
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение типа производства
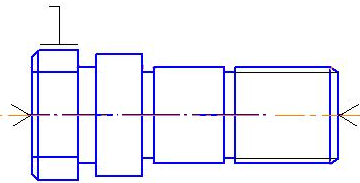
Тип производства характеризуется коэффициентом серийности Kс, который показывает число различных операций, закрепленных в среднем по цеху (участку) за каждым рабочим местом в течение месяца. пример расчета для оси (рис. 1) приведен ниже на стр. 8.
Рис. 1. Чертеж оси
Таблица 1
Пример расчета технологического времени То
Примечание: при расчете приближенного основного технологического времени мелкие элементы детали (фаски, галтели, канавки и т.п.) не учитываются.
Штучно-калькуляционное время Тшт.-к. = ∑ То1·φ k1 + ∑ То2·φ k2 + + ∑ То3·φ k3 = (7734, 07·2, 14 + 240·1, 84 + 159·2, 10) 10-3 = 17, 3 мин. Определяется средняя трудоемкость операций
где такт выпуска деталей
где Fд – действительный годовой фонд рабочего времени (при 254 рабочих днях в году при 8 часовой смене) час, m – количество смен в сутки, N – годовой объем выпуска деталей, шт. коэффициент серийности
По ГОСТ 3.1121-84 приняты следующие коэффициенты закрепления операций Kс: Kс ~ 1 … 2 – массовое; Kс ~ 2 … 10 – крупносерийное; Kс ~ 10 … 20 – среднесерийное; Kс > 20 – мелкосерийное. Для серийного производства рассчитывается размер партии деталей по формуле где а – количество дней запаса деталей на складе;. Рекомендуется принимать а = 3 дня для крупных деталей, а = 6 ÷ 12 дней – для средних деталей, а = 24 дня – для мелких деталей. Студенты выполняют ВКРИ по материалам производственной практики, имея базовый вариант технологического процесса. Поэтому для предварительного расчета коэффициента закрепления операций могут быть использованы нормы времени tшт. или tшт.-к., взятые из базового техпроцесса или рассчитанные по приближенным формулам (прил. 1). В исключительных случаях, при отсутствии базового техпроцесса, тип производства предварительно можно определить по годовому выпуску и массе деталей, пользуясь табл. 2 и 3. Таблица 2 Выбор типа производства по годовому выпуску и массе деталей
Таблица 3 Выбор серийности производства
Выбор заготовки
При выборе метода получения заготовки решающими факторами являются: форма детали, масса, материал, объем выпуска деталей. Окончательное решение о выборе метода принимается на основе технико-экономических расчетов. Характеристики основных методов получения заготовок приведены в прил. 2 и 3. Для выбора метода получения заготовки сравнивается ее стоимость по базовому варианту S1 и проектируемому S2. Стоимость заготовки по базовому варианту может быть взята из отчета по практике. При отсутствии сведений о методе получения заготовки по базовому варианту стоимость заготовки рассматривается по двум возможным методам ее получения и делается их сравнение. Стоимость заготовок из проката рассчитывается по формуле
где М – затраты на материал заготовки, руб.; Расчеты затрат на материалы и технологической себестоимости выполняются по формулам (3) и (4)
где В отходы включается не только разность между массой заготовки и детали (стружка), но и остаток прутка, образующийся из-за некратности длины заготовки длине прутка.
где Сп.з. – приведенные затраты на рабочем месте, руб./ч; tшт. (шт.-к.) – штучное или штучно-калькуляционное время выполнения заготовительной операции, мин. Примерные значения приведенных затрат Сп.з. даны в [1, 8]. Штучное или штучно-калькуляционное время tшт. (шт.-к.) рассчитывается по формуле
где Lрез – длина резания при разрезании проката на штучные заготовки (принимается равной диаметру проката Lрез = D) мм; у – величина врезания и перебега (при разрезании дисковой пилой у = 68 мм); Sм – минутная подача при разрезании (Sм = 50... 80 мм/мин); φ – коэффициент, показывающий долю вспомогательного времени в штучном (φ = 1, 84 для мелко- и среднесерийного производства; φ = 1, 5 для крупносерийного и массового производства). Расчет стоимости заготовок, полученных литьем или штамповкой, выполняется по формуле
где Сi - базовая стоимость 1 т заготовок, руб.; Q - масса заготовки, кг: Km – коэффициент, зависящий от класса точности; Kc – коэффициент, зависящий от степени сложности; Kb – коэффициент, зависящий от массы заготовки; Kм – коэффициент, зависящий от марки материала: Kп – коэффициент, зависящий от объема выпуска заготовок. Перед расчетом стоимости заготовки по формуле (6) вычерчивается ее эскиз, назначаются припуски (см. прил. 2, 3, ГОСТ 7505-89, 26645-85), устанавливаются размеры, по которым рассчитывается объем и масса заготовки Q. Для штампованных заготовок по ГОСТ 7505-89 устанавливаются: - группа материала – М; - класс точности – Т; - степень сложности – С; - исходный индекс. По исходному индексу в том же стандарте определяются припуски на обрабатываемые поверхности и предельные отклонения размеров заготовки (прил. 2). Параметры литых заготовок определяются по ГОСТ 26645-85. Заканчивается этот раздел расчетом экономической эффективности
где S1 и S2 – стоимость заготовки по базовому и проектируемому вариантам соответственно; N – годовой объем выпуска деталей.
Маршрутный техпроцесс
в разделе дается обоснование выбора черновых и чистовых технологических баз. особое внимание обращается на обеспечение принципов постоянства и совмещения баз. Если эти принципы не выдерживаются, то следует дать обоснование необходимости смены баз. маршрутный процесс оформляется в виде таблицы (табл. 4). Для обработки самой точной поверхности детали рассчитывается необходимое (достаточное) количество операций (переходов) по коэффициенту уточнения табл. П2.3]. Таблица 4 Маршрут изготовления оси (см. рис. 1)
окончание табл. 4
Неуказанные предельные отклонения размеров: валов h14, отверстий H14, остальных ±
Необходимое общее уточнение рассчитывается по формуле
где Tзаг. – допуск на изготовление заготовки (принимается по чертежу заготовки), мм; Тдет. – допуск на изготовление детали (принимается по чертежу детали), мм. С другой стороны, уточнение определяется как произведение уточнений, полученных при обработке поверхности на всех операциях (переходах) принятого техпроцесса
где ε i – величина уточнения, полученного на i - ой операции (переходе); п – количество принятых в техпроцессе операций (переходов) для обработки поверхности. Промежуточные значения рассчитываются по формулам
где Т1 – Т3, Тп – допуски размеров, полученные при обработке детали на первой, второй и т. д. операциях. Точность обработки поверхности по принятому маршруту будет обеспечена, если соблюдается условие
Значения допусков Т1 – Т3, Тп принимаются по таблицам справочника [2]. В качестве примера рассмотрим обработку поверхности вала. Исходные данные: размер детали – Необходимое общее уточнение рассчитываем по формуле (10)
Для обработки поверхности Ø 55k6 принимаем следующий маршрут : - черновое точение (точность обработки по 14 квалитету); - чистовое точение (точность обработки по 11 квалитету); - шлифование предварительное (точность обработки по 9 квалитету); - шлифование тонкое (точность обработки по 6 квалитету). Из справочника [2 или табл. П2.4] выписываем допуски на межоперационные размеры: Т1 = 0, 74 мм (квалитет точности IT14); T2 = 0, 13мм (квалитет точности IT11); T3 = 0, 052 мм (квалитет точности IT9). Тонкое шлифование, согласно той же таблице, может обеспечивать точность по шестому квалитету (IT6), по чертежу детали T4 = 0, 019 мм (IТ6). Рассчитываем промежуточное значение уточнений по формуле (10)
Полученное значение
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 4016; Нарушение авторского права страницы

 ,
,  – время на выполнение одной операции; Тo – основное технологическое время для каждой поверхности детали, определяемое по приближенным формулам (табл. П1.1); nоп – количество операций (определяется по количеству разного вида станков).
– время на выполнение одной операции; Тo – основное технологическое время для каждой поверхности детали, определяемое по приближенным формулам (табл. П1.1); nоп – количество операций (определяется по количеству разного вида станков). , мин,
, мин,  .
. (1)
(1) (2)
(2) – технологическая себестоимость правки, калибрования, разрезки, руб.
– технологическая себестоимость правки, калибрования, разрезки, руб. (3)
(3) – масса заготовки (рассчитывается через объем и плотность материала заготовки), кг; S – цена 1 кг материала заготовки, руб.; Q – масса детали, кг; Sотх.. – цена 1 кг отходов, руб.
– масса заготовки (рассчитывается через объем и плотность материала заготовки), кг; S – цена 1 кг материала заготовки, руб.; Q – масса детали, кг; Sотх.. – цена 1 кг отходов, руб. =
= 
 (4)
(4) =
=  (5)
(5) (6)
(6) (7)
(7) и Ø 25e8
и Ø 25e8  под шлифование, точить шейку Ø 35, канавки b = 3 и b = 6, фаски, отрезать деталь, выдерживая размер 81
под шлифование, точить шейку Ø 35, канавки b = 3 и b = 6, фаски, отрезать деталь, выдерживая размер 81




 окончательно
окончательно
 с подшлифовкой торца Ø 35/Ø 25е8, выдерживая размер 20H9(+0, 052) окончательно
с подшлифовкой торца Ø 35/Ø 25е8, выдерживая размер 20H9(+0, 052) окончательно
 .
. (8)
(8) (9)
(9) (10)
(10) (11)
(11) ; размер заготовки – Ø
; размер заготовки – Ø  . Допуск заготовки: Тзаг. = 1, 4 мм, допуск детали: Тдет. = 0, 019 мм.
. Допуск заготовки: Тзаг. = 1, 4 мм, допуск детали: Тдет. = 0, 019 мм.
 Определяем общее уточнение для принятого маршрута обработки по формуле (11)
Определяем общее уточнение для принятого маршрута обработки по формуле (11)
 показывает, что при принятом маршруте точность обработки поверхности Ø 55k6 обеспечивается, так как
показывает, что при принятом маршруте точность обработки поверхности Ø 55k6 обеспечивается, так как  <
<  (73, 68 < 72).
(73, 68 < 72).