
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Последовательность конструирования
К конструированию приспособления целесообразнее всего приступать, уточнив схему установки. Знания принятой схемы базирования в технологическом процессе, шероховатость и точность базовой поверхности способствуют определению размера и типа установочных элементов, их взаимное расположение и количество. Принятое решение должно иметь прямое отношение к требуемой точности обработки данной детали. По известным данным сил резания по технологическому процессу, можно установить места прилагаемых зажимом сил и определить их величину приняв к сведению данные по их расчету. Следуя регламентированному времени закрепления и открепления, типа приспособления, заготовки, точности заготовки и конфигурации, а также величины силы зажима, осуществляют выбор типа устройства для зажима и определяются с его основными размерами, устанавливают размер и тип деталей необходимых для контроля и направления расположения режущего инструмента. Проводят выявление необходимых вспомогательных устройств, выбирают их размеры и конструкции исходя из выполняемой операции, веса заготовки и необходимой для нее точности обработки. Общий вид приспособления разрабатывают, первым делом нанося контуры заготовки на лист. В случае если приспособление имеет сложную схему, следует на определенном расстоянии друг относительно друга вычертить пару проекций заготовки. Методом ведения разработки общего вида является последовательное нанесение вокруг контуров заготовки отдельных элементов приспособления. Первым делом ведется вычерчивание установочных деталей, затем зажимных устройств, вспомогательных устройств и деталей направляющих инструмент. Следующим этапом является определение корпусных контуров данного приспособления, которые являются объединяющими выше перечисленных элементов. Чертеж общего вида приспособления должен содержать технические условия для процесса сборки приспособлений. В которых нужно указать точность пригонки раздельных элементов приспособлений и сборки, необходимые регулировки приспособлений, отделки, маркировки и прочих условий эксплуатации и изготовления. Далее производится деталировка. Рабочие чертежи составляют обычно только на специальные детали. Обеспечение жесткости и точности приспособлений
Достаточно жесткое крепление конструируемого приспособления позволяет получить заданную точность обработки. Жесткость приспособления обеспечивается в главную очередь в той направленности, в которой действуют зажимающие и режущие силы. Для осуществления этих целей необходимо использовать конструкции приспособлений по возможности, имеющие малое количество стыков и устранять внецентренное приложение нагрузки. Предпочтительны в этом случае сварные или цельные конструкции деталей, а не желательными приходятся сборные конструкции. Для уменьшения контактных стыковых деформаций, которые работают на сжатие, необходимо улучшить класс чистоты сопряженных поверхностей, используя метод шабрения или шлифования. Предварительно сильно затянув соединяющие крепежные детали неподвижных стыков, можно значительно уменьшить их контактные деформации. Плоские стыки больше подвержены изгибу, чем кручению. В стыках, работающих на изгиб, рекомендуется неравномерное расположение болтов, перемещая их как можно дальше от нейтральной оси. В этом случае целесообразно сокращать поверхность прилегания деталей сопрягающихся в области нейтральной оси. Погрешность при изготовлении приспособлений не оказывает влияния на точность выполняемых размеров, получаемых обычным или мерным инструментом, а также на погрешность формы обрабатываемых поверхностей. При использовании одноместного приспособления обеспечение соответствующего заданного размера осуществляется путем настройки станка обработкой пробных деталей или по эталону. В случае многоместного приспособления имеются отклонения от этого правила. Из-за разного размера гнезд данного приспособления, обрабатываемые в нем заготовки, могут получиться разных размеров.
Описание приспособления и принцип его работы Кондуктор для крепления восстанавливаемой лапы (рис 3.1) представляет собой конструкцию, которая состоит из двух дисков, соответственно вращающегося 1 и стационарного 2. При этом на вращающемся диске приварена фиксирующая часть, которая состоит из опорной части 3; 5 и фиксаторов 6; 7 соответственно в нижней и верхней частях. Фиксирующая часть находится под углом 73 градусов. В стационарной части находится фиксатор поворота на 180 градусов. Монтаж кондуктора производится по средствам резьбового соединения. Принцип работы приспособления заключается в монтаже восстанавливаемой лапы на фиксирующую часть приспособления. При монтаже в первую очередь в приспособление укладывают компенсационные детали, а затем подготовленную лапу. Фиксация производится по средствам фиксаторов, при этом в верхней части производится зажим.
Расчет на прочность деталей Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 876; Нарушение авторского права страницы
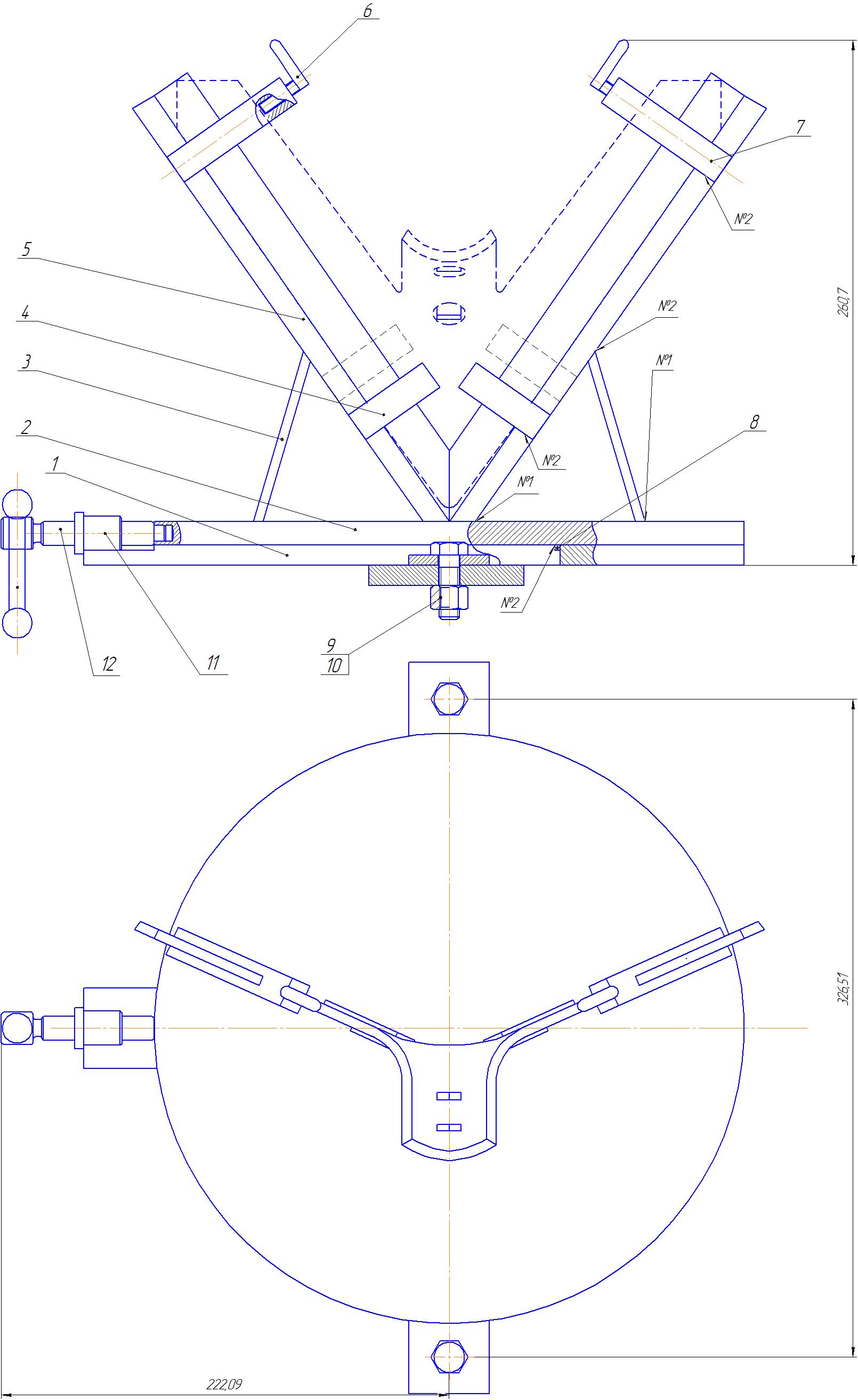 Рисунок 3.1 Приспособление для приварки
Рисунок 3.1 Приспособление для приварки