
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет припусков на обработку
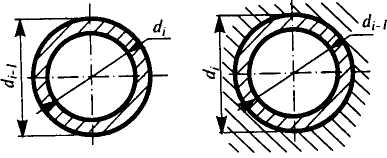
В ВКРИ подробный расчет припусков выполняется на одну поверхность (самую точную) определяемую руководителем. Исходными данными для расчета являются: - метод получения заготовки; - размер поверхности детали по чертежу; - маршрут обработки поверхности детали. При расчете для каждой поверхности приводится расчетная таблица и схема графического расположения припусков и допусков. Все расчеты заканчиваются проверкой правильности их выполнения. Все расчетные формулы, справочные сведения и примеры расчетов приведены в учебных пособиях [1, 9]. На все остальные обрабатываемые поверхности припуски назначаются для поковок по ГОСТ 7505-89, для отливок по ГОСТ 26645-85 (см. прил. 3). Значения всех припусков сводятся в таблицу (табл. 6). определение припусков расчетно-аналитическим методом. согласно этому методу промежуточный припуск должен быть таким, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих переходах, а также погрешности установки. Различают припуски промежуточные (Zi) и общие (Zo). При обозначении припусков используются следующие индексы: (i-1) – индекс для предшествующего перехода; i – индекс для выполняемого перехода. Zi = di – di -1. Общий припуск равен сумме промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности Zo = ∑ Zi. Общий припуск определяют как разность размеров заготовки и готовой детали. При этом промежуточные припуски для наружных и внутренних поверхностей (рис. 2) рассчитываются по следующим формулам:
Правильно выбранный припуск обеспечивает: 1) устойчивую работу оборудования при достижении высокого качества продукции; 2) минимальную себестоимость продукции. Расчетной величиной припуска является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующем переходе, и для компенсации погрешностей, возникающих на выполняемом переходе. В соответствии с этим методом минимальный промежуточный припуск рассчитывается: а) при обработке наружных и внутренних поверхностей (двусторонний припуск)
б) при обработке поверхностей вращения в центрах
в) при последовательной обработке противолежащих поверхностей (односторонний припуск)
г) при параллельной обработке противолежащих поверхностей (двусторонний припуск)
где Отклонение расположения DS необходимо учитывать у заготовок (под первый технологический переход) после черновой и получистовой обработки лезвийным инструментом (под последующий технологический переход) и после термической обработки. В связи с закономерным уменьшением величины DS при обработке поверхности за несколько переходов на стадиях чистовой и отделочной обработки ею пренебрегают. На основе расчета промежуточных припусков определяют предельные размеры заготовки по всем технологическим переходам. Промежуточные расчетные размеры устанавливают в порядке, обратном ходу технологического процесса обработки этой поверхности, т. е. от размера готовой детали к размеру заготовки, путем последовательного прибавления (для наружных поверхностей) к исходному размеру готовой детали промежуточных припусков или путем последовательного вычитания (для внутренних поверхностей) от исходного размера готовой детали промежуточных припусков. Наименьшие (наибольшие) предельные размеры по всем технологическим переходам определяют, округляя их увеличением (уменьшением) расчетных размеров до того знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Наибольшие (наименьшие) предельные размеры вычисляют путем прибавления (вычитания) допуска к округленному наименьшему (наибольшему) предельному размеру. Предельные значения припусков Zmax определяют как разность наибольших (наименьших) предельных размеров и Zmin как разность наименьших (наибольших) предельных размеров предшествующего и выполняемого (выполняемого и предшествующего) переходов. Общие припуски Z0max и Z0min находят как сумму промежуточных припусков на обработку:
Правильность расчетов определяют по уравнениям:
где Ti-1, TDi-1 – допуски размеров на предшествующем переходе; Ti, TDi – допуски размеров на выполняемом переходе; Тзаг, ТDзаг – допуски на заготовку; Тдег, ТDдет – допуски на деталь. Общие максимальные и минимальные припуски на обработку и предельные промежуточные размеры заготовки определяются из схемы, представленной на рис. 3.
Рис. 3. Исходная схема для расчета общего припуска и промежуточных размеров
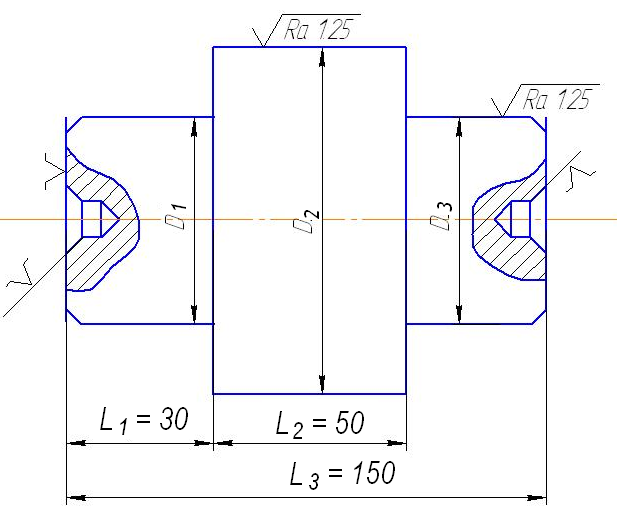
Пример. Трехступенчатый вал (рис. 5) изготавливается из стали 45 методом штамповки класса точности 5Т по ГОСТ 7505-89 (см. рис. 4). Масса заготовки 2 кг. Токарной операции предшествовала операция фрезерно-центровальная, в результате которой были обработаны торцы и выполнены центровые отверстия.
рис. 4. Эскиз заготовки
Базирование заготовки при фрезерно-центровальной операции осуществляется по поверхностям D1 и D3 (D1 = D3 = 25n6 мм). Шейка с наибольшим диаметром D2 ступени имеет размер Рассчитать промежуточные припуски для обработки шейки D2 аналитическим методом. Рассчитать промежуточные размеры для выполнения каждого перехода. Решение. Соответственно заданным условиям устанавливаем маршрут обработки ступени D2: а) черновое точение; б) чистовое точение; в) предварительное шлифование; г) окончательное шлифование.
Рис. 5. Эскиз вала
Вся указанная обработка выполняется с установкой в центрах. Заносим маршрут обработки в графу 1 табл. 7. Данные для заполнения граф 2, 3 для штампованной заготовки взяты из [2]; для механической обработки – из [2]. Данные графы 8 для заготовки и механической обработки взяты из [3]. Расчет отклонений расположения поверхностей штампованной заготовки при обработке в центрах производят по формуле (см. [2])
где
Общее отклонение оси от прямолинейности
где lk – размер от сечения, для которого определяется кривизна, до ближайшего наружного торца. для рассматриваемого случая lk = l1 + l2 = 80 мм. ∆ k – удельная кривизна в микрометрах на 1 мм длины (в маршруте предусмотрена правка заготовки на прессе, после которой ∆ k = 0, 15 мкм/мм (см. [2])). Средний диаметр, который необходимо знать для выбора величины Dk, определяется как
Смещение оси заготовки в результате погрешности центрования ∆ y = 0, 25 где Т = 1, 4 мм – допуск на диаметральный размер базы заготовки, использованной при центровании [2, табл. 32]. Величину остаточных пространственных отклонений чернового обтачивания определяют по уравнению ∆ r = Kу∆ ∑ = 0, 06 ⋅ 430 = 26 мкм, где Kу – коэффициент уточнения, равный 0, 06 (см. [2]). Величину остаточных пространственных отклонений чистового точения рассчитывают по уравнению ∆ r = Kу∆ ∑ = 0, 04 ⋅ 26 = 1, 0 мкм, Kу принимается равным 0, 04 (см. [2]). Расчетные величины отклонений расположения поверхностей заносим в графу 4 табл. 7. Минимальные припуски на диаметральные размеры для каждого перехода рассчитываются по уравнению (12): а) черновое точение 2Zimin = 2(160 + 200 + 430) = 1580 мкм; б) чистовое точение 2Zimin= 2(50 + 50 + 26) = 252 мкм; в) предварительное шлифование 2Zimin= 2(25 + 25 + 1, 0) = 102 мкм; г) чистовое шлифование 2Zimin = 2(10 + 20) = 60 мкм. Расчетные значения припусков заносим в графу 6 табл. 7. Расчет наименьших размеров по технологическим переходам начинаем с наименьшего (наибольшего) размера детали по конструкторскому чертежу производим по зависимости di + l = di + Z1min в следующей последовательности: а) предварительное шлифование 55, 002 + 0, 060 = 55, 062 мм; б) чистовое точение 55, 062 + 0, 102 = 55, 164 мм; в) черновое точение 55, 164 + 0, 252 = 55, 414 мм; г) заготовка 55, 414 + 1, 580 = 56, 994 мм. Наименьшие расчетные размеры заносим в графу 7 табл. 7, наименьшие предельные размеры (округленные) – в графу 10 табл. 7. Наибольшие предельные размеры по переходам рассчитываем по зависимости dimax = dimin+ Tdi в такой последовательности: а) окончательное шлифование 55, 002 + 0, 021 = 55, 023 мм; б) предварительное шлифование 55, 062 + 0, 074 = 55, 136 мм; в) чистовое точение 55, 16 + 0, 190 = 55, 350 мм; г) черновое точение 55, 40 + 0, 740 = 56, 140 мм; д) заготовка 57, 0 + 1, 4 = 58, 4 мм. е) Результаты расчетов заносим в графу 9 табл. 7. ж) Фактические минимальные и максимальные припуски по переходам рассчитываем в такой последовательности: Максимальные припуски: Минимальные припуски: 55, 130 - 55, 021 = 0, 109 мм; 55, 06 - 55, 002 = 0, 058 мм; 55, 350 - 55, 130 = 0, 220 мм; 55, 16 - 55, 060 = 0, 10 мм; 56, 1 - 55, 350 = 0, 75 мм; 55, 40 - 55, 16 = 0, 24 мм; 58, 4 - 56, 1 = 2, 3 мм. 57, 00 - 55, 40 = 1, 6 мм. Результаты расчетов заносим в графы 11 и 12 табл. 7. Определяем общие припуски: общий наибольший припуск Zo max = ∑ Zo max = 0.109 + 0, 22 + 0, 75 + 2, 3 = 3, 379 мм; общий наименьший припуск Zo min = ∑ Zo min= 0, 058 + 0, 1 + 0, 27 + 1, 6 = 1, 998 мм. Правильность расчетов проверяем по уравнению (20): Zo max – Zo min = 3, 379 – 1, 998 = Tзаг – Tдет = 1, 4 – 0, 019 = 1, 381 мм. Припуски на остальные поверхности назначаются по таблицам, составленным по обобщенным производственным данным и сводятся в табл. 6 Таблица 6 Популярное: |
Последнее изменение этой страницы: 2016-04-11; Просмотров: 9930; Нарушение авторского права страницы
 ; (12)
; (12) ; (13)
; (13) ; (14)
; (14) ; (15)
; (15) – высота неровностей профиля по десяти точкам на предшествующем переходе;
– высота неровностей профиля по десяти точкам на предшествующем переходе;  – глубина дефектного поверхностного слоя на предшествующем переходе (обезуглероженный или отбеленный слой);
– глубина дефектного поверхностного слоя на предшествующем переходе (обезуглероженный или отбеленный слой);  – суммарное отклонение расположения поверхности (отклонение от параллельности, перпендикулярности, соосности) на предшествующем переходе; ε i – погрешность установки заготовки на выполняемом переходе.
– суммарное отклонение расположения поверхности (отклонение от параллельности, перпендикулярности, соосности) на предшествующем переходе; ε i – погрешность установки заготовки на выполняемом переходе. ; (16)
; (16) ; (17)
; (17) ; (18)
; (18) ; (19)
; (19) ; (20)
; (20) , (21)
, (21)

 .
.

 – общее отклонение оси от прямолинейности;
– общее отклонение оси от прямолинейности;  – смещение оси в результате погрешности центрования.
– смещение оси в результате погрешности центрования.

 = 0, 25
= 0, 25  = 0, 43 мм,
= 0, 43 мм,