
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методы восстановления и упрочнения деталей
Производственный цикл восстановления деталей реализуется по схеме очистка - дефектировка — восстановление — упрочнение. Очистка. Одной из операций ремонтного производства является очистка деталей от загрязнений. От нее в значительной мере зависит качество восстановительных работ. Эксплуатация карьерного т. п. с. в зоне высокой запыленности является причиной отложения большого количества токопроводящей и абразивной пыли на деталях электрических машин и аппаратов, ходовых частях и внутренних полостях пневматического оборудования. Содержание составляющих пыли приведено в табл. 9. Отложение металлосодержащих ферромагнитных частиц в магнитных зазорах реле и защитных аппаратов резко изменяет ток уставки, что является основной причиной их разрегулировки и ложного срабатывания. Увлажнение пылевых отложений приводит к перекрытию дугой изоляционных промежутков при рабочем напряжении. Очистку от пыли внутрикузовного оборудования производят продувкой с одновременным отсосом пыли из кузова. При продувке тяговых двигателей отсос воздуха производят через нижние коллекторные люки. Сжатый воздух под давлением 196 — 294 кПа направляют по гибким шлангам с наконечниками в вентиляции Таблица 9
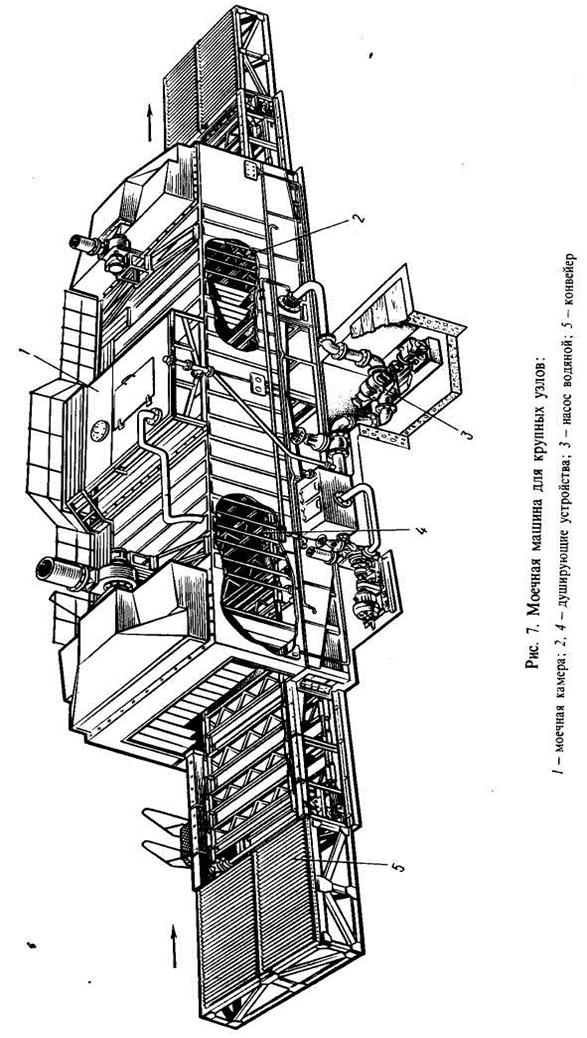
онные отверстия остова. Очистку деталей механического оборудования (рам тележек, колесных пар и т. п.) производят в моечных машинах: проходных (ММД-6, ММД-16, ММД-27) или тупиковых (ММД-12), имеющих по две камеры. В первой камере слой загрязнений омыливается и размягчается под химическим воздействием 2 — 3 %-ного раствора каустической соды, а во второй под действием струй воды, подогретой до температуры 80 — 90 °С, удаляются остатки загрязнений. Раствор и вода циркулируют в машине по замкнутому циклу (рис. 7). Для обмывки деталей тяговых двигателей применяют специальные моечные камеры. Внутренние полости трубопроводов подвергают химическому способу очистки. Пакеты труб погружают в ванну с 8— 10%-ным раствором каустической соды, подогретым до температуры 70 — 80°С, на 8—10 ч. Далее промывают водой с покачиванием и очищают в ванне с ингибированной соляной кислотой в течение 5 ч. Затем промывают проточной водой и пассивируют погружением в ванну с раствором двухромокислого калия и соды на 20 мин для образования защитной пленки. Воздушные резервуары после наружной обмывки очищают внутри: пропарка в течение 30 — 40 мин острым паром, затем промывка горячей водой через введенный внутрь патрубок с соплами, повторная пропарка острым паром в течение 15 мин, гидравлическое испытание и удаление остатков загрязнения. Арматуру пневматической сети: грязесборники, фильтры и т. п.— очищают в ванне с раствором следующего состава, г/л: кальцинированная сода — 30, тринатрий-фосфат — 10, сульфанол НП-1-2 погружением с выдержкой 5 — 10 мин и последующей промывкой. Для очистки деталей электрических аппаратов из черных и цветных металлов применяют механические средства очистки: сталеструйная и гидроабразивная. Для очистки деталей из черных металлов и дугогасительных камер применяют стальной или чугунный песок фракции 03 или 05, а также дробь диаметром до 2 мм, твердостью 300—380 НВ. Детали из цветных металлов очищают алюминиевым песком твердостью 70—100 НВ. Очистку выполняют в специальной камере, где рабочее тело выбрасывается из сопла сжатым воздухом давлением 490 — 550 кПа. При гидроабразивной очистке суспензия (вода — абразив) разгоняется сжатым воздухом давлением 441—490 кПа и подается на очищаемую поверхность. Концентрации смеси: 8, 0—10 г абразива (кварцевый песок, электрокорунд марки 2ОН) на 100г воды. Очистку производят в камере с приставкой для приготовления, подачи и очистки суспензии. Этот метод применяют также для очистки поршней дизеля от
нагара. Более эффективный метод очистки поршней — косточковой крошкой и стеклошариками. Стеклошарики диаметром 1, 5—2 мм на очищаемую поверхность подаются сжатым воздухом давлением 392 — 490 кПа. После обработки в течение 1—2 мин поршень обмывают в моечной камере водой с добавлением кальцинированной соды при температуре 80—85 °С под давлением до 294, 2 кПа. Различные фильтры дизеля с наполнителем очищают обдувкой паром с температурой свыше 100 °С под давлением 686 кПа. Продувку паром чередуют с обдувкой распыленным дизельным топливом. Качественная очистка от прочих нагарообразований обеспечивается в расплаве солей. Деталь погружают в смесь расплавленных при температуре 250 °С солей: хлористого натрия — 5 %; едкого натра — 65 %; азотнокислого натрия — 30 %. После обработки детали помещают в ванну с 12%-ным раствором соляной кислоты, затем промывают в горячей и холодной воде. Этот метод эффективен для очистки поршней дизелей, наполнителей фильтров компрессоров, деталей маслонасосов и т. п. Смолистые отложения в трубках масляных секций холодильников удаляют моющим синтетическим препаратом AM-15. Вначале секции продувают сжатым воздухом, затем погружают в моечную установку и прокачивают раствор через секции в течение 1—2 ч и еще раз продувают. Старую краску удаляют путем нанесения на стенки кузова пасты: негашеная известь — 43 %; сеяный мел — 30 %; каустическая сода — 18 %; мазут — 9 %. Нанесенную пасту через 3 — 5 ч снимают шпателем вместе с размягченной старой краской и шпатлевкой. Для растворения и нейтрализации оставшихся щелочей поверхность кузова обильно смачивают 2 %-ным раствором уксусной кислоты и промывают теплой водой. Дефектоскопия. Ее производят с целью выявления в деталях скрытых дефектов, являющихся потенциальной причиной внезапных отказов в эксплуатации. Применяют следующие методы дефектоскопии. Акустический метод дефектоскопии (остукиванием) применяют для текущего контроля болтовых соединений, плотности посадки детали. Низкий тон, дребезжание свидетельствует о наличии ослабления соединений, посадки, наличии трещин в предварительно напряженной детали (бандаже колесной пары) и т. д. Метод цветной дефектоскопии основан на активном проникновении смачивающей жидкости в трещины и поры контролируемой детали, а затем в капилляры проявляющего покрытия. Состав смачивающей жидкости: керосин —80%; трансформаторное масло —15%; скипидар —5%; краска «Судан-3» — 10—15 г/л или красная проникающая жидкость К (МРТУ 6-10-750—68). Состав проявляющего покрытия: 600—700 г каолина на 1 л воды или белая проявляющая жидкость М (МРТУ 6-10-749-68). Технология проверки: деталь очищают и обезжиривают, поверхность детали обильно смачивают проникающей жидкостью, далее наносят проявляющую жидкость, производят осмотр детали с использованием лупы. Трещина выявляется в виде четкой линии. Метод обеспечивает выявление трещин глубиной 0, 01—0, 3 мм и шириной раскрытия 0, 001—0, 002 мм и более. Его применяют преимущественно для контроля крупных деталей: элементов рам тележек и кузова, колесных центров, автосцепки и т. д. Методом магнитной дефектоскопии обнаруживают поверхностные и скрытые дефекты. Для создания в проверяемой детали магнитного поля применяют дефектоскопы следующих типов (табл. 10). В качестве индикатора применяется магнитный порошок ПЖ-40М (порошок железный очень мелкий) или ПЖ-4М. Индикацию производят сухим порошком или методом суспензии. Суспензию приготовляют смешением 150—175 г порошка с 1 л жидкой основы (смесь трансформаторного масла и керосина). Перед проверкой предварительно испытывается качество магнитной смеси и эффективность действия дефектоскопа на контрольном эталоне. Технология проверки: деталь тщательно очищают от загрязнений до металлического блеска, дефектоскоп накладывают на деталь и включают, суспензией покрывают участки детали, находящиеся в зоне действенной проверки, и осматривают. Нарушение сплошности выявляется скоплением темного порошка на белом фоне детали. Дефектоскопирование ведется последовательным перемещением дефектоскопа и поворотом детали. После проверки производят размагничивание детали. Детали с темной поверхностью проверяют цветным магнитным порошком.
Таблица 10
Магнитной дефектоскопии подлежат следующие детали:
Ультразвуковой метод дефектоскопии используется для выявления дефектов, залегающих в глубине детали. Высокая разрешающая способность позволяет применять его также для безразборного диагностирования. Применяют несколько типов дефектоскопов: УЗД-64, 2ДМ-1М, ДУК-ПИМ. Технология проверки: работу дефектоскопа предварительно проверяют на эталоне. Поверхность детали очищают от загрязнений, шлифуют и для улучшения акустического контакта смазывают машинным маслом. Прижимают щуп к поверхности детали. Индикация дефектов производится по импульсу на экране электронно-лучевой трубки, а также световому и звуковому сигналу. Перемещением щупа по детали устанавливают границы трещины, а глубиномером — глубину залегания дефекта. Ультразвуковому контролю подлежат: подступичные части осей колесных пар, коленчатые валы и поршни дизелей, полюсные болты электрических машин (без разборки), сварные швы на ответственных узлах. Результаты проверок деталей регистрируют в специальном журнале установленной формы. Детали с обнаруженными трещинами и другими дефектами учитываются в журнале регистрации ответственных деталей т. п. с. Записи заверяют дефектоскопист и мастер. Дефектоскопы подвергают ревизии не реже 1 раза в 6 месяцев. Проверку электрических характеристик производят не реже 1 раза в год. Восстановление. Детали восстанавливают металлизацией, сваркой, наплавкой или электролитическим покрытием. Металлизацию при ремонте деталей применяют с целью восстановления изношенных поверхностей, повышения их износостойкости, исправления технологических дефектов. Технические характеристики электрометаллизаторов приведены в табл. 11.
Поверхность, подлежащую восстановлению, зачищают и процесс металлизации начинают сразу после зачистки. Деталь должна иметь температуру окружающей среды, но не ниже 7 — 8 °С. Расстояние от сопла до изделия должно быть 80—180 мм (при нанесении цветных металлов — в пределах 70 мм). Толщина наращиваемого слоя за один проход должна быть не более 0, 5 мм. Наибольшая толщина наращиваемого слоя на цилиндрической поверхности детали может достигать 4 мм, а на плоской детали — 1, 2 — 2, 2 мм. Детали, работающие с динамическими нагрузками, после металлизации подвергают спеканию в газовой печи при температуре 1030—1050 °С в течение 3 —6 ч. Токарную обработку производят резцами с пластинками из твердого сплава с применением эмульсионного охлаждения. Последующее шлифование производят электрокорундовыми кругами Э46 СМГК. Детали, работающие в условиях трения, после механической обработки выдерживают в нагретом до температуры 100-120 °С масле в течение 2 —3 ч. Для проверки качества покрытия применяют метод визуального контроля с целью выявления наружных дефектов: раковин, отставания слоя по краям, увеличения фракции частиц напыленного металла. Остукиванием определяют качество сцепления. Восстановлению подлежат детали механического оборудования: валики рессорного подвешивания и тормозной рычажной передачи, шкворни межтележечного сочленения и возвращающего устройства, вкладыши моторно-осевых подшипников; дизеля; шейки коленчатого вала, головки шатунов, поршневые пальцы; электрических аппаратов: шейки валов с групповым приводом, шейки коленчатого вала пневмодвигателя; пневматического оборудования: шейки коленчатого вала компрессора, штоки поршней цилиндров опрокидывания; электрических машин: шейки валов. Сварка и наплавка — наиболее распространенные методы восстановления. Требования, предъявляемые к процессу наплавки, следующие. Наплавку применять автоматическую или полуавтоматическую с использованием высокоэффективных наплавочных материалов; технология нанесения слоя должна обеспечивать высокое качество наплавленного металла, хорошую обрабатываемость твердосплавным инструментом, возможность термической обработки до заданной твердости; износостойкость наплавленного слоя должна обеспечивать при заданных условиях эксплуатации необходимый технический ресурс детали. Прогрессивная технология предусматривает применение износостойких материалов. Наиболее рациональной следует считать первичную структуру с содержанием марганца 1, 7 — 2, 0% и хрома до 2, 0 — 2, 5%. Эти корбидообразующие элементы обеспечивают наплавленному металлу необходимую твердость и прокаливаемость. Содержание углерода в наплавленном слое в пределах 0, 25 — 0, 3 % обеспечивает появление закалочной структуры и гарантирует от появления горячих трещин. Присадочный металл с такими свойствами может быть получен при применении порошковых проволок или обычных проволок и керамических флюсов. Благодаря применению порошковых проволок можно механизировать процесс наплавки и восстанавливать детали, работающие в режиме сухого трения, обеспечив при этом требуемую износостойкость наплавленного слоя, которая может быть повышена последующей термообработкой; повысить производительность наплавочных работ в 5 раз; получить экономию на 1 т наплавочного металла до 5 тыс. руб. Типы порошковых проволок и свойств наплавленного металла приведены в табл. 12, а способы наплавки соответствующими проволоками и объекты ремонта — в табл. 13. Таблица 12
Ориентировочный режим наплавки, обеспечивающий твердость, указанную в табл. 13, при диаметре проволоки 2, 0—3, 0 мм: сила тока 200 — 350 А; напряжение дуги 24—30 В; скорость подачи проволоки 120—160 м/ч. Указанный режим может меняться в зависимости от марки применяемой проволоки и требуемой твердости наплавленного слоя. Рекомендуется применение полуавтоматов А765, А1197, наплавочных аппаратов А580, А384-МК, станков У651, У654. Для наплавочных работ при восстановлении деталей из углеродистых сталей всех видов оборудования т. п. с. рекомендуется применять керамический флюс АНК-18 и АНК-40 в сочетании со стандартной углеродистой проволокой Св-08А (ГОСТ 2246 — 70) или Св-08Г2С. Твердость наплавленного металла можно изменить в диапазоне от 30 до 45 HRC. Флюс имеет хорошие технологические свойства: устойчивое горение дуги, в наплавленном металле отсутст Таблица 13
вуют поры и трещины, обеспечивается плавный переход к основному металлу, шлак легко отделяется в горячем состоянии. Химический состав наплавленного металла, % (по массе): углерод — 0, 2 —0, 4; марганец — 1, 0—1, 8; кремний —0, 5; хром — 2, 5 —5, 0; сера — 0, 04; фосфор — 0, 04. Рекомендуемые режимы наплавки приведены в табл. 14. Таблица 14
Скорость наплавки 25 — 35 м/ч. Полярность обратная. Используя технологические свойства флюса, можно получить твердость в широком диапазоне, для чего изменяют напряжение дуги (при неизменном токе) или производят корректировку состава флюса. Корректировка заключается в смешивании флюсов АНК-18 и АН-348 в определенных соотношениях, при этом сохраняются высокие технологические свойства керамического флюса и достигается заданный предел твердости. Рекомендации по корректировке состава флюса представлены в табл. 15. Механическую обработку наплавленных деталей производят инструментом с режущими пластинами из твердого сплава Т15К6 или Т14К8. Для обработки наплавленного слоя повышенной твердости рекомендуется применять резцы с пластинами из твердого сплава ТТ7К12 или ТК12В, а наплавленного слоя из марганцовистой стали — резцы с пластинами из сплава ТТ10К8-Б. Твердость, заданную в табл. 15, достигают термической обработкой деталей. Флюс АНК-40 обычно не корректируют. При восстановлении деталей наплавкой применяют пластинчатые электроды и порошковую ленту (ПЛ-АН101, ПЛ-АН102), а также многоэлектродную и вибродуговую наплавку.
Таблица 15
Для сварочных работ при ремонте кузова моторных думпкаров и других работах, связанных со сваркой малоуглеродистых и низколегированных сталей со швами различной конфигурации, применяют порошковые проволоки (табл. 16).
Проволока ПП-АН1 рекомендуется вместо электродов рутилового типа диаметром 4 — 5 мм. Проволоки ПП-АН4 и ПП-АН8 предназначены для сварки в среде углекислого газа взамен проволоки Св-08Г2С. Качество швов сварных соединений следует контролировать систематически на всех этапах производственного цикла согласно ГОСТ 3242 — 79. После заварки трещин и усиления деталей и узлов конструкции качество сварных швов проверяют визуально, а также методами цветной и магнитной дефектоскопии. Швы в ответственных местах конструкций проверяют методом ультразвуковой дефектоскопии согласно ГОСТ 14782 — 76. Дефекты, обнаруженные в швах заваренных трещин, исправляют, для чего шов дефектного участка удаляют и повторно заваривают трещину. Исправленные швы необходимо повторно контролировать. Электролитическое покрытие применяют для восстановления изношенных поверхностей, создания износостойкого слоя, защиты от коррозии и придания детали декоративного вида. Преимущества метода: одновременно с восстановлением наносится износостойкий слой на черные и цветные металлы, повышающий технический ресурс детали; возможно многократное восстановление детали; исключаются нагревы и связанные с этим появления внутренних напряжений и деформаций; возможен групповой метод восстановления; значительно повышается производительность труда. Для электролитических покрытий используют постоянный ток, пульсирующий (однополупериодный), переменный асимметричный и ток переменной полярности с изменяющимися амплитудами и периодами времени действия тока. В целях повышения эффективности процесса следует применять определенную форму кривой тока. К гальваническим ваннам питание подводят от однофазных и трехфазных тиристорных преобразователей. Основными критериями качества электролитических покрытий являются: твердость, износостойкость, сцепление с основным металлом, пористость, коррозионная стойкость. Для декоративных покрытий: блеск, цвет, равномерность. Толщина покрытия при восстановлении цилиндрической детали
где dH, dp— диаметры детали соответственно номинальный и перед восстановлением, мм; 2δ — припуск на механическую обработку, мм. Хромирование применяют с целью восстановления изношенного слоя и создания защитного блестящего покрытия. Хромированием восстанавливают шейки коленчатых валов, поршневые пальцы компрессоров и дизелей, детали топливной аппаратуры, цилиндры пневматических приводов и другие детали. Защитному покрытию подвергают рефлекторы, поручни, рукоятки управления и т. п. В зависимости от состава электролита и режима ведения процесса получают покрытия: блестящее, молочное и пористое. Пористое покрытие (точечное или канальчатое) получают анодным травлением. Оно обладает высокими, маслоудерживающими свойствами и высокой износостойкостью. Составы электролитов приведены в табл. 17. Таблица 17
Для твердых покрытий рекомендуется эффективный тетрахромовый электролит, имеющий следующий состав, г/л: хромовый ангидрид — 380 — 460; едкий натр – 50 — 70; трехвалентный хром — 8 — 25; серная кислота — 0, 8 — 1, 6. Процесс ведется при температуре 15 — 25 °С и плотности тока 2000—10000 А/м2. Скорость осаждения около 0, 025 мм/ч. Меднение применяют для восстановления изношенных поверхностей, создания антифрикционных пар, а также как подслой для хромирования и никелирования. Состав сернокислых электролитов и рекомендуемые режимы приведены в табл. 18. Таблица 18
Сернокислые электролиты применяют для наращивания изношенных щеточных окон щеткодержателей тяговых двигателей и вспомогательных машин, вкладышей моторно-осевых подшипников. Осталивание — процесс осаждения железа из водного раствора двухлористого железа. По сравнению с хромированием процесс осталивания имеет следующие преимущества: более высокая производительность, возможность получения осадка толщиной до 5 мм, не требуется дефицитных химических реактивов, возможность получения твердости осадка в диапазоне 170 — 250 НВ, хорошая обрабатываемость, диапазон объектов ремонта значительно расширен. Детали, восстанавливаемые этим способом, можно разбить на следующие группы. Детали с восстанавливаемыми посадочными поверхностями: конические части и шейки валов электрических машин, кольца подшипников, конические части шкворней. Трущиеся детали: валики рессорного подвешивания, тормозной рычажной передачи, механизма открывания бортов, межтележечного сочленения и возвращающего устройства. В качестве анодов используют сталь 10 и сталь 20. Конфигурации детали и анода должны быть идентичны, а соотношение площадей поверхности анода и поверхности катода рекомендуется выдерживать 1: 2. Состав электролитов и режимы электролиза при горячем осталивании приведены в табл. 19. Таблица 19
Электролит приготавливают в гальваническом цехе из обезжиренной стальной стружки, обработанной водным раствором соляной кислоты с добавлением соответствующего количества хлористого натрия или хлористого марганца. Затем корректируют кислотность. Наряду с горячим осталиванием применяют метод холодного осталивания. Состав электролита: хлористое железо — 200 г/л; йодистый калий — 20 г/л; соляная кислота до рН = 1, 3 ÷ 1, 5. При осталивании применяют переменный асимметричный ток. Повышение твердости слоя получают термообработкой. Никелирование применяют как антикоррозионное и декоративное покрытие. Никель осаждают на медную подслойку, затем шлифуют и полируют. Для никелирования с легко полирующимся осадком применяют электролит следующего состава: сернокислый никель — 70—100 г/л; борная кислота — 20 г/л. Процесс ведут без перемешивания электролита при температуре 20 - 40 СС и плотности тока 100 А/м2. Никелированию подвергают поручни, рефлекторы, рукоятки управления, оконные решетки и др. Цинкование применяют для предохранения от коррозии деталей аппаратов, крепежные изделия из черных металлов. Состав электролита, г/л: сернокислый цинк —215; сернокислый алюминий — 30; алюминиевые квасцы — 45 — 50; сернокислый натрий — 50—160; декстрин — 10. Процесс ведут без перемешивания электролита при температуре 18 — 25 °С и плотности тока 100 — 200 А/м2. Аноды изготавливают из электролитического цинка. После цинкования детали пассивируют и просушивают. Упрочнение. Повышение ресурса новых и восстановленных деталей путем упрочнения рабочих поверхностей является важнейшим этапом производственного цикла. Наиболее распространенные методы упрочнения: накат (наклеп), термическая и термохимическая обработка, наплавка и напыление износостойкими материалами. Наклеп применяют в целях повышения износостойкости трущихся пар и усталостной прочности стальных деталей, подверженных действию циклических нагрузок. Наиболее распространенными являются дробеструйный и центробежный наклепы. Дробеструйный наклеп выполняют на пневматических или механических дробометах. При этом струя металлической дроби падает с высокой кинетической энергией на поверхность детали под углом 70°. Предел усталостной прочности детали после дробеструйного наклепа повышается на 20 — 40 %. Центробежный наклеп осуществляют ротационными упрочнителями, воздействием на поверхность детали стальными шариками. Глубина наклепанного слоя достигает 1, 5 мм, твердость повышается на 50%. Упрочнению подвергают листы рессор, пружины, подступичные части, галтели осей колесных пар, шейки коленчатых валов. Для повышения усталостной прочности сварных швов и наплавленных слоев металла применяют поверхностный наклеп многобойковыми упрочнителями. Упрочнитель состоит из пучка упрочняющих проволок (27 — 60 шт.), вмонтированных в пневматический молоток КМ-5 с числом ударов 1600 в минуту. Метод эффективен для швов рам тележек, хребтовых балок, верхних и нижних рам думпкаров. Упрочнение обкаткой осуществляют путем воздействия на обрабатываемую поверхность шариком или роликом под определенным давлением. Преимущественно применяют упрочняюще-сглаживающую обкатку, которая наряду с повышением усталостной прочности и твердости обеспечивает снижение шероховатости поверхности на 2 — 3 класса. Упрочнению обкаткой подвергают детали из черных и цветных металлов: галтели и шейки осей, поверхность круга катания бандажей колесных пар, шейки коленчатых валов, коллекторы электрических машин. Однако положительное влияние наклепа наблюдается только до определенной для данного металла степени упрочнения. В случае превышения определенной степени упрочнения появляются микроскопические трещины, хрупкость и происходит отслоение упрочняемого слоя. Это относится прежде всего к бандажам, поверхности которых в процессе эксплуатации подвергаются непрерывному упрочнению обкаткой. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 3538; Нарушение авторского права страницы
 ,
,