
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
НАРЕЗАНИЕ РЕЗЬБЫ НА ТОКАРНЫХ СТАНКАХ
Позволяет получить первую и вторую степени точности. Применяется в индивидуальном и мелкосерийном производстве. Нарезание резьбы осуществляется с помощью мерного инструмента - резца. Деталь при обработке вращается, а резец перемещается за один оборот заготовки на шаг резьбы. Формирование резьбы осуществляется за несколько проходов.
Перемещение инструмента должно быть жёстко связано с вращением заготовки. Нарезание резьбы осуществляют на пониженных режимах резания- V рез =15- 20м/мин. Метод нарезания одним резцом малопроизводителен. Для повышения производительности иногда используют мерный инструмент в виде гребёнки. При нарезании резьбы на крупногабаритных заготовках, с целью повышения производительности, применяют вихревой способ.
На токарных станках для нарезания резьбы могут применяться плашки, как правило, для окончательного формирования профиля резьбы после резца. Производительность плашек низкая, точность в пределах 3 степени точности.
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ Лекция № 10 Тема: МЕТОДЫ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ
ФРЕЗЕРОВАНИЕ РЕЗЬБЫ
Недостатком метода является необходимость иметь на каждый вид резьбы свой инструмент.
НАКАТЫВАНИЕ РЕЗЬБЫ
Процесс накатывания резьбы происходит без снятия стружки, т.е. за счёт пластического деформирования поверхности. Применяется два способа накатывания: плоскими плашками и роликами. При накатывании плашками профиль резьбы формируется за один рабочий ход подвижной плашки.
Недостатки: ограничения по твёрдости материала HRC 35...40; один инструмент для одного вида резьбы, низкая стойкость инструмента, высокая трудоёмкость наладки станка. Применяется в серийном и крупносерийном производстве. |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 278; Нарушение авторского права страницы
 Пo способу врезания различают прямую и косую подачи резца.
Пo способу врезания различают прямую и косую подачи резца.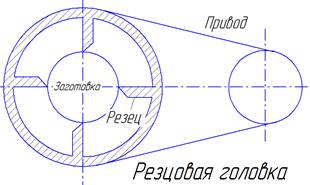 При этом способе заготовка устанавливается в центрирующее приспособление и медленно вращается. Резьбовая головка, имеющая индивидуальный привод, размещается на суппорте станка и имеет встречное вращательное движение и медленное продольное перемещение вдоль заготовки. Эти движения согласованы через кинематику станка. Заготовка вращается со скоростью 2...10м/мин. Скорость головки до 100м/мин. Головка обеспечивает получение 2 и 3 степени точности и повышение производительности в 2-8 раз.
При этом способе заготовка устанавливается в центрирующее приспособление и медленно вращается. Резьбовая головка, имеющая индивидуальный привод, размещается на суппорте станка и имеет встречное вращательное движение и медленное продольное перемещение вдоль заготовки. Эти движения согласованы через кинематику станка. Заготовка вращается со скоростью 2...10м/мин. Скорость головки до 100м/мин. Головка обеспечивает получение 2 и 3 степени точности и повышение производительности в 2-8 раз.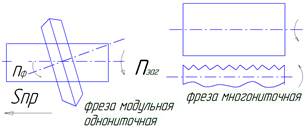 Фрезерование применяется в массовом и крупносерийном производстве. В качестве инструмента используются модульные однониточные и многониточные фрезы. При фрезеровании заготовка вращается ( n заг = 1...2 об/мин), а фреза вращается (nФ =100...200об/мин) и перемещается в продольном направлении.
Фрезерование применяется в массовом и крупносерийном производстве. В качестве инструмента используются модульные однониточные и многониточные фрезы. При фрезеровании заготовка вращается ( n заг = 1...2 об/мин), а фреза вращается (nФ =100...200об/мин) и перемещается в продольном направлении. При накатке роликами заготовка устанавливается на опорный нож 1, прижимной рабочий ролик 2 обеспечивает подачу заготовки в поперечном направлении и формирует профиль резьбы. Перемещение ролика 2 осуществляется с помощью гидроцилиндра. Профиль резьбы формируется за один оборот заготовки. Скорость накатки- V НАК =50...60м/мин.
При накатке роликами заготовка устанавливается на опорный нож 1, прижимной рабочий ролик 2 обеспечивает подачу заготовки в поперечном направлении и формирует профиль резьбы. Перемещение ролика 2 осуществляется с помощью гидроцилиндра. Профиль резьбы формируется за один оборот заготовки. Скорость накатки- V НАК =50...60м/мин.