГОСТ Р 51814.2 – 2001 [3], пред- назначенный для применения в автомобилестроении, но он может ус- пешно применяться и в других отраслях. Основой данного стандарта является руководство «Анализ видов и последствий потенциальных от- казов», входящее в систему методик к стандарту «QS – 9000. Требова- ния к системам качества» [4].
FMEA-анализ представляет собой технологию анализа возможно- сти возникновения дефектов и их влияния на продукцию и потребителя. Его задача – выявить те возможные несоответствия, дефекты, ко- торые имеют наибольший показатель риска для потребителя. По ре- зультатам FMEA проводят предупреждающие действия. Данная деятельность важна на этапе разработки конструкций или процессов для более полного удовлетворения потребителей. Было замечено, что около 80% всех дефектов, которые возникают в процессе производства и эксплуатации, обусловлены недостатками разработки конструкции и конструирования, а также подготовки произ- водства. Около 60% всех сбоев, которые возникают во время гарантий- ного срока эксплуатации, имеют свою причину в несовершенной разра- ботке. Известно правило 10-ти раз А.Фейгенбаума : затраты на исправ- ление дефекта удесятеряются на каждом следующем этапе жизненно- го цикла продукции. Например, устранение дефекта изделия при его применении заказчиком стоит 100 условных единиц (у.е.). Если этот дефект выявляется на окончательном контроле на заводе-изготови- теле, его устранение стоит только 10 у.е. Если дефект обнаруживают еще раньше, например, при входном контроле закупленных деталей, то затраты составят 1 у.е. Одним из наиболее важных факторов для успешного применения FMEA является фактор времени. Это означает, что действия должны быть осуществлены до того, как выявили дефект, а не после этого. FMEA может исключить применение корректирующих действий или уменьшить их возможность.
Метод FMEA позволяет проанализировать потенциальные дефек- ты, их причины и последствия, оценить риски их появления и необнару- жения на предприятии и принять меры для устранения или снижения вероятности и ущерба от их появления. Это один из наиболее эффек- тивных методов доработки конструкции технических объектов и процес- сов их изготовления на таких важнейших стадиях жизненного цикла про- дукции, как ее разработка и подготовка к производству. На этапе доработки конструкции технического объекта перед ут- верждением конструкции или при улучшении имеющейся конструкции методом FMEA решают следующие задачи: - определение «слабых» мест конструкции и принятие мер по их устранению; f - получение сведений о риске отказов предложенного и альтерна- тивных вариантов конструкции; - доработка конструкции до наиболее приемлемой с различных то- чек зрения: технологичности, удобства обслуживания, надежности и т. д.; - сокращение дорогостоящих экспериментов.
На этапе доработки производственного процесса перед его запус- ком или при его улучшении методом FMEA решают следующие задачи: - обнаружение «слабых» мест технологических процессов и приня- тие мер по их устранению при планировании производственных процес- сов; - принятие решений о пригодности предложенных и альтернатив- ных процессов и оборудования при разработке технологических процес- сов; - доработка технологического процесса до наиболее приемлемого с различных точек зрения, а именно: надежности, безопасности для пер- сонала, обнаружения потенциально дефектных технологических опера- ций и т. д.; - подготовка серийного производства.
Метод FMEA рекомендуется применять при изменении условий эксплуатации технического объекта, требований заказчика, при модер- низации конструкций или технологических процессов и т. п. Метод FMEA может применяться также при принятии решений в отно- шении несоответствующей продукции (материалов, деталей, комплек- тующих изделий) в экономически обоснованных случаях. Метод FMEA также может быть использован при разработке и ана- лизе любых других процессов, например таких, как процессы продаж, обслуживания, маркетинга и другие. Методология FMEA рекомендуется как при проектировании новых технических объектов, так и при разработке модифицированных вариан- тов конструкции и (или) процесса производства технических объектов. Методология FMEA полезна также при рассмотрении новых усло- вий эксплуатации технического объекта или новых требований заказчика (потребителя) к этому объекту.
12.2. Принципы FMEA
Применение метода FMEA основано на следующих принципах.
12.2.1. Командная работа. Реализация метода FMEA осуществляет- ся силами специально подобранной межфункциональной команды экс- пертов. 12.2.2. Иерархичность. Для сложных технических объектов или про- цессов их изготовления анализу подвергается как объект или процесс в целом, так и их составляющие; дефекты составляющих рассматривают- ся по их влиянию на объект (или процесс), в который они входят. 12.2.3. Итеративность. Анализ повторяют при любых изменениях объекта или требований к нему, которые могут привести к изменению комплексного риска дефекта. 12.2.4. Регистрация результатов проведения FMEA. В соответст- вующих отчетных документах должны быть зафиксированы результаты проведенного анализа и решения о необходимых изменениях и дейст- виях. Необходимые изменения и действия, указанные в отчетных документах, должны быть отражены в соответствующих документах в рамках дейст- вующей на предприятии системы качества.
2.3. Задачи, решаемые при проведении FMEA
В процессе FMEA решают следующие задачи: - составляют перечень всех потенциально возможных видов де- фектов технического объекта или процесса его производства, при этом учитывают как опыт изготовления и испытаний аналогичных объектов, так и опыт реальных действий и возможных ошибок персонала в про- цессе производства, эксплуатации, при техническом обслуживании и ремонте аналогичных технических объектов; - определяют возможные неблагоприятные последствия от каждо- го потенциального дефекта, проводят качественный анализ тяжести по- следствий и количественную оценку их значимости; - определяют причины каждого потенциального дефекта и оцени- вают частоту возникновения каждой причины в соответствии с предла- гаемыми конструкцией и процессом изготовления, а также в соответст- вии с предполагаемыми условиями эксплуатации, обслуживания, ремон- та; - оценивают достаточность предусмотренных в технологическом цикле операций, направленных на предупреждение дефектов в эксплуа- тации, и достаточность методов предотвращения дефектов при техни- ческом обслуживании и ремонте; - количественно оценивают возможность предотвращения дефек- та путем предусмотренных операций по обнаружению причин дефектов на стадии изготовления объекта и признаков дефектов на стадии экс- плуатации объекта; - количественно оценивают критичность каждого дефекта (с его причиной) приоритетным числом риска ПЧР и при высоком ПЧР ведут доработку конструкции и производственного процесса, а также требова- ний и правил эксплуатации с целью снижения критичности данного де- фекта.
При проведении FMEA наряду с предложенным вариантом конст- рукции или процесса производства рекомендуется анализировать также альтернативные варианты технических решений. Эти варианты рас- сматривают с целью снижения комплексного риска дефекта по ПЧР, снижения стоимости и повышения эффективности функционирования технического объекта или технологии его изготовления. Методология анализа видов, причин и последствий дефектов предполагает организацию межфункциональной команды (FMEA- команды), состоящей из разных специалистов, знания которых необхо- димы при анализе и доработке конструкции объекта и (или) производст- венного процесса.
2.4. Виды FMEA
В случаях, когда при разработке технического объекта конструкцию и процесс производства разделять нецелесообразно, разработку конст- рукции и производственного процесса проводят совместно с применени- ем общего FMEA. В случаях, когда разрабатываемый технический объект предпола- гает сначала разработку конструкции этого объекта, а затем разработку процессов его производства, метод FMEA может быть разделен на два этапа: этап отработки конструкции (Dеsign FMEA, DFMEA или FMEA кон- струкции) и этап отработки производственного процесса (Process FMEA или PFMEA или FMEA процесса).
2.4.1. FMEA конструкции
FMEA конструкции представляет собой процедуру анализа перво- начально предложенной конструкции технического объекта и доработки этой конструкции в процессе работы соответствующей FMEA-команды. FMEA конструкции проводят на этапе разработки конструкции техниче- ского объекта. Данный метод позволяет предотвратить запуск в произ- водство недостаточно отработанной конструкции, помогает улучшить конструкцию технического объекта и заранее предусмотреть необходи- мые меры в технологии изготовления, предупреждая появление или (и) снижая комплексный риск дефекта за счет: - коллективной работы разносторонних специалистов, входящих в DFMEA-команду; - изначального и полного учета требований для изготовления ком- понентов, требований сборки, контроля при изготовлении, удобства об- служивания и т. д.; - повышения вероятности того, что все виды потенциальных де- фектов и их последствия будут рассмотрены в процессе работы DFMEA- команды; - анализа полной и разносторонней информации при планировании эффективного испытания конструкции; - анализа списка всех видов потенциальных дефектов, ранжиро- ванных по их влиянию на потребителя, при котором устанавливают сис- тему приоритетов при проведении улучшений конструкции и программу испытаний; - создания открытой формы для рекомендаций и прослеживания действий, снижающих риск возникновения дефектов; - разработки рекомендаций, помогающих в дальнейшей деятель- ности по анализу совокупности требований, оцениванию изменений кон- струкции, а также при разработке последующих перспективных конст- рукций.
2.4.2. FMEA процессов
PFMEA представляет собой процедуру анализа первоначально разработанного и предложенного (процесса) производства и доработки этого процесса в ходе работы соответствующей PFMEA-команды. PFMEA проводят на этапе разработки производственного процес- са и это позволяет предотвратить внедрение в производство недоста- точно отработанных процессов. PFMEA позволяет: - идентифицировать виды потенциальных дефектов процесса изготов- ления данного технического объекта, приводящих к дефектам данного технического объекта; - оценить потенциальные реакции потребителя на соответствующие дефекты; - идентифицировать потенциальные факторы процессов изготовления и сборки и вариации процесса, требующие усиленных действий для сни- жения частоты (вероятности) дефектов или для обнаружения условий дефектов процесса; - составить ранжированный список потенциальных дефектов процесса, устанавливая этим систему приоритетов для рассмотрения корректи- рующих действий; - документировать результаты процесса изготовления или сборки.
2.5. Состав FMEA-команд
FMEA-команда (межфункциональная команда) представляет собой временный коллектив из разных специалистов, созданный специально для цели анализа и доработки конструкции и (или) процесса изготовле- ния данного технического объекта. При необходимости в состав FMEA- команды могут приглашаться опытные специалисты из других организа- ций. В своей работе FMEA-команды применяют метод мозгового штур- ма. Для эффективной работы все члены FMEA-команды должны иметь практический опыт и высокий профессиональный уровень. Этот опыт предполагает для каждого члена команды значительную работу в про- шлом с аналогичными техническими объектами. Рекомендуемое число участников FMEA-команды — от 4 до 8 че- ловек. Полный состав участников FMEA-команды для работы с данным техническим объектом должен быть неизменным, однако в отдельные дни в работе FMEA-команды может принимать участие неполный ее со- став, что определяется целесообразностью присутствия тех или иных специалистов при рассмотрении текущего вопроса. Рекомендуется, чтобы члены DFMEA-команды в совокупности имели практический опыт в следующих областях деятельности: - конструирование аналогичных технических объектов, различные кон- структорские решения; - процессы производства компонентов и сборки; - технология контроля в ходе изготовления; - техническое обслуживание и ремонт; - испытания. - анализ поведения аналогичных технических объектов в эксплуатации.
Рекомендуется, чтобы члены PFMEA-команды в совокупности име- ли практический опыт в следующих областях деятельности: - конструирование аналогичных технических объектов; - процессы производства компонентов и сборки;технология контроля в ходе изготовления; - анализ работы соответствующих технологических процессов, возмож- ные альтернативные технологические процессы; - анализ частоты дефектов и контроля работы соответствующего обо- рудования и персонала. В случае, когда этапы проектирования конструкции и процессов производства данного технического объекта разделять нецелесообраз- но, формируют общую FMEA-команду. Члены этой команды в совокуп- ности должны иметь практический опыт во всех областях деятельности, перечисленных ранее. В случае, когда для данного технического объекта отдельно фор- мируют DFMEA-команду и PFMEA-команду, рекомендуется в их состав включать одни и те же физические лица следующих специальностей: конструктор, технолог, сборщик, испытатель, контролер. В команде должен быть определен ведущий, которым может быть любой из членов команды, признаваемый остальными как лидер в рас- сматриваемых вопросах. Профессионально ответственным в DFMEA-команде является кон- структор, а в PFMEA-команде — технолог.
2.6. Основные этапы проведения FMEA
2.6.1. Ознакомление с предложенными проектами конструкции и (или) технологического процесса. Ведущий FMEA-команды представля- ет для ознакомления членам своей команды комплект документов по предложенному проекту конструкции или (и) проекту технологического процесса.
2.6.2. Определение видов потенциальных дефектов, их последст- вий и причин. Для конкретного технического объекта и (или) производ- ственного процесса с его конкретной функцией определяют (пользуясь имеющейся информацией и предшествующим опытом) все возможные виды дефектов. Описание каждого вида дефекта заносят в протокол анализа видов, причин и последствий потенциальных дефектов, составленный, например, в виде таблицы. Форма протокола должна быть предварительно выбрана и утвер- ждена. Рекомендуемая форма протокола приведена в Приложении 1. Примеры видов потенциадьных дефектов технического объекта: растрескивание, деформация, люфт, течь, прокол, короткое замыкание, окисление, перелом. Примеры видов дефектов технологического процесса: недостаточ- ная толщина покрытия, пропуск операции установления шплинта, при- менение другого материала. Примечание. Виды потенциальных дефектов следует описывать в физических или технических терминах, а не в виде внешних признаков (симптомов), заметных потребителю.
2.6.3. Для всех описанных видов потенциальных дефектов опреде- ляют их последствия на основе опыта и знаний FMEA-команды. Примеры последствий дефектов: шум, неправильная работа, пло- хой внешний вид, неустойчивость, прерывистая работа, шероховатость, неработоспособность, плохой запах, повреждение управления. Примечания: 1) для каждого вида дефектов может быть несколько потенциальных по- следствий, все они должны быть описаны; 2) последствия дефектов следует описывать признаками, которые мо- жет заметить и ощутить потребитель, причем имеется в виду, что потре- битель может быть как внутренним (на последующих операциях созда- ния объекта), так и внешним; 3) последствия дефектов следует излагать в конкретных терминах сис- темы, подсистемы или компонента, подвергаемых анализу.
2.6.4. Для каждого последствия дефекта экспертно определяют балл значимости S при помощи таблицы баллов значимости. Балл зна- чимости изменяется от 1 для наименее значимых по ущербу дефектов до 10 — для наиболее значимых по ущербу дефектов. Для конкретного предприятия эта таблица должна быть пересмотрена в соответствии со спецификой предприятия и конкретными последствиями дефектов. Типовые значения баллов значимости S приведены в табл.2.1. Таблица 2.1 Рекомендуемая шкала баллов значимости S для FMEA конструкции
В дальнейшем при работе FMEA-команды и выставлении ПЧР ис- пользуют один максимальный балл значимости S из всех последствий данного дефекта.
2.6.5. Для каждого дефекта определяют потенциальные причины. Для одного дефекта может быть выявлено несколько потенциальных причин, все они должны быть по возможности полно описаны и рас- смотрены отдельно. Примеры причин дефектов: использован другой материал, неадекватное предположение о жизнеспособности конструкции, перегрузка, недоста-
точные возможности смазки, неполные инструкции по обслуживанию, слабая защита от неблагоприятных условий среды. Причинами (механизмами) дефектов могут быть, например: теку- честь, ползучесть, нестабильность материала, усталость, износ, корро- зия. Таблица 2.2. Рекомендуемая шкала О определения балла вероятности возникновения дефекта (FMEA конструкции)
2.6.6. Для каждой потенциальной причины дефекта экспертно оп- ределяют балл вероятности возникновения О. При этом рассматрива- ется предполагаемый процесс изготовления и экспертно оценивается частота данной причины, приводящей к рассматриваемому дефекту. Балл вероятности возникновения изменяется от 1 для самых редко воз- никающих дефектов до 10 — для дефектов, возникающих почти всегда. Типовые значения балла вероятности возникновения приведены в табл. 2.2.
2.6.7. Для данного дефекта и каждой отдельной причины опреде- ляют балл сложности обнаружения D для данного дефекта или его при- чины в ходе предполагаемого процесса изготовления. Балл сложности обнаружения изменяется от 10 для практически не об- наруживаемых дефектов (причин) до 1 — для практически достоверно обнаруживаемых дефектов (причин). Типовые значения балла обнаружения приведены в табл.2.3.
2.6.8. После получения экспертных оценок S, О, D вычисляют при- оритетное число риска ПЧР по формуле: ПЧР = SxOxD. (2.1)
Таблица 2.3 Рекомендуемые значения балла сложности обнаружения D (FMEA конструкции)
Для дефектов, имеющих несколько причин, определяют соответст- венно несколько ПЧР. Каждое ПЧР может иметь значения от 1 до 1000. Для приоритетного числа риска должна быть заранее установлена кри- тическая граница (ПЧР*) в пределах от 100 до 125. По усмотрению служ- бы маркетинга и других служб предприятия для некоторых возможных дефектов значение ПЧР может быть установлено менее 100. Снижение ПЧР соответствует созданию более высококачественных и надежных объектов и процессов. Составляют перечень дефектов/причин, для которых значение ПЧР превышает ПЧР*. Именно для них и следует далее вести доработку кон- струкции и (или) производственного процесса. Для каждого дефекта/причины с ПЧР > ПЧР* команда должна предпри- нимать усилия к снижению этого расчетного показателя посредством доработки конструкции и (или) производственного процесса.
2.6.9. После того, как действия по доработке определены, необхо- димо оценить и записать значения баллов значимости S, возникновения О и обнаружения D для нового предложенного варианта конструкции и (или) производственного процесса. Следует проанализировать новый предложенный вариант и подсчитать и записать значение нового ПЧР. Все новые значения ПЧР следует рассмотреть и если необходимо даль- нейшее их снижение, повторить предыдущие действия.
2.6.10. Ответственный за разработку конструкции и (или) производ- ственного процесса инженер должен подтвердить, что все предложения членов команды по доработке были рассмотрены.
2.6.11. В конце работы FMEA-команды должен быть составлен и подписан протокол, в котором отражают основные результаты работы команды, включающие, как минимум: - состав FMEA-команды; - описание технического объекта и его функций; - перечень дефектов или причин; - экспертные баллы S, O, D и ПЧР для каждого дефекта; - предложения команды по предупреждающим действиям; - экспертные баллы для переработанного варианта. При необходимости прилагают соответствующие расчеты, графи- ки, чертежи.
2.7. Пример FMEA конструкции.
За основу взят пример из стандарта [3]. FMEA-команда работает над совершенствованием конструкции гидравлического устройства. Рабочая жидкость – масло индустриаль- ное. Проводится анализ герметичности места соединения медной труб- ки со штуцером. На рис. 2.1. приведена схема анализируемого узла.
Рис. 2.1
В первоначальной конструкции конец медной трубки 1 развальцо- ван на конус и сопрягается с конической поверхностью штуцера 2. При затяжки накидной гайки 3 развальцованный конец трубки прижимается к конической поверхности штуцера, чем должна обеспечиваться герме- тичность. Эксперты рассматривают один из возможных потенциальных де- фектов данной конструкции – течь масла. Выясняют последствия и причины возможной течи. Наиболее важным местом исследования является выявление ве- роятных причин возникновения дефекта, чтобы предпринять какие-либо предупреждающие действия. В данном случае эксперты выявили три причины возможного де- фекта. Во-первых, угол конусности торца штуцера и развальцованной трубки может не совпадать, при затяжке накидной гайки отгибы трубки будут деформироваться, что может привести к разрушению седла, т.е. места сопряжения конусов, при этом течь непременно возникнет. Во-вторых, геометрия сопряжения может отличаться от идеаль- ной, т.е. конические поверхности могут иметь некруглое сечение, при этом в сопряжении могут возникнуть зазоры при недостаточной затяжке гайки. В-третьих, эксперты обнаружили, что доступ к натяжной гайке за- труднен из-за конструкции корпуса гидравлического устройства, что мо- жет не позволить хорошо затянуть гайку и требует специального ключа. В этом случае необходимо изменить конструкцию корпуса, что вле- чет за собой увеличение времени проектирования, возможное перекон- струирование целого ряда деталей. Кратко эти причины дефекта, их следствия, и параметры S, O и D приведены в табл.2.4. Таблица 2.4 FMEA-анализ конструкции узла
При определении баллов S использовали табл. 2.1. и исходили из следующего. Последствие 1 - загрязнение окружающей среды - является опас- ным, без предупреждения, катастрофическим, поэтому оценено в 10 баллов. Последствие 2 – агрегат не развивает нужного давления – являет- ся очень важным, оно равносильно потере работоспособности и оцене- но в 8 баллов. Последствие 3 – повышение трудоемкости обслуживания, чтобы предотвращать появление течи – отнесено к слабым последствиям, т.к. в этом случае агрегат может быть работоспособным, но при эксплуата- ции возникают проблемы. Оно оценено в 5 баллов.
Баллы вероятности появления дефекта О установлены на основе опыта экспертов и табл. 2.2. Баллы D установлены на основе табл. 2.3. и из следующих сооб- ражений. Визуально факт разрушения седла без разборки узла установить невозможно, но разборка требует прекращения работы и остановки аг- регата, что крайне нежелательно, поэтому метод обнаружения данной причины оценивается в 9 баллов. Отклонение геометрии сопрягаемых поверхностей можно было бы обнаружить при технологическом контроле, но это требует специальных средств измерения, высокой квалификации контролера, измерения возможны только в лаборатории, поэтому D = 6. Для того, чтобы обеспечить герметичность соединения, необходи- мо гайку затянуть с определенной силой, не меньше критической, для чего применяют динамометрические ключи, имеющие шкалу или кон- трольную метку. Изготовление специального ключа влечет за собой за- траты времени и средств, поэтому эксперты приняли D= 6. Как видно из табл. 2.4 для всех потенциальных причин баллы больше предельных значений, т.е. требуются предупреждающие дейст- вия. Группа экспертов предложила изменить конструкцию соединения, приведенную на рис. 2.2.
Рис.2.2
Рис. 2.2
Новая конструкция соединения трубки со штуцером содержит сле- дующие детали: медная развальцованная трубка 1; медная шайба 2, у которой один торец конический, а другой имеет сферическую поверх- ность для самоустановки шайбы; штуцер 3, у которого торец теперь не конический, а плоский; накидная гайка 4; уплотнительная медная шайба 5; контргайка 6, прижимающая шайбу 5 и предотвращающая ослабление затяжки накидной гайки 4. Шайба 2 за счет самоустановки способствует более плотному кон- такту в соединении. После изменения конструкции эксперты вновь проводят FMEA- анализ, результаты которого приведены в табл. 2.5. Обращаем внимание на то, что если потенциальный дефект ос- тался тем же, то и параметр S остается прежним, а изменяются O и D в связи с изменением конструкции.
Таблица 2.5 Определение ПЧР для новой конструкции
Результат: соединение стало более надежным; облегчен доступ для монтажа и ремонта; стоимость новой конструкции несколько больше первоначальной, но это окупается снижением времени на ремонтные и обслуживающие работы. ПЧР для этого предполагаемого дефекта ста- ло 72, т.е. укладывается в нормативное значение.
2.8. Пример FMEA технологического процесса
Принципиально FMEA технологических процессов не отличается от FMEA конструкции, но есть особенности в рекомендуемых шкалах S, O и D. Эти шкалы приведены в табл. 2.6, 2.7 и 2.8.
Таблица 2.6 Рекомендуемая шкала значимости дефекта S для производственного процесса
Продолжение табл. 2.6
Таблица 2.7 Рекомендуемая шкала вероятности возникновения дефекта О
В табл. 2.7 Сpk – статистический индекс, который определяет возможно- сти технологического процесса по обеспечению требований установ- ленного допуска на данный показатель качества Х.
ср );(Х ср - L) } C pk = ⎩ , (2.2) 3sˆ
где U , L – верхние и нижние предельные значения поля допуска показа- теля качества Х; Х ср – выборочное среднее или положение центра настройки технологи- ческого процесса; sˆ - оценка стандартного отклонения процесса. Таблица 2.8 Рекомендуемая шкала баллов возможности обнаружения D
· Анализ технологического процесса
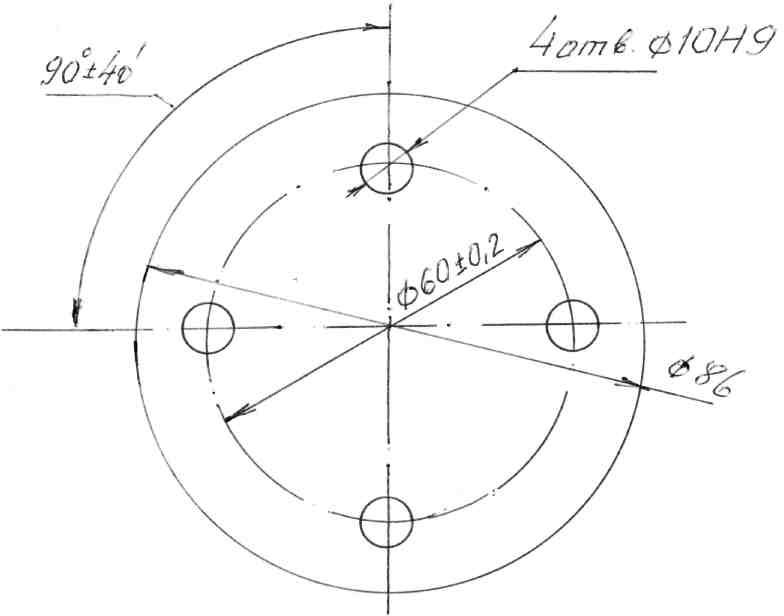
На рис.2.3 изображен фланец с четырьмя отверстиями. Такие фланцы используются для стыковки участков трубопровода. Фланец на- девается на трубу и приваривается. Труба с фланцем при помощи бол- товых соединений соединяется с такой же трубой, имеющей фланец. Для стыковки труб важно, чтобы отверстия во фланцах стыкуемых труб совпадали. Разработанный техпроцесс, в связи с небольшой серийностью производства, предусматривает сверление по разметке: на заготовку накладывается шаблон с малыми отверстиями для керна и рабочий производит кернение центров будущих отверстий, после чего сверлит отверстия. Группа экспертов, рассматривая предложенный вариант техпро- цесса, выявила вид потенциального дефекта – неточное совпадение осей отверстий под болты стыкуемых фланцев.
Рис. 2.3
При выставлении баллов вероятности возникновения О члены FMEA-команды должны рассмотреть следующие вопросы: · Каков опыт эксплуатации или обслуживания подобного производ- ственного процесса? · Применялся ли ранее подобный производственный процесс? · Насколько значительны отличия предыдущего и настоящего про- цессов? Протокол анализа вида, причин и последствий отказов приведен в табл. 2.9.
Таблица 2.9 FMEA технологического процесса
Анализируя результат (табл. 2.9), группа FMEA предложила из- менить технологию сверления отверстий: применить поворотный сто- лик с точностью углового позиционирования 30' и кондукторную втулку, направляющую сверло, чтобы не было уводов оси сверления.
Протокол FMEA-анализа после изменения технологии приведен в табл. 2.10.
Таблица 2.10
Результат: новый технологический процесс обеспечивает более высокую надежность сборки фланцев. 2.9. Пример FMEA бизнес-процессов
Для примера рассмотрен бизнес-процесс «Закупки» [6] условного предприятия, выпускающего кабельную арматуру. Необходимо вначале описать бизнес-процесс, разбив его на опе- рации, указав участников этого процесса и порядок обмена информаци- ей между ними. Схема бизнес-процесса приведена на рис. 2.4.
Рис. 2.4
Рассмотрим более подробно действия каждого участника этого бизнес- процесса. 1. Потребность в материальных ресурсах (МР), необходимых для производства продукции, предназначенной для реализации, оп- ределяется производственно-диспетчерским отделом (ПДО).
Для этого не позднее пяти рабочих дней по истечении месяца производственные цеха, склад предоставляют в ПДО информацию об остатках материальных ресурсов (заделов комплектующих). На основа- нии этой информации начальник ПДО оформляет заявку на при- обретение материальных ресурсов для нужд основного производства.
2. Заявка на приобретение материальных ресурсов (заявка), кото- рая передается на исполнение в отдел материально-технического снаб- жения (ОМТС), должна содержать следующие обязательные разделы: - наименование заказываемой продукции, единицу измерения и количе- ство; - название подразделения, заказывающего продукцию, и Ф.И.О. лица, заполняющего заявку; - желательный срок приобретения — срок, в течение которого подразде- ление, заказывающее продукцию, рассчитывает ее получить. Если срок не указан, считается, что он ограничен пятью рабочими днями; - утверждаемая подпись соответствующего директора по направлениям; Ф.И.О. работника ОМТС, ответственного за исполнение данной заявки (графа заполняется в дальнейшем начальником ОМТС); - дополнительные требования, если необходимо.
3. Начальник ОМТС определяет лицо, ответственное за осуществ- ление закупки конкретного вида продукции. Исполнитель, ответственный за закупку продукции, связывается с поставщиком, определенным по Реестру одобренных поставщиков (если для данных материальных ре- сурсов в Реестре определен одобренный поставщик). В противном слу- чае необходимо провести анализ нового поставщика. Счет, полученный от поставщика, а также Договор на поставку материальных ресурсов (при его наличии) передается работником ОМТС в планово- экономиче- ский отдел (ПЭО).
4. Должностное лицо ПЭО проверяет условия закупок, а также анализирует Договор на поставку (при его наличии) по следующим во- просам: - соответствие цены продукции установленной плановой иене продук- ции; - условия оплаты. Процесс согласования счета подтверждается подписью должно- стного лица ПЭО на счете и в Договоре. После этого счет и Договор со- гласовываются с коммерческим директором (виза) и передаются ди- ректору по производству.
5. Директор по производству анализирует условия закупок на предмет удовлетворительности сроков поставки продукции, исходя из необходимых сроков производства, и передает счет в бухгалтерию на оплату.
6. Бухгалтерия имеет право принимать счета производственного назначения на оплату при выполнении следующих условий: наличие визы ПЭО; наличие утверждающей подписи генерального директора или директора по производству. После оплаты счета работнику ОМТС, ответственному за покупку про- дукции, передается документ, подтверждающий оплату (копия платеж- ного поручения) и доверенность на получение продукции у поставщика по счету.
7. Доставка продукции, как правило, осуществляется автотранс- портом предприятия. Полученная у поставщика продукция и сопроводи- тельные документы (накладная, счет-фактура и, при необходимости, до- кументы, подтверждающие качество материальных ресурсов) переда- ются на склад. Основываясь на сказанном выше, необходимо определить воз- можные опасные (критические) ситуации для каждой операции, т. е. дей- ствия, которые могут привести к критическим последствиям. Метод FMEA позволяет оценить влияние операции на конечный результат са- мого процесса. Влияние сказывается в том, что нарушение одной или нескольких характеристик операции может вызвать критические послед- ствия для процесса.
Затем необходимо провести анализ возможных опасностей в ре- зультате потенциальных нарушений операций.
· При анализе информации, поступающей из цехов, возможны- ми опасными факторами могут быть: сроки подачи информации в ПДО, степень полноты поступившей информации (количественный остаток материальных ресурсов и сроки поставки). · При составлении заявки и передаче ее в ОМТС опасными факторами могут быть: наличие в графе «желательный срок поставки» каких-либо записей, наличие в заявке всех заполненных обязательных разделов, соблюдение формы заявки, указанной в СТП. · При согласовании заявки и передаче ее в ПЭО — назначение ответственного лица за осуществление закупки конкретного вида про- дукции, наличие поставщика в реестре одобренных поставщиков (либо проведение его оценки). · При передаче счета из ПЭО коммерческому директору — анализ условия закупок (договора на поставку) на предмет соответствия цены продукции установленной плановой цене, анализ условий оплаты. · При передаче счета директору по производству — наличие подписи на счете, подтверждающей анализ со стороны сотрудника ПЭО и коммерческого директора, анализ условий поставки на предмет удов- летворенности сроками поставки продукции и исходя из необходимых сроков производства. · При передаче счета в бухгалтерию — наличие подписи ди- ректора по производству или генерального директора, подтверждающих анализ сроков поставки. · После оплаты счета при получении продукции ответственный за покупку должен иметь доверенность на получение продукции и доку- мент, подтверждающий оплату счета. · При получении продукции поставщик должен предъявить на- кладную, счет-фактуру и другие документы, подтверждающие качество материальных ресурсов.
FMEA-группа проанализировала возможные опасности, несоот- ветствия в работе схемы, которые приведены в табл. 2.11. с некоторыми коррективами и выделила 7 операций. Необходимо отметить, что в соответствии с ГОСТ Р 51814.2 – 2001 таблица значений S для конкретного предприятия должна быть пересмотрена в соответствии со спецификой предприятия и конкретны- ми последствиями дефектов. Таблица 2.11
В данном примере вместо обозначений S, O, D авторы [4] ис- пользуют другие обозначения, применяют свои шкалы ( табл. 2.12, 2.13, 2.14), что демонстрирует главную мысль – методика FMEA - это, прежде всего, инструмент управления качеством самого предприятия и он мо- жет быть не похож на реализации FMEA-метода для других организа- ций.
Таблица 2.13 Характеристика частоты нарушения операции
Таблица 2.14 Характеристика вероятности выявления нарушения операции
Таблица 2.15
Расчет критичности операций приведен в табл. 2.16, где приве- денное число риска ПЧР: ПЧР = В1·В2·В3 (2.3) Таблица 2.16 Расчет критичности операций
Принято критическое значение ПЧР = 125. Таким образом, получается, что вторая операция (оформление заявки), выполняемая работниками ПДО, наиболее критична, так как ПЧР = 300. После того, как выбрана наиболее опасная операция, необхо- димо разработать предупреждающие действия для снижения ее критич- ности. Анализ табл. 2.14 показывает, что наиболее перспективным на- правлением предупреждающих действий может стать разработка сред- ства контроля для данной операции и, как следствие этого, повышение вероятности выявления нарушения операции. Одним из вариантов пре- дупреждающих действий является согласование заявки с представите- лями заинтересованных подразделений, при этом повышается вероят- ность выявления нарушений, а В2 = 3. В итоге ПЧР = 6·3·5 = 90. Следовательно, предупреждающее действие будет эффективно.
2.10. Анализ отказов и дефектов процессов
Различают четыре вида неработоспособных состояний [7]: - неработоспособное состояние по причине технического отказа (нефунк- ционирования) средств производства; - неработоспособное состояние по несоответствующим параметрам произ- водимой продукции; - неработоспособное состояние по производительности; - неработоспособное состояние по превышению производственных затрат. Отказ, т. е. неработоспособное состояние, является следствием про- цесса деградации элементов технологического процесса (ТП), поэтому для обеспечения надежности ТП сначала необходимо осуществить контроль ТП, установить причину отказа и осуществить анализ источников процес- са деградации (ИПД). Существуют следующие виды анализа ИПД: - анализ на уровне конкретных ИПД, в результате которого устанавливают один или несколько наиболее значительных ИПД; - анализ на уровне ТП или критичных операций. При этом определяют но- менклатуру параметров ТП или операций, лимитирующих выполнение требований к ИПД (по РД 50-581-85 «Методические указания. Надеж- ность в технике. Технологические системы. Обработка на надежность»); - анализ на уровне технологических факторов, таких как качество сырья и материалов, технологических режимов, производственной среды, средств технологического оснащения, квалификации и исполнительской дисцип- лины работников, контроля за ТП и др. Анализ ИПД рекомендуется осуществлять, руководствуясь поло- жениями РД 50-706-91 «Методические указания. Надежность в технике. Ме- тоды контроля надежности изделий по параметрам технологического про- цесса их изготовления». Далее, после установления и анализа ИПД, следует провести анализ видов, критичности и последствий как проявляющихся, так и возможных отка- зов ТП или работы изделий. Этот анализ необходимо проводить в соответ- ствии с ГОСТ 27.310-95 «Надежность в технике. Анализ видов, последствий и критичности отказов», который впервые был принят в 1993 г. Сокращенно метод анализа видов, последствий и критичности отказов обозначают как метод АВПКО.
· Выделяют следующие виды отказов.
Частый отказ — наблюдается периодически и многократно или су- ществует большая вероятность частого возникновения данного отказа. Вероятный отказ — на практике установлено, что такого рода отказ будет происходить несколько раз за срок работы объекта или обосно- ванно предполагается вероятно частое возникновение отказа. Возможный отказ — возможно одно возникновение данного отказа за весь срок функционирования объекта, а для совокупности изделий (или процессов) такой отказ будет происходить (или происходит) не- сколько раз. Редкий отказ — маловероятен, но возможен хотя бы один раз за срок службы. Практически невероятный отказ — отказ, который вряд ли будет наблюдаться даже один раз за гарантированный срок службы (работы). Приведем основные понятия и их определения, используемые при анализе отказов. Тяжесть последствий отказа — качественная или количественная оценка вероятного (наблюдаемого) ущерба от отказа элемента и/или системы. Категория тяжести последствий отказов — классификационная группа отказов по тяжести их последствий, характеризуемая опреде- ленным, установленным до проведения анализа сочетанием качествен- ных и/или количественных учитываемых составляющих ожидаемого (ве- роятного) отказа или нанесенного отказом ущерба. Критический отказ — отказ системы или ее элемента, тяжесть по- следствий которого в пределах данного анализа недопустима, требует принятия специальных мер по снижению вероятности данного отказа и/или возможного ущерба, связанного с его возникновением. Критичный элемент — элемент системы, отказ которого может быть критичным. Критичный технологический процесс — ТП, применяемый при изго- товлении и/или монтаже системы или ее элементов, нарушение пара- метров которого или вносимые в ходе которого дефекты могут быть причиной критического отказа.
Показатель критичности отказа С, в соответствии со стандартом ГОСТ 27.310 – 95, который пока не отменен, рассчитывают как произве- дение трех сомножителей:
С = В1 ·В2·В3 (2.5)
Значения В1, В2, В3 соответствуют значениям, рассмотренным в п. 2.9. Стандартом ГОСТ 27.310 – 95 установлены также категории тяже- сти последствий, приведенные в табл.2.15, и таблицы для выбора зна- чений В1, В2, В3 – соответственно, табл.2.16, 2.17, 2.18.
Из приведенных данных следует, что во многом методика FMEA и методика по ГОСТ 27.310 – 95 адекватны. 2.11. Экономическая эффективность FMEA-анализа
Для проведения FMEA необходимы определенные затраты, свя- занные с привлечением квалифицированных экспертов на период отра- ботки конструкции или других объектов, затратами других ресурсов .
Рис. 2.5. Соотношение затрат и выгод при проведении FMEA
Видно, что вначале затраты на FMEA опережают ожидаемую выгоду, но затем, уже после, примерно, двух лет работы выгоды очевидны за счет экономии на доработках конструкции или техно- логии после выпуска продукции в серийное производство.
На рис.2.6 приведен график, иллюстрирующий подходы к разработке конструкции, срок на которую дан двадцать четыре месяца, в США и Японии. В Японии параллельно с разработкой конструкции проводят FMEA-анализ, что требует дополнительных затрат, но к концу сро- ка (0) – все основные недостатки выявлены и доработки выполне- ны. В США, на некоторых фирмах, при меньшем объеме затрат на FMEA, возникают необходимость переделок почти готовой продукции, что требует огромных затрат. Изделие выпускается уже серийно, но еще требует доработок и затрат. Это подтверждает экономическую целесообразность про- ведения FMEA как предупреждающего действия.
Рис. 2.6
2.12. Вопросы для самопроверки
1. Для чего применяется методика FMEA? 2. На каких этапах ЖЦП необходимо применение FMEA? 3. Назовите виды FMEA. 4. Охарактеризуйте методологию FMEA. 5. Опишите шкалу значимости последствий. 6. Опишите шкалу вероятности возникновения отказов. 7. За счет чего обеспечивается экономическая эффективность FMEA? |
Последнее изменение этой страницы: 2019-04-21; Просмотров: 1529; Нарушение авторского права страницы