|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Раздел 5. КОНТРОЛЬНЫЕ КАРТЫ
5.1. Общие сведения
Контрольные карты относятся к статистическим инструментам управления качеством В отличие от других статистических методов, дающих возможность зафиксировать состояние процесса в определен- ный момент времени, контрольные карты позволяют отслеживать со- стояние процесса во времени и воздействовать на него, предупреждая появление несоответствий требованиям. В Европе и в Японии используют преимущественно карты Шухарта [2], а в США – кумулятивные контрольные карты [8]. Контрольные карты являются одним из семи простых инструментов контроля и управления качеством, но в данном учебном пособии они рассматриваются отдельно в связи с особой их значимостью для прак- тического использования.
5.2. Классификация контрольных карт Шухарта
В пределах семи простых инструментов рассматриваются лишь семь типов контрольных карт, схема классификации которых приведе- на на рис. 5.1. Существуют два типа контрольных карт: - для контроля процессов по альтернативному признаку, когда опериру- ют понятиями «годен – не годен»; - для контроля процессов с определением количественных параметров, например, размеров деталей, веса расфасованных сыпучих материалов и т.д. В этом случае контролируемые параметры имеют единицы изме- рения. При контроле процессов применяют выборочный метод, выборки в течение времени могут быть постоянного объема n = const, или пере- менного объема n= var. При контроле по альтернативному признаку можно фиксировать количество бракованных изделий в выборке или количество замечен- ных несоответствий в выборке. На рис. 4.1 приведена схема выборки.
Рис. 5.1 В этой выборке А,Б и В – отдельные дефекты (несоответсвия). При наличии любого дефекта изделие бракуется Если фиксировать долю забракованных деталей, то это 3 из 5. Если фиксировать несоответствия, то получится 7 дефектов на 5
Рис. 5.2
Система выбора типа карты по альтернативным признакам в со- ответствии с рис .5.2 приведена в табл. 5.1.
Таблица 5.1.
5.3. Контрольные карты для альтернативных данных
Рекомендуется следующая последовательность построения кон- трольных карт для альтернативных данных. 1. Определить тип карты . 2. Рассчитать среднее значение параметра карты , соответствующее средней линии карты (СL). 3. Рассчитать ширину зоны σ. 3. Рассчитать верхнюю (UCL) и нижнюю (LCL) контрольные границы. 4. Выбрать масштаб по осям координат и нанести точки, соответст- вующие исходным данным. 5. Провести анализ карты на стабильность процесса по сигнальным признакам (см. п. 4.5) и оценить среднее статистическое значение CL. Если значение CL не устраивает, то необходимо вносить коррек- тивы в процесс, а затем повторно построить контрольную карту.
5.3.1. Построение контрольной карты с · Расчетные формулы Среднее значение с :
å 1 Ширина зоны σ:
Верхняя контрольная граница: UCL = c + 3s . (5.3) Нижняя контрольная граница LCL = c - 3s . (5.4) Если значение LCL<0, то принимают LCL=0. ПРИМЕР 5.1.
В табл. 5.1 приведены исходные данные выборочного контроля про- цесса. Таблица 5.1.
· Расчет
1. В исходных данных не указаны объемы подгрупп (выборок), следо- вательно, объем подгрупп постоянный, n=const. Кроме того, анализиру- ется число несоответствий, что, в совокупности, соответствует карте с. 2. Среднее значение числа несоответствий в подгруппе с : с = (3 + 2 + 4 + 7 + 4 +1+ 6)/ 7 = 3,86 .
3. Ширина зоны σ
4. Верхняя контрольная граница
UCL = c + 3s = 3,86 + 3×1,96 = 9,74 .
5. Нижняя контрольная граница
LCL = 3,86 - 3×1,96 = -2,02 . Принимаем LCL =0.
6. Вид карты приведен на рис. 5.3. 7. Выводы: 1) при предварительном анализе выбросов значений за контрольные границы не обнаружено, что указывает на стабильность процесса; 2) следует провести дополнительный анализ стабильности по сиг- нальным признакам (см. п. 5.5); 3) следует провести анализ удовлетворительности среднего стати- стического значения контролируемого параметра процесса (в данном примере CL = 3,86 дефекта на единицу продукции).
Рис. 5.3
5.3.2. Построение контрольной карты u · Расчетные формулы Среднее значение u :
u = mu
, (5.5) 1 где m - количество выборок. Ширина зоны карты σ:
где n - средний объем выборки. Верхняя контрольная граница UCL UCL = u + 3s . (5.7) Нижняя контрольная граница LCL LCL = u - 3s . (5.8) Если LCL<0, то принимают LCL=0.
ПРИМЕР 5.2
На заводе по производству шин через каждый час контролировали не- сколько шин и записывали число несоответствий.
В табл. 5.2 приведены исходные данные выборочного контроля про- цесса. Таблица 5.2.
· Расчет
1. Объем выборки переменный ( n=var), фиксировали число несоот- ветствий, следует применить контрольную карту u. 2. Физический смысл u – это доля несоответствий в каждой выборке. Расчет значений u приведен в табл. 5.3 Таблица 5.3
3. Среднее значение u = (0,2+0,2+0,4+0,7+0,26+0,06+0,4)/7=0,31. 4. Средний объем выборки n =(15х4 + 10х3)/7= 12,86. 5. Ширина зоны карты
6. Верхняя контрольная граница UCL = 0,31+ 3× 0,156 = 0,78 7. Нижняя контрольная граница LCL = 0,31- 3× 0,156 = -0,158 . Примем LCL=0.
8. Вид построенной карты приведен на рис. 5.4.
Рис.5.4
9. Анализ графика: 1) точки не выходят за контрольные границы, по приведенным дан- ным предварительно можно считать процесс статически управляемым; 2) дополнительно рекомендуется проверить процесс по сигнальным признакам нестабильности; 3) анализ среднего значения говорит о высокой дефектности, не- обходимо внести улучшения в процесс и повторно построить карту.
Примечание. Карту u можно строить и при постоянном объеме выборки, при этом в формуле (4.6) вместо n следует подставлять n. 5.3.3. Построение контрольной карты np · Расчетные формулы
Физический смысл произведения np – количество несоответст- вующих изделий в выборке, где n – объем выборки, а р - доля несо- ответствующей продукции в выборке, или процент несоответствующей продукции в выборке.
- Среднее количество несоответствующих изделий в выборке ние средней линии карты): np (значе- np = k
1 , (5.9)
где к – количество выборок; npi - количество несоответствующей (дефектной) продукции в выборке. - Средняя доля несоответствующей продукции в выборке p :
где n = const.
np p = np , (5.10) n - Ширина зоны карты σ:
- Верхняя контрольная граница UCL: UCL = np + 3s . (5.12) - Нижняя контрольная граница LCL: LCL = np - 3s . (5.13)
ПРИМЕР 5.3.
На автоматической линии производят выключатели. Объем выборки – постоянный, n=4000 штук. В каждой выборке фиксируют число несо- ответствующих выключателей. Данные сведены в табл. 5.4. Таблица 5.4
Продолжение табл. 5.4
· Расчет
1. Так как объем выборки постоянный и фиксируют несоответствую- щие изделия, то в данном примере применима карта np.
2. Среднее значение np : np = (8 + 14 + 10 + ... + 8) = 8,57 . 14
3. Средний процент брака p :
p = (0,2 + 0,35 + 0,25 + ... + 0,2) = 0,228 . 14
4. Ширина зоны карты σ:
5. Верхняя контрольная граница : UCL = 8,57 + 3× 2,57 = 16,28
6. Нижняя контрольная граница: LCL = 8,57 - 3× 2,57 = 0,86 . 7. Вид контрольной карты приведен на рис. 5.5.
Рис. 5.5
8. Анализ карты: в данном состоянии процесс статистически не- управляемый, т.к. число дефектных изделий в пятой выборке вышло за верхнюю контрольную границу. Требуются корректирующие действия по улучшению процесса.
5.3.4. Построение контрольной карты p · Расчетные формулы
Физический смысл p – доля несоответствующей продукции (или процент несоответствующей продукции ) в выборке, причем объемы вы- борок могут быть различными.
- Средний объем выборок: K n å i n = 1 , (5.14) k где к – число выборок.
- Доля несоответствующей продукции в выборке р: p = np , (5.15) n где np - число несоответствующих изделий в какой-либо выборке; n – объем этой выборки.
- Средняя доля несоответствующих изделий во всех выборках: k å p i p = 1k . (5.16)
-
s = . (5.17)
- Верхняя предельная граница UCL = p + 3s . (5.18)
- Нижняя предельная граница LCL = p - 3s . (5.19)
ПРИМЕР 5.4
На линии по изготовлению транзисторов в конце дня извлекались слу- чайные выборки (n = var) и регистрировалось количество несоответст- вующих изделий. Результаты анализа выборок приведены в табл. 5.5. Таблица 5.5
· Расчет
1. Так как фиксируют количество несоответствующих изделий, а объе- мы выборок различны, то для такого случая применяют карту р.
2. Средний объем выборки n = (158 +140 +140 +155 +160 +144 +139 +151) /8 = 148,4 .
3. Средняя доля несоответствующих изделий p = (0,07 + 0,079 + 0,057 + 0,039 + 0,025 + 0,049 + 0,072 + 0,073) /8 = 0,058.
4. Ширина зоны карты
5. Верхняя контрольная граница UCL = 0,058 + 3× 0,019 = 0.115 .
6. Нижняя контрольная граница LCL = 0,058 - 3× 0,019 = 0,001.
7. Вид контрольной карты р приведен на рис. 5.6.
8. Анализ контрольной карты: 1) по приведенным исходным данным предварительно можно за- ключить, что процесс статистически управляемый; 2) окончательное заключение об управляемости можно сделать по- сле анализа по сигнальным признакам (п.5.5); 3) необходимо оценить качество процесса по среднему значению, применив бенчмаркинг.
5.4. Контрольные карты на основе количественных данных Контрольные карты на основе количественных данных имеют сле- дующие преимущества: а) большинство процессов и их продукция на выходе имеют характери- стики, которые могут быть измерены, так что применимость данных карт велика: б) измеренное значение несет больше информации, чем утверждение «да-нет»:
Рис. 5.6
в) хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп (выборок) могут быть меньше, что позволяет даже снизить стоимость контроля.
- cпаренные карты среднего ( Х ) и карты размахов (R); - карта индивидуальных значений (Х) и скользящих размахов (R); - карта медиан (Ме) и размахов (R); 5.4.1. Построение карты Х - R
Текущее значение контролируемого параметра процесса или из- делия обозначают Х i . Рассматривают к выборок (подгрупп). Каждая выборка состоит из ряда значений Х, для которых вычис- ляют средние Х , т.е. всего получается к средних значений. ПРИМЕР 5.5
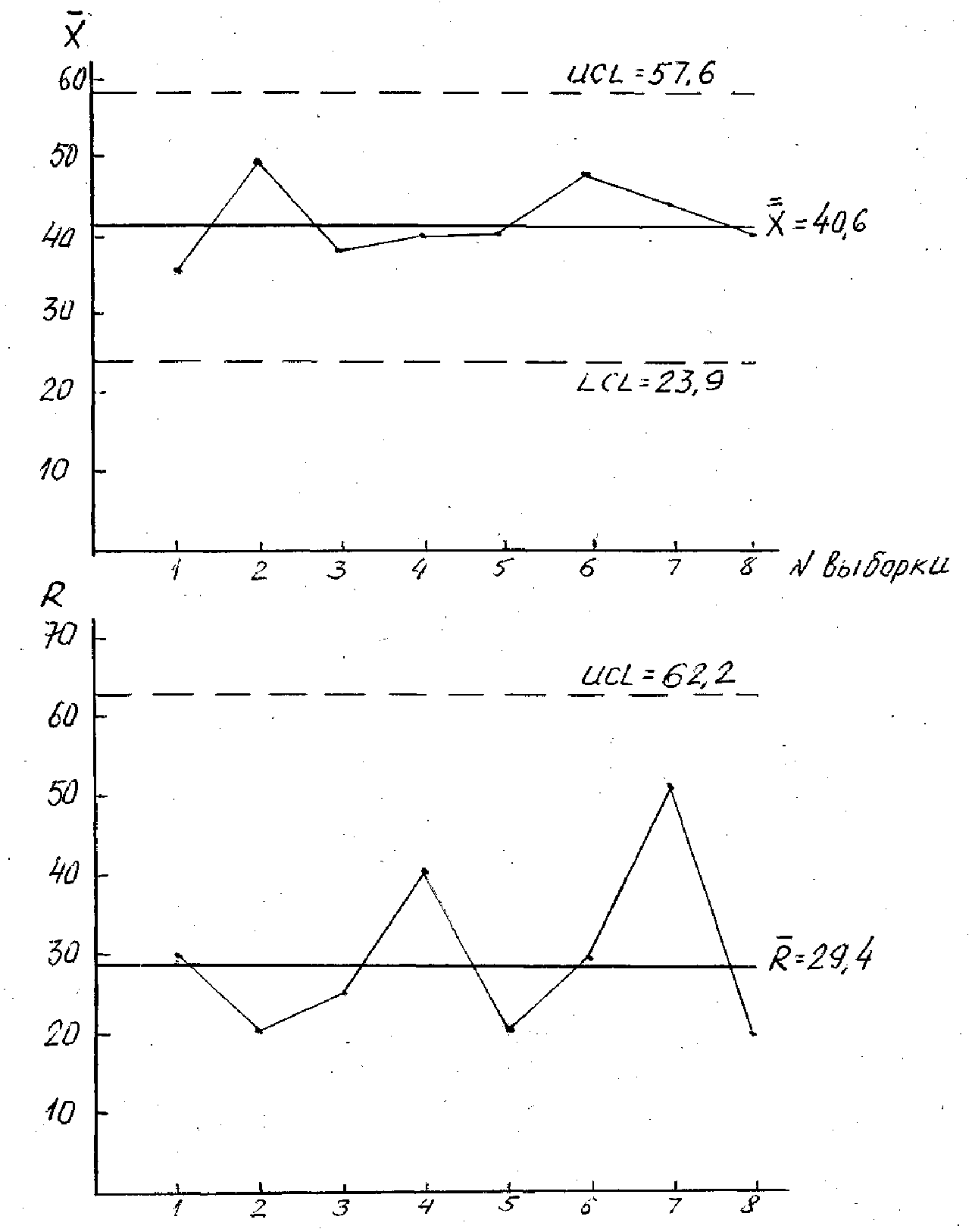
Деятельность некоторой организации заключается в подготовке ряда документов для обратившихся граждан. Граждане стали жало- ваться руководителю, что сотрудники затягивают оформление докумен- тов. Руководитель решил провести статистическое исследование – он в течение восьми недель собирал по пять отзывов от посетителей о дли- тельности оформления. Данные опросов и расчеты сведены в табл. 5.6. Таблица 5.6
· Расчет Для карты Х : - Средняя линия контрольной карты Х соответствует значению Хˆ . - Верхняя и нижняя контрольные границы определяются как
UCL; LCL = Xˆ ± A2 × R , (5.20) где А2 – коэффициент, определяемый по табл. 5.7
Для карты R: - Средняя линия соответствует значению R . - Верхняя граница контрольной карты
UCL = D4 × R . (5.21) - Нижняя граница контрольной карты
LCL = D3 × R . (5.22) Здесь D3 и D4 определяются по табл. 5.7 [13].
Таблица 5.7
Примечание: значения, обозначенные символом «*» определить экстраполированием. · Расчет Для карты Х : Средняя линия Хˆ = 40,6 мин. Объем выборки n=5; А2 = 0,577; UCL = 40,0+0,577·29,4 = 57,6 мин. LCL = 40,0 – 0,577·29,4 = 23,0 мин.
Для карты R:
Средняя линия R = 29,4 мин. D3 = 0; D4 = 2,114. UCL = 2,114·29,4 = 62,2 мин. LCL = 0.
Вид карт приведен на рис. 5. 7
· Анализ контрольной карты X - R 1. 2. Х -карта также не выходит за контрольные границы, тенденций не прослеживается, длительность обработки носит, в целом случайный характер. 3. Определено среднестатистическое время подготовки документов, которое составило 40,6 мин, что не устраивает клиентов. Руководитель понял, что в длительности оформления виноваты не ра- ботники, а технология процесса, которую необходимо совершенство- вать. 4. Что касается выбросов во 2-ю и 6-ю недели, руководитель устано- вил, что это было связано с временными внутренними проблемами организации, для исключения которых были приняты меры.
Рис. 5.7 5.4.2. Контрольные карты индивидуальных значений Х В некоторых ситуациях для управления процессами невозможно или непрактично применять выборочный метод с объемом выборки n >1. Время и стоимость, требуемые при одиночном наблюдении, могут быть достаточно велики, так что проведение повторных наблюдений не применяют. Это обычно происходит при разрушающем контроле, при контроле дорогостоящей и сложной продукции, а также, когда процесс достаточ- но стабилен. В других ситуациях нельзя получить более одного значения, на- пример, показание прибора. При использовании карт индивидуальных значений контрольные границы рассчитывают, определяя скользящий размах. Скользящий размах – это абсолютное значение разности измерений в последова- тельных парах, т.е. разность первого и второго измерений, затем второ- го и третьего и т.д
· Расчетные формулы
В процессе мониторинга получают ряд значений контролируемо- го параметра Х. Среднее значение карты Х
Х = 1 k , (5.23) где k - количество единичных значений (выборок при n=1).
Скользящий размах R – это разность двух значений – последую- щего и предыдущего (например, второго и первого). Среднее значение скользящего размаха (среднее значение карты R) k -1 å R R = 1 . (5.24) k -1
Верхняя контрольная граница карты Х UCL = X + E2 × R . (5.25) Нижняя контрольная граница карты Х LCL = X - E2 × R , (5.26) где Е2 = 2,66 для всех случаев.
Верхняя контрольная граница карты R (5.27) UCL = D4 × R . Нижняя контрольная граница карты R LCL = D3 × R , (5.28) где D 4 и D 3 определяются по табл. 5.7
ПРИМЕР 5.6
Для определения влажности порошка берут из каждой партии по одной пробе. Влажность по техническим условиям должна быть не более 4%. Взяли пробы из десяти партий, результаты представлены в табл. 4.8.
Таблица 5. 8
· Расчеты
Среднее значение влажности (значение центральной линии карты Х): Х = (2,9 + 3,2 + .. + 3,6 + 3,5) = 3,45% 10
Средний размах ( значение центральной линии карты R) R = (0,3 + 0,4 + ... + 0,5 + 0,1) = 0,38% 9
Рис. 5.8 Для карты Х: UCL = 3,45 + 2,66 × 0,38 = 4,46 %. LCL = 3,45 - 2,66 × 0,38 = 2,44 %.
Для карты R:
UCL = 3,267 × 0,38 = 1,24. LCL = 0.
Вид карты приведен на рис. 5.8.
· Анализ контрольной карты
Вариации влажности, о чем свидетельствует карта R, находятся в установленных границах, статистическая управляемость обеспечива- ется. На карте Х среднее значение влажности не превышает 4%. Вы- брос влажности до 4,3% представляется случайным и не вполне дос- товерным, так как на карте R этому соответствует выброс значения R.
5.4.3. Контрольная карта медиан (Me - R)
· Расчетные формулы
Выборка содержит ряд значений, которые необходимо располо- жить в порядке убывания. При нечетном количестве значений за медиану принимают сред- нее значение выборки. При четном количестве данных выборки за медиану принимают полусумму двух средних значений выборки.
Средние значения медиан и размахов для всех выборок K Me å М e = 1 k . (5.29)
R = 1 . (5.30) k Для карты медиан: UCL = Me + A4 × R . (5.31) LCL = Me - A4 × R , (5.32) где А4 определяют по табл. 4.7
Для карты размахов: UCL = D4 × R . (5.33) LCL = D3 × R , (5.34) где D4 и D3 определяют по табл. 5.7.
ПРИМЕР 5.7
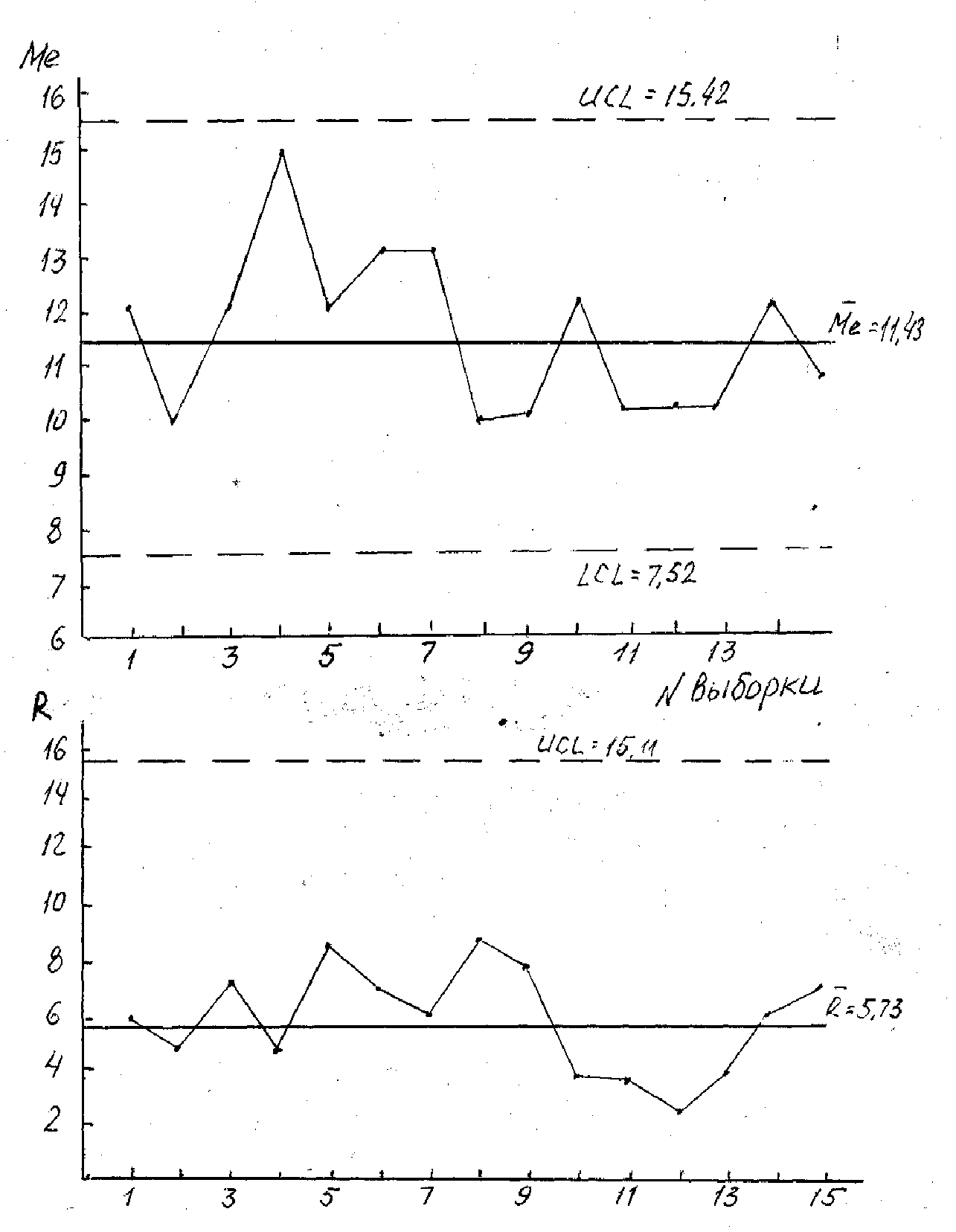
Станок производит слюдяные диски толщиной от 7 до 16 мкм. Выборки объемом по 5 штук берут через каждые полчаса. Данные приведены в табл. 5.9. Приняли решение использовать карту медиан для анализа процесса.
Таблица 5.9
· Расчет
Me = 12 + 10 + ... + 12 + 11 = 11,47 . 15
R = 6 + 5 + + 7 + ... + 6 + 7 = 5,73. 15
Для карты медиан:
UCL = 11,47 + 0,69 ×5,73 = 15,42. LCL = 11,47 - 0,69 ×5,73 = 7,52 .
Для карты размахов:
UCL = 2,114 × 5,73 = 12,11. D3 = 0; LCL = 0 .
Вид карт медиан и размахов приведен на рис. 5.9
· Анализ карт: процесс статистически управляем.
5.5. Проверка процессов по дополнительным критериям
Для интерпретации хода процесса существуют дополнительные критерии или сигнальные признаки, которые свидетельствуют о наличии особых причин, нарушающих случайный характер рассеяния значений параметров. В стандарте ГОСТ Р 50779.42 –99 [13] приведены восемь таких критериев (сигнальных признаков), приведенных на рис. 5.10.
Рис. 5.9
Вопрос об интерпретации контрольных карт довольно сложный, ему посвящено немало работ отечественных [14] и зарубежных ученых. Еще один из инструментов оценки управляемости процесса пред- лагается анализ числа точек и серий. Серия – это одна или группа то- чек, находящаяся с одной стороны от центральной линии.
Рис. 5.12
На рис. 5.12 девять точек образуют 3 серии (три площади, огра- ниченные ломаной линией, находятся выше центральной линии). В табл. 5.10 дан фрагмент таблицы, приведенной в [14]. Процесс считается управляемым, если число серий находится в указанном диапазоне. Таблица 5.10 Соотношение число точек и серий
5.6. Оценка возможностей процесса
Процесс приводят в статистически управляемое состояние, в чем убеждаются на основании анализа контрольных карт. Для более дос- товерных выводов необходимо, по крайней мере, 25 выборок. После этого можно оценивать процесс по индексу возможностей процесса СР .
СР = Допуск Разброс процесса = UTL - LTL , (5.35) 6sˆ где UTL и LTL – верхнее и нижнее предельные отклонения контроли- руемого параметра (границы поля допуска).
sˆ = R d2 , (5.36) где d 2 определяют по табл. 5.11. Таблица 5.11
При СР <1 возможности процесса неприемлемы; при СР =1 про- цесс находится на грани требуемых возможностей . На практике в ка- честве приемлемого значения принимают СР =1,33, стараясь увеличить это значение для уменьшения вероятности выхода контролируемого параметра процесса за пределы поля допуска. Значения СР можно вычислить более точно по известным формулам, приведенным в следующем примере.
ПРИМЕР 5.8
При контроле обработанных валиков диаметром Ø 30h8 получили следующие размеры.
Требуется определить возможности процесса.
· Расчет
1.
å X i X = 1 = 29,98 мм. n 2. Среднеквадратическое отклонение для выборки
3. Допуск на размер составляет Т = 39 мкм. 4. Индекс возможностей процесса
СР = T = 39 = 1,08 . 6s 6 × 6,6
Вывод: требуется уменьшать рассеяние процесса для увеличения СР т.е. снижения вероятности брака.
5.7. Интегрально-суммарные контрольные карты
Интегрально-суммарные контрольные карты (CUSUM – Cumulative Sum Charts) могут применяться при контроле по количественным и аль- тернативным признакам [2]. В соответствии со своим названием они интегрируют данные, накапливая от одной выборке к другой, а не рас- сматривают каждую выборку (подгруппу) изолированно, что повышает чувствительность контроля. По этой причине они имеют некоторые преимущества перед ранее рассмотренными контрольными картами. Для эффективного использования интегрально-суммарной карты должно быть выбрано целевое значение контролируемого параметра.
ПРИМЕР 4.9 При анализе процентного содержания кремния в стальных образцах [8] были получены показатели, приведенные в табл. 5.12. Допустимый уро- вень содержания кремния лежит в диапазоне от 2,1% до 2,4%. В качестве среднего был принят уровень 2,25%. Таблица 5.12
Продолжение табл. 5.12
В строке «Разность» записывают разность (с учетом знака) между результатом измерений и принятым средним значением 2,25% . В строке «CUSUM» начальное значение принимают равным нулю. Затем к этому значению алгебраически прибавляют значение в сле- дующей по номеру клеточке «Разность» и результат сложения записы- вают в клеточке CUSUM, расположенной ниже и т.д. При построении графика интегральной суммы очень важно опре- делить масштаб угла наклона отрезков и масштабы по осям , чтобы из- менения были заметны. График интегрально-суммарной контрольной карты для 13 значе- ний данного примера приведен на рис. 5.13. Значения CUSUM изменяются от + 0,1 до - 0,60, в соответствии с этим выбираем длину оси ординат с градацией по 0,05. За нулевое значение по оси ординат принимают среднее значе- ние 2,25%, от которого проводят отрезки, направленные под углом вверх или вниз, или горизонтально, в зависимости от значения CUSUM.
· Анализ контрольной карты
Как видно из рис. 5.13 , начиная с 7-ой пробы процесс отклонялся от среднего значения в сторону уменьшения и на 9-ой пробе вышел за допустимые границы. Необходимо было строить график после каждой пробы и своевре- менно вносить корректирующие действия.
Рис. 5.13 5.8. Вопросы для самопроверки
1. Назначение контрольных карт Шухарта (ККШ)? 2. Виды ККШ по альтернативным признакам? 3. Виды ККШ по количественным признакам. 4. Изобразите общий вид ККШ по альтернативным признакам. 5. Определение параметра σ для карт с и u . 6. Поясните физический смысл параметров с и u . 7. Определение параметра σ для карт np и p . 8. Поясните физический смысл параметров np и p . 9. Достоинство интегрально-суммарных контрольных карт. 10. Поясните смысл индекса возможностей процесса. 11. Назовите какие-либо три признака нестабильности процесса. 12. Поясните сущность сигнального признака по числу серий. 13. Определите вид ККШ по исходным данным
14. Определите вид ККШ по исходным данным
15. Определите вид ККШ по исходным данным
16. Определите вид ККШ по исходным данным
17. Определите вид ККШ по исходным данным
Раздел 6. БЕНЧМАРКИНГ 6.1. Общие сведения
Термин «бенчмаркинг» происходит от английского термина bench- mark , применяемого в области сравнительных исследований и обозна- чающее эталон или стандарт, в сравнении с которыми оценивают или измеряют некоторый объект или явление [15]. Бенчмаркинг впервые был применен в начале 1980-х годов компа- нией Xerox. Тогдашний генеральный директор компании Дэвид Кернс определил бенчмаркинг как «непрерывный процесс оценки продукции, услуг и практики работы компании в сравнении с ее опаснейшими конку- рентами или признанными отраслевыми лидерами». Д. Кернс рассматривал бенчмаркинг как одно из средств возвра- щения корпорации, стоявшей на краю пропасти, на лидерские позиции. В настоящее время существует немало методов и средств, кото- рые могут быть применены организациями для повышения качества и достижения делового совершенства. По мнению зарубежных специалистов, ключевой характеристикой, определяющей способность организации к развитию и совершенство- ванию, является скорость, с которой она приобретает новые знания и навыки, т.е. скорость её самообучения. Главным преимуществом бенчмаркинга перед другими методами достижения совершенства в том, что он способствует быстрой обучае- мости. У лучших предприятий другие учатся лучшим подходам и тех- нологиям, позволяющим создавать совершенные товары и услуги.
6.2. Виды бенчмаркинга
Применяют три основные виды бенчмаркинга: - конкурентный; - функциональный; - внутренний.
6.2.1. Конкурентный бенчмаркинг
Он осуществляется в сравнении с организациями, производящими товары или услуги, аналогичные тем, которые производит оцениваемая компания. Это род деятельности регламентируется целым рядом эти- ческих и законодательных норм, которые необходимо соблюдать, чтобы не скатиться до промышленного шпионажа. 6.2.2. Функциональный бенчмаркинг
Этот вид осуществляется в сравнении с организациями, которые могут не быть прямыми конкурентами оцениваемой компании, но явля- ются признанными лидерами в осуществлении определенных функций, операций или работ, например, в распространении продукции, контроле вредных выбросов в окружающую среду или др. Доказано, что этот ме- тод наиболее эффективен и заслуживает более подробного рассмотре- ния в дальнейшем.
6.2.3. Внутренний бенчмаркинг
Внутренний бенчмаркинг заключается в сравнении выполнения аналогичных функций внутри одной компании. Так как при этом не учи- тывается опыт других компаний, этот вид бенчмаркинга менее полезен.
6.3. Выгоды от проведения бенчмаркинга
Широкому распространению бенчмаркинга способствуют много- численные выгоды, получаемые предприятиями от его применения: 1) получение больших объемов новой информации за короткое время; 2) это – активная форма обучения, тем более, что доказано, что ново- введение работает; 3) бенчмаркинг заставляет предприятие ставить перед собой новые сложные задачи для достижения определенных целей; 4) бенчмаркинг становится инструментом планирования в области ка- чества; 5) бенчмаркинг способствует командной организации труда, так как за- дача вывести предприятие на передовые позиции подразумевает кол- лективные усилия для её успешного решения; 6) бенчмаркинг способствует более полному удовлетворению требова- ний потребителей и повышению эффективности производства. 6.4. Основные этапы процесса проведения бенчмаркинга Признана последовательность проведения бенчмаркинга из 10-и шагов: 1) выявление объектов бенчмаркинга; 2) подбор партнеров по проведению бенчмаркинга; 3) определение наиболее подходящих методов сбора информации и сбор данных; 4) установление имеющихся отставаний компании от партнеров по вы- бранным показателям эффективности; 5) установление желаемых уровней эффективности работы компании; 6) доведение результатов бенчмаркинга до всех заинтересованных сто- рон и получение помощи в их применении на практике; 7) установление конкретных целей и задач в области повышения эф- фективности функционирования компании; 8) разработка планов мероприятий по их достижению и решению; 9) проведение запланированных мероприятий и отслеживание результа- тов; 10) пересмотр ранее намеченных ориентиров для бенчмаркинга.
6.4.1. Выявление объектов бенчмаркинга
Как правило, объектами анализа являются производимые товары или услуги, особенно из параметры, которые наиболее важны потреби- телям. Важны также особенности процессов, которые являются критиче- скими для успешной работы компании. Например, для потребителей может иметь важное значение точность доставки товара по времени. Для решения этой задачи может иметь критическое значение уровень автоматизации складского хозяйства. С точки зрения требований стандартов ИСО особенно важны тре- бования по безопасности процессов, применение методов утилизации отходов. Все это может быть объектами бенчмаркинга. Для выбора объектов бенчмаркинга хорошо подходит диаграмма причинно-следственных связей Ишикавы, если важные требования размещать в голове «рыбы», а критические факторы успеха, выявлен- ные в процессе мозгового штурма - на «костях». На данном этапе должны быть также выбраны показатели эффек- тивности, выраженные в относительных единицах. В процессе бенчмаркинга должны анализироваться показатели, характеризующие качество продукции, затраты на ее изготовление и др. Результаты бенчмаркинга обязательно нужно выражать в число- вом виде, при необходимости применяя рейтинги или специальные шка- лы. Для бенчмаркинга нужно создавать специальные группы не более 5-6-ти человек. Для бенчмаркинга составляется план, который лучше обсудить с рабочими, руководством и другими заинтересованными лицами. Важная часть плана работы группы – изучение процессов, которые необходимо улучшить на основе бенчмаркинга [17]. Группа должна точ- но знать факторы, влияющие на качество процесса, оценить, какие из них являются наиболее важными, нет ли ограничений по значениями факторов и др. Таким образом, вначале необходимо собрать и проана- лизировать сведения в своей организации. Необходимо создать набор критериев для сравнения, в число ко- торых включать запросы потребителей. 6.4.2. Подбор партнеров по проведению бенчмаркинга
При проведении бенчмаркинга важнее всего обнаружить лидеров в тех областях, которые необходимо исследовать. Это можно сделать на основе литературных источников, при посещении торговых выставок, консультаций с экспертами. Основные источники информации , среди которых можно искать образцы: - внутренние и внешние потребители; - профессиональные организации (НИИ, технопарки, консалтинговые фирмы и др.); - торговые выставки, семинары; - профессиональные и коммерческие издания; - статьи в газетах и журналах; - материалы Интернет; - эксперты по данной отрасли; - отраслевые исследования; - поставщики. Вот несколько примеров подходов к бенчмаркингу у американских фирм, ставших лауреатами премии М. Болдриджа [17]. Компания Seitz – небольшая, около 200 работников, она произ- водит подшипники и шестерни для принтеров и копировальных автома- тов. Когда ежегодный сбыт компании сократился с 12 млн. до 5 млн. долларов, она обратилась к бенчмаркингу. Обучение сотрудников бен- чмаркингу входит в 33-х часовой курс обучения системам менеджмента качества, после чего слушатели выполняют реальные проекты, кото- рые относятся к разряду внутреннего бенчмаркинга- проводятся срав- нения на уровне подразделений. Затем приступают к внешнему бен- чмаркингу. Маленькие компании испытывают трудности с поиском партнеров. Компания пыталась проводить маркетинговые исследования в больших компаниях, но члены групп возвращались оттуда подавлен- ные, т.к. обнаруживалось, что малая компания не может позволить себе то, что могут большие. В связи с этим компания Seitz стала обращаться к компаниям малого размера. Составляется список из 15 компаний, из которых отбирают три-четыре. Составляется короткая анкета для опро- са партнеров. Команды по бенчмаркингу группами по 2-3- человека с одинаковыми вопросами идут на различные предприятия. Вопросы за- даются только такие, на которые сама компания согласилась бы отве- тить. Эффективность бенчмаркинга зависит от подготовленности ко- манды. Надо точно знать, что необходимо узнать, чтобы посещение не превратилось в простую экскурсию. Один из руководителей фирмы рас- сказал, что после посещения другого предприятия бригада инструмен- тальщиков сказала, что им не доплачивают, что у тех лучше станки и др. Очевидно, что группа не поняла цели исследования. После внедрения бенчмаркинга в компании Seitz объем продаж увеличился с 5 млн. до 30 млн. долларов в год. Компания Ameritech насчитывает 68000 служащих, это телефон- ная компания, обслуживающая многие штаты, она входит в Консорциум бенчмаркинга телекоммуникационной индустрии , состоящего из груп- пы 18-ти телекоммуникационных компаний США. Бенчмаркинговое ис- следование может занимать до шести месяцев. Высшие руководители компании считают, что поддержка высшего руководства имеет решаю- щее значение. Они должны посвятить этому время, выделить средства и создать систему своевременной мотивации за результаты. Компа- ния Ameritech постоянно проводит исследование цикла разработки про- дукта, процессов отдела кадров, обслуживания потребителя, финансо- вых операций. Компания добивается, чтобы у группы маркетинга было для начала около тридцати потенциальных источников информации, объектов бенчмаркинга. Компания Ameritech использует следующие критерии для определения подходящих партнеров: - компании, которые получили награды за качество или за работу; - фирмы, занимающие высокие места в рейтинговых опросах отрасли; - статьи об успехах, публикуемые в периодике; - почетные места, присуждаемые в деловых изданиях; - компании с превосходными финансовыми результатами; - отзывы внутренних и внешних экспертов, потребителей, поставщиков, деловых партнеров. После анализа список кандидатов для бенчмаркинга сокращается до шести-восьми. Компания использует матрицу (табл.6.1) для анализа партнера. Таблица 6.1
Компания Ameritech также считает, что необходимо бенчмаркинг прово- дить сразу в нескольких компаниях, потому что не у всех можно найти ответы на интересующие вопросы, и потому, что можно сопоставить ре- зультаты. В отделе качества корпорации сосредотачивается бенчмар- кинговая база. Затем следует анализ информации, планирование, вы- бор вариантов реализации, реализация и цикл повторяется. 6.4.3. Методы сбора данных
Основными методами сбора информации являются: - опрос по почте; - интервью по телефону; - приобретение образцов продукции или пробное приобретение услуг; - личные встречи и собеседования; - экскурсии на предприятия; - фокусные группы.
Применяемые при опросах анкеты должны быть понятными, лег- кими для заполнения и дружелюбными. Анкету должно сопровождать письмо, адресованное лично респонденту, к ней должен быть приложен конверт с обратным адресом и почтовой маркой для возврата заполнен- ной анкеты. При проведении интервью по телефону важно заранее выяснить, с кем необходимо пообщаться по интересующему вопросу, и пригласить для разговора человека по имени. Необходимо вести разговор вежливо, чтобы собеседник воспринимал вас как человека, который хочет чему-то научиться. Следует избегать сложных или наводящих вопросов, под- талкивающих собеседника к желательному ответу. В сфере услуг применяется такой прием, как пробное приобрете- ние услуг, например, в ресторане. Наиболее продуктивные способы сбора информации – личные встречи с работниками других компаний и экскурсии на предприятия. К этим мероприятиям нужно серьезно готовиться, изучать проблему, го- товить вопросы и распределять их между своими сотрудниками. Не следует всецело полагаться на опубликованную информа- цию- она может устареть до момента выхода в свет издания или наобо- рот – опережать истинные результаты. Наиболее мощным стимулом для бенчмаркинга является обяза- тельства перед партнером об обмене информации в закодированном виде, а также приглашение для ответного посещения Во избежание несанкционированной утечки информации необхо- димо вопросы бенчмаркинга обсуждать с юристами организации. 6.4.4. Определение соотношений с результатами конкурентов Данные, собранные на предыдущем этапе, должны быть тщатель- но проанализированы с целью выявления имеющейся разницы в пока- зателях эффективности между компанией и организациями –лидерами. Разница может быть положительная, отрицательная или нулевая. Как правило, причины отставаний кроются: - в принятой практике ведения бизнеса, например, в организационной структуре, в кадровой политике, в системе мотивации работников и др.; - в существующих производственных процессах. Даже если выявлено превосходство компании по какому-то показа- телю, необходимо рассмотрение состояния по другим показателям. На- пример, за низкой себестоимостью может скрываться применение от- сталых производственных процессов с использованием дешевой рабо- чей силы. Здесь внимательно необходимо рассмотреть вопросы каче- ства. 6.4.5. Установление уровней эффективности работы компании Установление уровней эффективности – сложная задача. Если цель компании превзойти конкурентов, то необходимо сопоставить тем- пы развития, тенденции в развитии науки и др. Например, прогнозы развития производства фотопленки оказались ошибочными из-за массо- вого перехода на цифровую фотографию. Ошибки в этом вопросе могут привести к тому, что затратив ресурсы, можно даже отстать от конкурен- тов.
6.4.6. Доведение результатов бенчмаркинга до заинтересованных сторон
Цель настоящего этапа – подготовка организации к переменам, ос- нованным на результатах бенчмаркингового исследования. Изменения всегда наталкиваются на скептицизм и определенное сопротивление. Необходимо разработать план доведения информации до сотрудников, доказать общую заинтересованность в переменах.
6.4.7. Установление целей и задач
Процесс перестройки компании начинают с определения целей развития на основе бенчмаркинга. Целесообразно не вводить новых по- казателей, а использовать уже существующие. Лучше руководствоваться небольшим набором целей и принципов, которые должны быть изменены. Необходимо определить затраты на планируемые изменения, и как изменения в одних направлениях могут повлиять на другие (систем- ный подход). 6.5. Европейский кодекс правил поведения участников бенчмаркинга
Интерес к бенчмаркингу во всем мире и в России возрастает. В рамках ВОК ( Всероссийской организации качества) создан де- партамент «Деловое совершенство», курирующий вопросы бенчмаркин- га в России. Создана Глобальная сеть бенчмаркинга (GBN), публикующая свои материалы в Интернете. Группой Европейских организаций разработан Европейский кодекс правил поведения участников бенчмаркинга [16]. Он содержит следую- щие разделы. 1. Принципы подготовки к проведению бенчмаркинга. 2. Принципы взаимодействия. 3. Принципы обмена информацией. 4. Принципы соблюдения конфиденциальности. 5. Принципы использования информации. 6. Принципы соблюдения законодательства. 7. Принципы завершенности. 8. Принципы взаимопонимания и согласия.
6.6. Вопросы для самопроверки
1. Поясните сущность бенчмаркинга. 2. Преимущества бенчмаркинга перед другими методами достижения совершенства. 3. Виды бенчмаркинга. 4. Выгоды от проведения бенчмаркинга. 5. Этапы проведения бенчмаркинга. 6. Выбор объектов бенчмаркинга. 7. Методы сбора данных. 8. Взаимоотношения с партнерами по бенчмаркингу. 9. Назовите некоторые разделы Европейского кодекса правил проведе- ния бенчмаркинга. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-21; Просмотров: 528; Нарушение авторского права страницы
 изделий.
изделий.