
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Токарная обработка с использованием копира
Более точную и производительную обработку с использованием копиров позволяют получить специальные гидрокопировальные станки. В них копировальный ролик и суппорт перемещаются с помощью гидроцилиндров, управляемых специальной золотниковой системой. Продольная подача инструмента осуществляется от коробки скоростей, а поперечная с помощью гидропривода. При использовании копировальных устройств, как правило, приходится закреплять за каждой операцией 1 станок, т.к. их переналадка весьма сложна. Поэтому гидрокопировальные устройства используются в крупносерийном и серийном производстве. Гидрокопировальные устройства применяются как на токарных, так и на фрезерных, а также на агрегатных станках. В настоящее время в мелкосерийном и серийном производстве для обработки фасонных поверхностей стандартным инструментом широко используются станки с ЧПУ. В этом случае заданный профиль поверхности задаётся координатами опорных точек в управляющей программе. Для получения промежуточной геометрической информации между опорными точками, применяют различные методы интерполяции. Заданный профиль может быть получен на станках, имеющих контурную или комбинированную систему управления. Точность обработки на станках с ЧПУ зависит от многих факторов, основные из них: выбранная технологическая схема обработки, а также погрешность аппроксимации системы управления станка.
МЕТОДЫ ПОЛУЧЕНИЯ РЕЗЬБ В авиадвигателестроении широко применяются резьбовые соединения (метрические, дюймовые, трапецеидальные и др.). По назначению резьбы делятся на крепёжные и ходовые. Ходовые, как правило, имеют форму зуба в виде треугольника, трапеции, прямоугольника и др.
В зависимости от требований к точности среднего диаметра (dcp) резьбы делятся на 3 степени точности. От степени точности зависят методы обработки и окончательной отделки резьбы. Для формирования резьбы используются станки общего назначения (токарные, револьверные, сверлильные и др.), а также специальные станки (резьбофрезерные, резьбошлифовальные, резьбонакатные и др.). Метод получения резьбы зависит от материала, программы выпуска и заданной степени точности. Резьба может формироваться резцами и гребёнками на токарном станке, фрезерованием, накатыванием, шлифованием, а также с помощью мерных инструментов - метчиков и плашек.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 334; Нарушение авторского права страницы
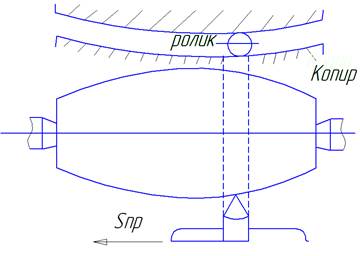 При обработке фасонных поверхностей методом копирования используются специальные копировальные устройства, которые устанавливаются на станину станка и с помощью копировального ролика связываются с суппортом станка. Главное движение суппорта - это перемещение вдоль оси шпинделя, при этом в поперечном направлении перемещение резца копирует поверхность копира. Точность обработки 0,05...0,1мм. Перемещение суппорта может осуществляться как вручную, так и с помощью механической подачи. Обработка по копиру требует высокой квалификации рабочего, при этом метод малопроизводителен.
При обработке фасонных поверхностей методом копирования используются специальные копировальные устройства, которые устанавливаются на станину станка и с помощью копировального ролика связываются с суппортом станка. Главное движение суппорта - это перемещение вдоль оси шпинделя, при этом в поперечном направлении перемещение резца копирует поверхность копира. Точность обработки 0,05...0,1мм. Перемещение суппорта может осуществляться как вручную, так и с помощью механической подачи. Обработка по копиру требует высокой квалификации рабочего, при этом метод малопроизводителен. Резьба относится к сложным фасонным поверхностям и характеризуется следующими геометрическими параметрами: средний диаметр резьбы, угол профиля, шаг резьбы. Допуск на резьбовые поверхности назначается в 1,5...2 раза больше, чем на гладкие поверхности. Наружный и внутренний диаметры резьбы - свободные поверхности.
Резьба относится к сложным фасонным поверхностям и характеризуется следующими геометрическими параметрами: средний диаметр резьбы, угол профиля, шаг резьбы. Допуск на резьбовые поверхности назначается в 1,5...2 раза больше, чем на гладкие поверхности. Наружный и внутренний диаметры резьбы - свободные поверхности.