
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Цели и задачи технологической части ВКР инженера (ВКРИ)Стр 1 из 8Следующая ⇒
ГОУ ВПО «Уральский государственный горный университет» Т. П. Глинникова, С. А. Волегов ТЕХНОЛОГИЯ МАШИНостроения. Технологическая часть ВКРИ Справочно-методическое пособие по выполнению технологической части ВКР инженера для студентов специальности - «машины и оборудование нефтяных и газовых промыслов» (МНГ) 130602 направления - «оборудование и агрегаты нефтегазового производства» 130600 очного и заочного обучения
Екатеринбург Федеральное агентство по образованию ГОУ ВПО «Уральский государственный горный университет»
ОДОБРЕНО Методической комиссией горно-механического факультета УГГУ «___» ____________ 2010 г. Председатель комиссии ________ проф. В. П. Барановский
Т. П. Глинникова, С. А. Волегов ТЕХНОЛОГИЯ МАШИНостроения. Технологическая часть ВКРИ
Справочно-методическое пособие по выполнению технологической части ВКР инженера для студентов специальности - «машины и оборудование нефтяных и газовых промыслов» (МНГ) 130602 направления - «оборудование и агрегаты нефтегазового производства» 130600 очного и заочного обучения
____________________________________________________________ Издание УГГУ Екатеринбург, 2010 Г54
Рецензент: А. И. Мамедов канд. техн. наук, доцент кафедры ГлЗЧС УГГУ Г54 Глинникова Т. П., Волегов С. А. технология машиностроения. Технологическая часть ВКР инженера: Справочно-методическое пособие по выполнению технологической части ВКР инженера для студентов специальности 130602 – «машины и оборудование нефтяных и газовых промыслов» (МНГ) направления 130600 – «оборудование и агрегаты нефтегазового производства» очного и заочного обучения. Т. П. Глинникова., С. А. Волегов. – Екатеринбург: Изд-во УГГУ, 2010. 75 с.
В пособии рассмотрены основные этапы выполнения раздела технологической части ВКРИ, излагаются требования к объему раздела, даются методические указания и рекомендации по выполнению его отдельных частей. В каждом разделе даны краткие теоретические положения, на основе которых решаются отдельные задачи и указывается конкретная справочная и техническая литература, которая при этом должна быть использована. Пособие содержит значительный объем справочной информации в виде таблиц, необходимых для выполнения технологической части ВКР инженера.
Справочно-методическое пособие рассмотрено на заседании кафедры эксплуатации горного оборудования 2010 г. (протокол № 1) и рекомендовано для издания в УГГУ.
Ó Глинникова Т. П., Волегов С. А., Ó Уральский государственный горный университет, 2010
Цели и задачи технологической части ВКР инженера (ВКРИ)
Разработка технологической части ВКР инженера (ВКРИ) преследует цель показать умение студентов разрабатывать прогрессивные технологические процессы на основе современных достижений науки и техники. Следует отметить, что в технологической части ВКРИ не допускается копирования существующего на базовом предприятии технологического процесса, а рекомендуется на основе анализа разработать более совершенный технологический процесс, использовать современное высокопроизводительное оборудование, прогрессивные конструкции приспособлений и режущих инструментов.
2. содержание технологической части ВКРИ
Объем технологической части ВКРИ определяет руководитель и записывает в задание. Технологическая часть ВКРИ содержит пояснительную записку, графическую часть и альбом технологической документации. Пояснительная записка содержит следующие разделы: - назначение и конструкция детали; - анализ технологичности конструкции детали; - определение типа производства; - анализ базового техпроцесса; - выбор заготовки; - маршрутный технологический процесс; - расчет припусков на обработку; - расчет режимов резания; - расчет норм времени; - экономическое обоснование принятого варианта техпроцесса. Объем графической части раздела составляет два листа формата А1 и содержит следующие материалы: - чертеж детали; - чертеж заготовки; - иллюстрация техпроцесса (операционные эскизы). Технологическая документация должна содержать следующие документы: - маршрутную карту; - операционные карты (на все операции); - карты эскизов (на все операции).
3. Пояснительная записка
Назначение и конструкция детали
Раздел начинается с определения класса деталей, к которому относится заданная в проекте деталь (класс валов, полых цилиндров, зубчатых колес, корпусов, рычагов, вилок и т. п.). Далее дается описание работы и назначение узла в машине и детали в узле. При этом указываются основные и вспомогательные конструкторские базы, исполнительные поверхности. Здесь же анализируются допуски на размеры, форму и взаимное расположение поверхностей детали, указывается, почему к этим поверхностям предъявляются такие требования. При необходимости такой анализ сопровождается эскизами. В этом же разделе описывается вид термической обработки детали и цель ее проведения. Заканчивается раздел таблицами химического состава и механических свойств материала детали.
Анализ технологичности конструкции детали
Анализ технологичности является одним из важных этапов в разработке технологического процесса, обуславливает его основные технико-экономические показатели: металлоемкость, трудоемкость и себестоимость. Анализ технологичности проводится, как правило, в два этапа: качественный и количественный. детали типа валов признаются технологичными, если они отвечают следующим требованиям: – возможность максимального приближения формы и размеров заготовки к размерам и форме детали; – возможность вести обработку проходными резцами; – уменьшение диаметров поверхностей от середины к торцам вала или от одного торца к другому; – возможность замены закрытых шпоночных пазов открытыми; – жесткость вала обеспечивает достижение необходимой точности при обработке ( l: d < 10... 12). Зубчатые колеса признаются технологичными, если они имеют: – центральное отверстие простой формы; – простую конфигурацию наружного контура (наиболее технологичными являются зубчатые колеса простой формы без выступающих ступиц); – ступицы с одной стороны, что позволяет обрабатывать на зубофрезерных станках по две детали; – симметрично расположенную перемычку между венцом и ступицей, что уменьшает коробление детали при термообработке; – возможность штамповки фигурной перемычки между венцом и ступицей. Для всех классов деталей признаются нетехнологичными следующие элементы: – глубокие отверстия (l: d > 5); – отверстия, расположенные под углом к оси, плоскости и т. п.; – глухие отверстия с резьбой; – закрытые с одной или двух сторон пазы. Не являются нетехнологичными требования к точности размеров и формы поверхностей деталей и шероховатости, если они вытекают из служебного назначения детали и определяют ее конструкцию. Количественная оценка технологичности выполняется согласно ГОСТ 14.201-83. Заканчивается этот раздел выводами о технологичности конструкции детали.
Выбор типа производства по годовому выпуску и массе деталей
Таблица 3 Выбор серийности производства
Выбор заготовки
При выборе метода получения заготовки решающими факторами являются: форма детали, масса, материал, объем выпуска деталей. Окончательное решение о выборе метода принимается на основе технико-экономических расчетов. Характеристики основных методов получения заготовок приведены в прил. 2 и 3. Для выбора метода получения заготовки сравнивается ее стоимость по базовому варианту S1 и проектируемому S2. Стоимость заготовки по базовому варианту может быть взята из отчета по практике. При отсутствии сведений о методе получения заготовки по базовому варианту стоимость заготовки рассматривается по двум возможным методам ее получения и делается их сравнение. Стоимость заготовок из проката рассчитывается по формуле
где М – затраты на материал заготовки, руб.; Расчеты затрат на материалы и технологической себестоимости выполняются по формулам (3) и (4)
где В отходы включается не только разность между массой заготовки и детали (стружка), но и остаток прутка, образующийся из-за некратности длины заготовки длине прутка.
где Сп.з. – приведенные затраты на рабочем месте, руб./ч; tшт. (шт.-к.) – штучное или штучно-калькуляционное время выполнения заготовительной операции, мин. Примерные значения приведенных затрат Сп.з. даны в [1, 8]. Штучное или штучно-калькуляционное время tшт. (шт.-к.) рассчитывается по формуле
где Lрез – длина резания при разрезании проката на штучные заготовки (принимается равной диаметру проката Lрез = D) мм; у – величина врезания и перебега (при разрезании дисковой пилой у = 68 мм); Sм – минутная подача при разрезании (Sм = 50... 80 мм/мин); φ – коэффициент, показывающий долю вспомогательного времени в штучном (φ = 1, 84 для мелко- и среднесерийного производства; φ = 1, 5 для крупносерийного и массового производства). Расчет стоимости заготовок, полученных литьем или штамповкой, выполняется по формуле
где Сi - базовая стоимость 1 т заготовок, руб.; Q - масса заготовки, кг: Km – коэффициент, зависящий от класса точности; Kc – коэффициент, зависящий от степени сложности; Kb – коэффициент, зависящий от массы заготовки; Kм – коэффициент, зависящий от марки материала: Kп – коэффициент, зависящий от объема выпуска заготовок. Перед расчетом стоимости заготовки по формуле (6) вычерчивается ее эскиз, назначаются припуски (см. прил. 2, 3, ГОСТ 7505-89, 26645-85), устанавливаются размеры, по которым рассчитывается объем и масса заготовки Q. Для штампованных заготовок по ГОСТ 7505-89 устанавливаются: - группа материала – М; - класс точности – Т; - степень сложности – С; - исходный индекс. По исходному индексу в том же стандарте определяются припуски на обрабатываемые поверхности и предельные отклонения размеров заготовки (прил. 2). Параметры литых заготовок определяются по ГОСТ 26645-85. Заканчивается этот раздел расчетом экономической эффективности
где S1 и S2 – стоимость заготовки по базовому и проектируемому вариантам соответственно; N – годовой объем выпуска деталей.
Маршрутный техпроцесс
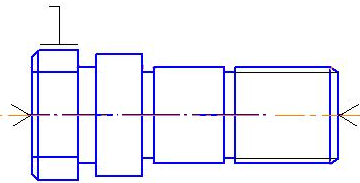
в разделе дается обоснование выбора черновых и чистовых технологических баз. особое внимание обращается на обеспечение принципов постоянства и совмещения баз. Если эти принципы не выдерживаются, то следует дать обоснование необходимости смены баз. маршрутный процесс оформляется в виде таблицы (табл. 4). Для обработки самой точной поверхности детали рассчитывается необходимое (достаточное) количество операций (переходов) по коэффициенту уточнения табл. П2.3]. Таблица 4 Маршрут изготовления оси (см. рис. 1)
окончание табл. 4
Неуказанные предельные отклонения размеров: валов h14, отверстий H14, остальных ±
Необходимое общее уточнение рассчитывается по формуле
где Tзаг. – допуск на изготовление заготовки (принимается по чертежу заготовки), мм; Тдет. – допуск на изготовление детали (принимается по чертежу детали), мм. С другой стороны, уточнение определяется как произведение уточнений, полученных при обработке поверхности на всех операциях (переходах) принятого техпроцесса
где ε i – величина уточнения, полученного на i - ой операции (переходе); п – количество принятых в техпроцессе операций (переходов) для обработки поверхности. Промежуточные значения рассчитываются по формулам
где Т1 – Т3, Тп – допуски размеров, полученные при обработке детали на первой, второй и т. д. операциях. Точность обработки поверхности по принятому маршруту будет обеспечена, если соблюдается условие
Значения допусков Т1 – Т3, Тп принимаются по таблицам справочника [2]. В качестве примера рассмотрим обработку поверхности вала. Исходные данные: размер детали – Необходимое общее уточнение рассчитываем по формуле (10)
Для обработки поверхности Ø 55k6 принимаем следующий маршрут : - черновое точение (точность обработки по 14 квалитету); - чистовое точение (точность обработки по 11 квалитету); - шлифование предварительное (точность обработки по 9 квалитету); - шлифование тонкое (точность обработки по 6 квалитету). Из справочника [2 или табл. П2.4] выписываем допуски на межоперационные размеры: Т1 = 0, 74 мм (квалитет точности IT14); T2 = 0, 13мм (квалитет точности IT11); T3 = 0, 052 мм (квалитет точности IT9). Тонкое шлифование, согласно той же таблице, может обеспечивать точность по шестому квалитету (IT6), по чертежу детали T4 = 0, 019 мм (IТ6). Рассчитываем промежуточное значение уточнений по формуле (10)
Полученное значение
Поверхности вала, мм
Таблица 7 Результаты расчета припусков на обработку и предельных размеров по технологическим переходам (рис. 4)
Расчет режимов резания
В ВКРИ подробно рассчитываются режимы резания на указанную (самую точную) поверхность по аналитическим формулам теории резания металлов, на остальные операции и поверхности – по нормативам. Расчет режимов резания с использованием аналитических формул выполняется по справочнику [3]. Для расчета режимов резания по нормативам используются справочники [4, 5]. Расчет режимов резания для всех операций начинается с описания исходных условий обработки, которые включают: - номер и наименование операции; - краткое содержание операции; - наименование и модель станка; - наименование режущего инструмента, его размеры, марка - режущей части Далее определяется глубина резания с учетом величины припуска и маршрутной технологии обработки поверхности (черновая, чистовая, окончательная и т. д.). При этом на чистовую и отделочную обработку оставляется, как правило, 20... 30 % общего припуска. Подача на оборот Sо (подача на зуб Sz при фрезеровании) выбирается в зависимости от глубины резания по справочникам. Справочные значения подачи корректируются и принимаются окончательно по паспортным данным станка выбранной модели. Такие данные имеются в учебном пособии [1] или рассчитываются [7]. Скорость резания Vр рассчитывается по формулам теории резания или определяется по нормативам. По рассчитанному значению скорости определяется расчетная частота вращения шпинделя
где D – диаметр детали или инструмента. рассчитанное значение частоты вращения корректируется по паспорту станка – принимается ближайшее меньшее действительное (nд), по которой определяется действительная скорость резания Vд.
В заключение (для черновой обработки) рассчитывается эффективная мощность резания Nс и сравнивается с мощностью главного привода станка Nст. с учетом его КПД. По всем остальным операциям режимы резания (в пояснительной запискерасчеты не приводятся), записываются в операционные карты. Расчет норм времени
Расчет норм времени выполняется для всех операций. В крупносерийном и массовом производстве рассчитывается норма штучного времени
где tо – основное время; tв – вспомогательное время; tобс.– время на обслуживание рабочего места; tотд. – время на отдых. В мелко- и среднесерийном производстве рассчитывается норма штучно-калькуляционного времени
где tп.з.– подготовительно-заключительное время; n – размер партии деталей. Основное время рассчитывается по формуле:
где L – длина резания (размер по чертежу), мм; у – величина врезания и перебега, мм; i – количество рабочих ходов (прил. 4). Вспомогательное время tв состоит из затрат времени на отдельные приемы
где tус.– время на установку и снятие детали; tз.о..– время на закрепление и открепление детали; tуп.– время на приемы управления станком; tиз. – время на измерение детали. Оперативное время рассчитывается по формуле
Время на обслуживание и отдых (tобс. и tотд.) в серийном производстве по отдельности не определяются. В нормативах дается сумма этих двух составляющих в процентах от оперативного времени tоп. (прил. 6). В массовом производстве время на отдых tотд. задается в процентах от оперативного времени [5]. Время на обслуживание tобс. в массовом и крупносерийном производстве слагается из времени на организационное обслуживание tорг. и времени на техническое обслуживание tтех.
Подготовительно-заключительное время состоит из: - времени на наладку станка и установку приспособления; - времени перемещений и поворотов рабочих органов станков; - времени на получение инструментов и приспособлений до начала и сдачи их после окончания обработки и др. Примеры расчета норм времени приведены в учебном пособии [1]. Расчеты норм времени по всем операциям сводятся в табл. 8 и записываются в операционные карты. Таблица 8 Сводная таблица норм времени, мин
Чертеж заготовки
Заготовки из проката в графической части не вычерчиваются. Их эскиз помещается в пояснительной записке в разделе «Выбор заготовки». При этом внутри заготовки тонкими линиями вычерчивается контур детали. Предельные отклонения на диаметр устанавливаются по ГОСТ 2590-88, а на длину – в зависимости от принятого способа разрезки прутка по табл. 78 [2]. Штампованные заготовки выполняются по ГОСТ 7505-89 и вычерчиваются отдельно от чертежа детали. Внутри заготовки тонкими сплошными линиями вычерчивается контур детали. Примеры выполнения поковок приведены в прил. 5, ГОСТ 7505-89. На чертеже поковки в технических требованиях указываются: - исходная твердость; - группа материала, класс точности, степень сложности, исходный индекс по ГОСТ 7505-89; - радиусы закруглений наружных и внутренних углов; - штамповочные уклоны; - допускаемая величина остаточного облоя; - допускаемое смещение по поверхности разъема штампа; - допускаемая величина высоты заусенца; - допускаемое отклонение от концентричности пробитого отверстия относительно внешнего контура поковки (для поковок с отверстием); - другие технические требования. Чертежи отливок выполняются в соответствии с ГОСТ 26645-85. Чертеж отливки может быть совмещен с чертежом детали. При этом основным изображением является чертеж детали. Он вычерчивается основными линиями, а припуски на механическую обработку показываются сплошными тонкими линиями. Штриховка припусков, попадающих в разрезы или сечения, показывается накрест лежащими линиями, расположенными под углом 90°. Направление одной из штриховок должно быть продолжением штриховки детали. Припуски, не попадающие в разрезы или сечения, не штрихуются. Отверстия, не получаемые в заготовке и изображенные на проекциях окружностями, перечеркиваются накрест лежащими линиями под углом 90°. на совмещенном чертеже детали и отливки припуски на механическую обработку допускается изображать красным цветом, направление штриховки припусков при этом должно являться продолжением штриховки детали (припуск штрихуется красным цветом). На совмещенном чертеже указываются размеры припусков. На совмещенном чертеже детали и отливки технические требования пишутся раздельно (первыми указываются технические требования для заготовки). В состав технических требований для заготовки входят: - исходная твердость; - радиусы закруглений, если не обозначены на чертеже; - литейные уклоны; - точность отливки по ГОСТ 26645-85; - масса отливки по ГОСТ 26645-85.
Чертеж детали
Чертеж детали должен соответствовать требованиям действующих стандартов ЕСКД. Технические требования в отредактированном виде записываются в следующей последовательности: - требования к материалу детали, заготовке и термической обработке; - требования к качеству поверхности детали, покрытию, отделке, краске и др.; - отклонения формы и взаимного расположения поверхностей детали, не имеющие условных обозначений: - условия и методы испытаний; - указания о маркировании и клеймении; - правила транспортирования и хранения; - особые условия эксплуатации; - ссылки на другие документы, содержащие технические требования к данному изделию, но не приведенные на чертеже (стандарты, технические условия, инструкции и т. п.). Заголовок «Технические требования» на чертеже не пишут. Неуказанные предельные отклонения размеров записывают в виде: Н14, h14, ±IТ14/2 или H14, h14, ± t2/2. Список Литературы
1. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения. - Минск: Вышэйш. школа, 1983. - 256 с. 2. Справочник технолога-машиностроителя: В 2-х т. Т. 1 / Под ред. A. M. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. М.: Машиностроение – 1, 2001. – 912 с. 3. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. A. M. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. – М.: Машиностроение-1, 2001. - 944 с. 4. Обработка металлов резанием: Справочник технолога. / А. А. Панов, В. В. Аникин, Н. Г. Бойм и др.; под общ. ред. А. А. Панова.– М.: Машиностроение 1988.– 736 с.: ил. 5. Общемашиностроительные нормативы вспомогательного времени на обслуживание рабочего места и подготовительно-заключительного для технического нормирования: серийное производство. – М.: Машиностроение, 1974. – 421 с. 6. Т. П. Глинникова, С. А. Волегов. изучение геометрии режущего инструмента и выбор режима резания (в 2-х частях). пособие по выполнению самостоятельных работ по дисциплине «технология конструкционных материалов» для студентов направления 150400 - «технологические машины и оборудование». Екатеринбург: Изд-во УГГГА, 2006. 7. Т. П. Глинникова, С. А. Волегов. Расчет припусков и межоперационных размеров. Учебное пособие по дисциплинам технологического цикла для студентов направления 551800- «Технологические машины и оборудование». Екатеринбург: Изд-во УГГУ 2006. – 50 с. 8. Т. П. Глинникова. Выбор заготовки. методические указания по выполнению лабораторных работ по дисциплине «Технология заготовительного производства» для студентов специальности 170100 – «Горные машины и оборудование» (ГМР) направления 651600 –«Технологические машины и оборудование». Екатеринбург: Изд-во УГГУ, 2005. – 29 с. 9. Проектирование технологических процессов в машиностроении: учебное пособие для вузов / И. П. Филонов, Г. Я. Беляев, Л. М. Кожуро и др.; под общ. ред. И. П. Филонова. - Минск: УП «Технопринт», 2003. – 910 с. 10. Т. П. Глинникова, С. А. Волегов. технологическая часть выпускной квалификационной работы бакалавра, инженера и курсового проекта: справочно-методическое пособие./ Т. П. Глинникова, С. А. Волегов – Екатеринбург: Изд-во УГГУ, 2008 – 54 с.
Приложения Приложение 1 Формулы для определения типа производства
Таблица П1.1. Приближенные формулы для определения основного технологического времени То∙ 10–3, мин.
Таблица П1.2. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1333; Нарушение авторского права страницы
 (2)
(2) – технологическая себестоимость правки, калибрования, разрезки, руб.
– технологическая себестоимость правки, калибрования, разрезки, руб. (3)
(3) – масса заготовки (рассчитывается через объем и плотность материала заготовки), кг; S – цена 1 кг материала заготовки, руб.; Q – масса детали, кг; Sотх.. – цена 1 кг отходов, руб.
– масса заготовки (рассчитывается через объем и плотность материала заготовки), кг; S – цена 1 кг материала заготовки, руб.; Q – масса детали, кг; Sотх.. – цена 1 кг отходов, руб. =
= 
 (4)
(4) =
=  (5)
(5) (6)
(6) (7)
(7) и Ø 25e8
и Ø 25e8  под шлифование, точить шейку Ø 35, канавки b = 3 и b = 6, фаски, отрезать деталь, выдерживая размер 81
под шлифование, точить шейку Ø 35, канавки b = 3 и b = 6, фаски, отрезать деталь, выдерживая размер 81




 окончательно
окончательно
 с подшлифовкой торца Ø 35/Ø 25е8, выдерживая размер 20H9(+0, 052) окончательно
с подшлифовкой торца Ø 35/Ø 25е8, выдерживая размер 20H9(+0, 052) окончательно
 .
. (8)
(8) (9)
(9) (10)
(10) (11)
(11) ; размер заготовки – Ø
; размер заготовки – Ø  . Допуск заготовки: Тзаг. = 1, 4 мм, допуск детали: Тдет. = 0, 019 мм.
. Допуск заготовки: Тзаг. = 1, 4 мм, допуск детали: Тдет. = 0, 019 мм.
 Определяем общее уточнение для принятого маршрута обработки по формуле (11)
Определяем общее уточнение для принятого маршрута обработки по формуле (11)
 показывает, что при принятом маршруте точность обработки поверхности Ø 55k6 обеспечивается, так как
показывает, что при принятом маршруте точность обработки поверхности Ø 55k6 обеспечивается, так как  <
<  (73, 68 < 72).
(73, 68 < 72).
 (22)
(22) (23)
(23) , (24)
, (24) (25)
(25) (26)
(26) (27)
(27) . (28)
. (28) . (29)
. (29)