|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Правовые основы стандартизацииСтр 1 из 12Следующая ⇒
Правовые основы стандартизации
Правовые основы стандартизации в России установлены Законом Российской Федерации " О стандартизации". Положения Закона обязательны для выполнения всеми государственными органами управления, субъектами хозяйственной деятельности независимо от формы собственности, а также общественными объединениями. Закон определяет меры государственной защиты интересов потребителей и государства через требования, правила, нормы, вносимые в государственные стандарты при их разработке, и государственный контроль выполнения обязательных требований стандартов при их применении. Сущность стандартизации в РФ закон толкует как деятельность, направленную на определение норм, правил, требований, характеристик, которые должны обеспечивать безопасность продукции, работ и услуг, их техническую и информационную совместимость, взаимозаменяемость, качество продукции (услуг) в соответствии с достижениями научно-технического прогресса. Нормы и требования стандартов могут относиться также к безопасности хозяйственных объектов в чрезвычайных ситуациях (например, природные и техногенные катастрофы); к обороноспособности и мобилизационной готовности страны. Кроме данного закона, отношения в области стандартизации в России регулируются издаваемыми в соответствии с ним актами законодательства РФ, например, федеральным Законом " О внесении изменений и дополнений в законодательные акты Российской Федерации в связи с принятием законов РФ " О стандартизации", " Об обеспечении единства измерений", " О сертификации продукции и услуг" (1995г.); Постановлениями Правительства РФ, принятыми во исполнение Закона " О стандартизации", приказами Госстандарта РФ. Например, приказом Госстандарта РФ утвержден " Порядок проведения Госстандартом России Государственного контроля и надзора за соблюдением обязательных требований государственных стандартов, правил обязательной сертификации и за сертифицированной продукцией".
5. Международная организация по стандартизации (ИСО) Международная организация по стандартизации создана в 1946 г. двадцатью пятью национальными организациями по стандартизации. Фактически работа ее началась с 1947 г. СССР был одним из основателей организации, постоянным членом руководящих органов, дважды представитель Госстандарта избирался председателем организации. Россия стала членом ИСО как правопреемник распавшегося государства. При создании организации и выборе ее названия учитывалась необходимость того, чтобы аббревиатура наименования звучала одинаково на всех языках. Для этого было решено использовать греческое слово isos — равный. Вот почему на всех языках мира Международная организация по стандартизации имеет краткое название ISO (ИСО). Сфера деятельности ИСО касается стандартизации во всех областях, кроме электротехники и электроники, относящихся к Компетенции Международной электротехнической комиссии (МЭК). Некоторые виды работ выполняются совместными усилиями этих организаций. Кроме стандартизации ИСО занимается и проблемами сертификации. ИСО определяет свои задачи следующим образом: содействие развитию стандартизации и смежных видов деятельности в мире с целью обеспечения международного обмена товарами и услугами, а также развития сотрудничества в интеллектуальной, научно-технической и экономической областях. По состоянию на 1 января 1999 г. в работе ИСО участвует 178 стран. СССР был одним из основателей организации. Денежные фонды ИСО составляются из взносов стран-членов, от продажи стандартов и других изданий, пожертвований. Органами ИСО являются Генеральная ассамблея. Совет ИСО, комитеты Совета, технические комитеты и Центральный секретариат; высший орган ИСО – Генеральная ассамблея. Понятие о размерах, отклонениях, допусках и посадках
В машиностроении все детали условно подразделяют на две группы: 1. " валы " – наружные (охватываемые) элементы детали, номинальный размер вала принято обозначать d; 2. " отверстия " – внутренние (охватывающие) элементы детали, номинальный размер отверстия обозначают D. Термины " вал" и " отверстие" относят не только к цилиндрическим деталям круглого сечения, но и к элементам деталей любой другой формы. Количественно геометрические параметры деталей оценивают посредством размеров. Размер – это числовое значение линейной величины (диаметра, длины, высоты и т.п.) в выбранных единицах. В машиностроении размеры указываются в миллиметрах. Различают следующие размеры: Номинальный размер (D, d, l) – размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим. Номинальные размеры находят расчетом их на прочность и жесткость, а также исходя из совершенства геометрических форм и обеспечения технологичности конструкций изделий. Для сокращения числа типоразмеров заготовок и деталей, режущего и измерительного инструмента, штампов, приспособлений, а также для облегчения типизации технологических процессов значения размеров, полученные расчетом, следует округлять (как правило, в большую сторону) в соответствии со значениями ряда нормальных линейных размеров. Действительный размер — размер, установленный измерением с допускаемой погрешностью. Этот термин введен потому, что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом. Предельные размеры детали — два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший – наименьшим предельным размером. Принятые обозначения их Dmax и Dmin для отверстия, dmax и dmin – для вала. Сравнение действительного размера с предельными дает возможность судить о годности детали. Выбраковочный размер – размер, при достижении которого деталь изымается из работы. Выбраковочный размер обычно задается в стандартах через границу износа или предел износа. Отклонением называется алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером. Отклонения – это вектора, которые показывают насколько предельный размер отличается от номинального. Отклонения всегда задаются со знаком " +" или " –". Действительное отклонение — алгебраическая разность между действительным и номинальным размерами. Предельное отклонение — алгебраическая разность между предельным и номинальным размерами. Одно из двух предельных отклонений называется верхним, а другое — нижним. Обозначения отклонений, их определения и формулы приведены в табл. 8.1. Верхнее и нижнее отклонения могут быть положительными (расположены выше номинального размера или нулевой линии), отрицательными (расположены под нулевой линией), и равными нулю (совпадают с номинальным размером – нулевой линией). Таблица 7.1. Предельные отклонения
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок (ГОСТ 25346–82). Если нулевая. линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз. Отклонение, ближайшее к нулевой линии – основное отклонение. Допуском (TD, Td) называют разность между наибольшим и наименьшим допускаемыми значениями того или иного параметра. Допуск размера – разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями: TD = Dmax – Dmin; (7.1.) (Td = dmax – dmin); или TD = ES – EI; (7.2.) (Td = es – ei). Допуск всегда положителен. Физический смысл допуска – это слой материала, который надо снять при переходе от одного предельного размера к другому. Допуск является мерой точности изготовления детали. Чем меньше допуск, тем труднее обрабатывать деталь, так как повышаются требования к точности станка, инструмента, приспособлений, квалификации рабочего. Неоправданно большие допуски снижают надежность и качество работы изделия. Зону (поле), ограниченную верхним и нижним отклонениями, называют полем допуска. Оно определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Поле допуска вала
Рис.7.1. Верхнее и нижнее отклонения могут быть положительными (расположены выше номинального размера или нулевой линии), отрицательными (расположены под нулевой линией), и равными нулю (совпадают с номинальным размером – нулевой линией). Поле допуска отверстия
Рис.7.2. При нанесении размеров с верхним и нижним отклонениями на чертежах следует соблюдать определенные правила: · верхнее или нижнее отклонения, равные нулю, не указывают, например 10+0, 015 (EI = 0) и 10–0, 015 (es = 0); · в случае симметричного расположения поля допуска относительно нулевой линии, т. е. когда верхнее отклонение равно по абсолютной величине нижнему отклонению, но противоположно по знаку, их значения указывают после знака ± цифрами, равными по высоте цифрам номинального размера, например 10±0, 007. · верхнее и нижнее отклонения записывают в две строчки, причем верхнее отклонение располагают над нижним, высота цифр отклонений примерно вдвое меньше цифр номинального размера, например Æ 75 · количество знаков в верхнем и нижнем отклонениях выравнивают; при необходимости для сохранения одинакового числа знаков справа дописывают нули, например, 50 Характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов, называется посадкой. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению. Различают посадки трех типов: с зазором, с натягом и переходные. Зазор S — разность размеров отверстия и вала до сборки, если размер отверстия больше размера вала (рис.8.3., а). Посадка с зазором — посадка, при которой обеспечивается зазор в соединении и поле допуска отверстия расположено над полем допуска вала (рис.8.3., б).Эту посадку характеризуют наименьший Smin и наибольший Smax зазоры. Вставка мсс 2 часть Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. В настоящее время большинство стран мира применяют системы допусков и посадок ИСО. Предусмотрены посадки в системе отверстия (СА) и в системе вала (СВ). Посадки в системе отверстия – посадки в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис.1.8.4., а). Основное отверстие – отверстие, нижнее отклонение которого равно нулю (EI = 0). Посадки в системе вала – посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис.8.4., б). Основной вал – вал, верхнее отклонение которого равно нулю (es = 0). Системы образования посадок
Рис.8.4. Предпочтительной является система отверстия, т.к. сокращается номенклатура режущего и измерительного инструмента. Но есть типовые случаи применения системы вала: · посадка нескольких шкивов с разной степенью подвижности на общем валу; · соединение вилки с тягой; · соединение штифтом; · посадка наружного кольца подшипника качения в корпус. Для образования полей допусков в ЕСПД в каждом интервале номинальных размеров установлено 28 основных отклонений полей допусков валов и отверстий (рис.8.5.). Основные отклонения обозначают одной, а в отдельных случаях двумя (для сопряжений точного машиностроения) буквами латинского алфавита: прописными (А, В, С и т. д.) – для отверстий и строчными (a, b, c и т.д.) – для валов. Основное отверстие в системе отверстия обозначается буквой Н ( нижнее отклонение отверстия равно нулю), а основной вал в системе вала – h ( верхнее отклонение вала равно нулю). Для отклонений отверстий (валов), обозначенных буквами Js (js), поле допуска располагается строго симметрично относительно нулевой линии, и предельные отклонения равны по значению и противоположны по знаку. Основные отклонения
Рис.8.5. Для удовлетворения требований в отношении отдельных деталей и их посадок для каждого номинального размера предусмотрены гаммы допусков и основных отклонений, характеризующих положение этих допусков относительно нулевой линии. Допуск, величина которого зависит от номинального размера, обозначается цифрами (квалитет). Квалитеты(степени точности) — ступени градации значений допусков системы. Для гладких соединений ГОСТ 25346—82 устанавливает 19 квалитетов, которым присвоены номера (в порядке понижения точности) от 01 до 17 (Рис.18.5). Стандартный допуск того или иного квалитета обозначается сочетанием букв IT (от англ. Interneishenl tolerance — международный допуск) с номером квалитета, например, IT01, IT5, IT14 и т.д. Табличные, значения допусков IT01... IT4 включительно подсчитаны по индивидуальным для каждого квалитета зависимостям, а для IT5... IT 17 — по зависимости T = i · a, где: i - единица допуска в мкм, определяемая по формуле
где: D - средний размер из интервала в мм. Стандарт допускает вводить квалитеты IT18 и даже IT19. ГОСТ 25346—82 диапазон размеров до 10 000 мм разбит на 26 интервалов таким образом, чтобы табличный допуск, подсчитанный по среднему размеру интервала, отличался от допусков для крайних размеров интервала не более чем на 5... 8 %. Если такое отличие неприемлемо (например, для посадок с натягом), основные интервалы в соответствующем месте стандарта дополнительно подразделяют на так называемые промежуточные интервалы. Положение поля допуска относительно нулевой линии, зависящее от номинального размера, обозначается буквой латинского алфавита (или в некоторых случаях двумя буквами) — прописной для отверстий и строчной для валов Таким образом, размер, для которого указывается поле допуска, обозначается числом, за которым следует условное обозначение, состоящее из буквы (иногда из двух букв) и цифры (или двух цифр). Примеры: 40 g6, 40 Н7, 40 Н11. В обозначение посадки входит номинальный размер, общий для обоих соединяемых элементов (отверстия и вала), за которым следуют обозначения полей допусков для каждого элемента, начиная с отверстия. Пример: 40 H7/g6 (или 40 H7—g6, или
калибры машиностроение пластмассы меры
точная механика
значение допуска увеличивается, точность изготовления уменьшается
* Квалитеты применяются для пластмасс и в деревообработке. Рис. 8.6. Применение квалитетов точности.
В числителе (или на первом месте) всегда указывают поле допуска отверстия, в знаменателе (на втором месте) — поле допуска вала. В силу традиций и удобства в случаях Комбинированных или чисто числовых обозначений, составляющих посадку полей допусков, второй способ считают основным. Первый вариант более удобен для воспроизведения в машинописных и типографских текстах, при ограниченном расстоянии на чертеже между размерными стрелками и т. п. На размерных линиях чертежа посадки проставляются одним из указанных ниже вариантов:
Рис. 8.7 Варианты простановки размеров.
При проектировании встречаются случаи, когда приходится назначать так называемые внесистемные посадки, образуемые сочетанием неосновных полей допусков. Например, посадка 50JS6/g5 образована соединением отверстия из системы вала с валом из системы отверстия. Во все 19 квалитетов включены только поля допусков основной детали, h и поля jS, с симметричными (±IТ/2) отклонениями, что отмечает индекс s. Большинство из них не предназначено для образования посадок. Аналогичная картина для отверстий в системе вала, где имеются поля Н и J, всех квалитетов: тот же характер распределения посадок с зазором или натягом, но несколько меньшее число отобранных полей в связи с меньшей применяемостью системы вала.
Пример построения схем полей допусков и посадок
Дано: Ø 38D11/h11 1. Характеристика посадки: Сопряжение номинальным диаметром 38 мм, выполнено в системе вала. Вал и отверстие выполнены в одном квалитете точности, по степени подвижности - посадка с зазором. 2. По ГОСТ 25347-82 определяем предельные отклонения отверстия и вала (мкм): ES = +240 es = 0 EI = +80 ei = -160 3. Строим схему полей допусков посадки Ø 38D11/h11 (Рис.18.8) 4. Делаем проверку по величине допуска посадки. TDd - допуск посадки; TDd = TD + Td; Ts - допуск зазора; Ts = Smax - Smin; TDd = Ts; TDd = 160 + 160 = 320 Ts = 400 – 80 = 320 320 = 320. 5. Даем пример применения посадки. Для этого выполняем эскизы соединения и деталей соединения отдельно и приводим сведения о применяемости данной посадки [ ].
Схема полей допусков для сопряжения
+
Рис. 8.8 Цилиндрических соединений
Годность деталей с допуском от IT6 до IT17, особенно при массовом и крупносерийном производствах, наиболее часто проверяют предельными калибрами. Калибры занимают промежуточное положение между мерами и приборами. Они позволяют быстро разделить детали на годные, исправимый и неисправимый брак, но не дают цифрового значения измеряемой величины. Деталь считают годной, если проходной калибр под действием собственного веса или усилия, примерно равного ему, проходит, а непроходной калибр не проходит по контролируемой поверхности детали. В этом случае действительный размер детали находится между заданными предельными размерами. Если проходной калибр не проходит, деталь является исправимым браком; если непроходной калибр проходит, деталь является неисправимым браком, так как размер такого вала меньше наименьшего допускаемого предельного размера детали, а размер такого отверстия – больше наибольшего допускаемого предельного размера. Калибры классифицируются: 1) по применению; 2) по назначению; 3) по конструкции. 1. По применению калибры делятся: 1.1. Пробки и скобы. Пробки служат для контроля отверстий; скобы – для контроля валов. 1.2. Пробки и скобы делятся на проходные (ПР) и непроходные (НЕ). Проходные калибры предназначены для контроля годных деталей и исправимого брака. Непроходные – для контроля неисправимого брака. Калибр-пробка ПР отличается от калибра-пробки НЕ значительно большей высотой цилиндра. Проходные пробки изготовляются по наименьшему размеру проверяемого отверстия (Dmin), непроходные пробки изготовляются по наибольшему размеру проверяемого отверстия (Dmax). Проходные скобы изготовляются по наибольшему размеру проверяемого вала (dmax), непроходные скобы изготовляются по наименьшему размеру проверяемого вала (dmin). Для проходных калибров задаются допуски на изготовление и на износ, для непроходных – только допуск на изготовление. 1.3. Калибры изготовляются предельные и нормальные (шаблоны). 2. По назначению калибры делятся: 2.1. Рабочие проходные и непроходные (Р–ПР и Р–НЕ). Рабочие калибры предназначены для контроля изделий в процессе их изготовления. Этими калибрами пользуются рабочие, контролеры ОТК и приемщики (представители заказчика). 2.2. Контрольные проходные, непроходные и контрольные износа проходных калибров (К–ПР, К–НЕ, К–И). Они служат для контроля рабочих калибров- скоб 9-го и более грубых квалитетов точности и выпускаются в виде пробок, пластин или плиток. 2.3. Установочные калибры (У–ПР, У–НЕ) служат для установки заданного размера регулируемых калибров - скоб и выпускаются также в виде пластин, плиток или пробок. 3. По конструкции калибры - пробки классифицируются: 3.1. пробки двухсторонние (изготовляются из одного прутка материала); 3.2. пробки – вставки; 3.3. пробки с неполными вставками; 3.4. пробки с насадками; 3.5. пробки листовые штампованные; 3.6. нутромеры сферические. Размеры и конструкция калибров - пробок даны в сборниках стандартов (ГОСТ 14807 - 69 ¸ ГОСТ 14827 - 69). Выбирается конструкция калибров - пробок в зависимости от номинального диаметра проверяемого отверстия. Калибры - скобы классифицируются: 3.7. скобы составные двухсторонние; 3.8. скобы листовые двухсторонние; 3.9. скобы листовые штампованные односторонние; 3.10. скобы листовые штампованные со сменными губками; 3.11. скобы регулируемые; 3.12. скобы листовые с пластинкамииз твердого сплава. Конструкция калибров - скоб выбирается также в зависимости от номинального диаметра проверяемого вала по сборникам стандартов (ГОСТ 18358-73 ¸ ГОСТ 18369-73). Скобы и пробки, оснащенные твердым сплавом, выбираются по ГОСТ 16775-71 ¸ ГОСТ 16780-71. Маркировка калибров. На калибры гладкие наносят знаки, которыми обозначают параметры контролируемых деталей, номинальный размер, обозначения поля допуска и предельные отклонения контролируемого элемента детали, а также условные обозначения калибров. Маркировку наносят как на ручки, так и на сами калибры. Например, на калибры для контроля деталей, соединяемых с посадкой для контроля отверстия: на калибре-пробке ПР — «50Н8ПР», на калибре-пробке НЕ – «50Н8НЕ»; на ручке: со стороны пробки ПР–«0» и «ПР», в середине ручки – «50Н8», со стороны пробки НЕ — «НЕ» и «+0, 039» (рис.9.1., а); для контроля вала: на калибре-скобе – около проходной стороны «ПР» и «0», около непроходной стороны – «НЕ» и «–0, 039» (рис.9.1., б). Основными размерами дляизготовления калибров являются исполнительные размеры калибров. Исполнительным размером называется размер, учитывающий значения обоих предельных размеров калибра, значение допуска на изготовление и направление допуска. Расчет исполнительных размеров и построение схем полей допусков калибров регламентирован ГОСТ 24853 - 81. Технические требования на изготовление гладких калибров регламентированы ГОСТ 2015 - 84.
Рис.9.1. Допуски калибров. ГОСТ 24853—81 на гладкие калибры устанавливает следующие допуски на изготовление: Н — рабочих калибров (пробок) для отверстий, Н1 — калибров (скоб) для валов. Положение допуска калибра ПР определяют координаты Z и Z1. На рис.9.2. представлены схемы расположения полей допусков калибров: а) – для отверстий D£ 180 мм; б) – для отверстий D> 180мм; в) – для валов d £ 180 мм; г) – для валов d > 180мм. Так как в процессе работы непроходной калибр почти не изнашивается, поле допуска на обработку непроходного калибра расположено симметрично относительно его номинального размера, что дает наибольшую вероятность получения размера, близкого к номинальному (при вероятностном законе распределения). Проходной калибр с трением проходит по поверхности всех годных деталей, поэтому износ калибра значителен, и его необходимо учитывать. Исходя из этого для проходных калибров кроме допуска на изготовление, предусматривается допуск на износ. Чтобы выход размеров деталей за пределы поля допуска изделия не был большим, поле допуска на обработку проходного калибра сдвигают на величину Z для отверстия или Z1 для вала внутрь поля допуска изделия, а допуск на износ ограничивают величиной Y или Y1, определяющей границу износа. При достижении калибром ПР границы износа Y или Y1, он должен изыматься из применения. Для калибров 9–17-го квалитетов номинальных размеров до 180 мм граница износа совпадает с номинальным размером, поэтому Y =Y1= 0. Погрешности микрогеометрии На обработанной поверхности детали всегда остаются следы воздействия на нее в виде мелких выступов и впадин, или, как их называют иначе, микронеровностей. Совокупность микронеровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины называют шероховатостью поверхности. Базовая длина l - длина базовой линии, используемой для выделения неровностей, характеризующих шероховатость поверхности. Базовая линия (поверхность) - линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности. Шероховатость является следствием пластической деформации поверхностного слоя детали, возникающей вследствие образования стружки, копирования неровностей режущих кромок инструмента и трения его о деталь, вырывания с поверхности частиц материала и других причин. Числовые значения шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля т, т. е. базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально. Систему отсчета шероховатости от средней линии профиля называют системой средней линии. Если для определения шероховатости выбран участок поверхности длиной l, другие неровности (например, волнистость), имеющие шаг больше l, не учитывают. Для надежной оценки шероховатости с учетом рассеяния показаний прибора и возможной неоднородности строения неровностей измерения следует повторять несколько раз в разных местах поверхности и за результат изменения принимать среднее арифметическое результатов измерения на нескольких длинах оценки. Длина оценки L - длина, на которой оценивают шероховатость. Она может содержать одну или несколько базовых длин l. Числовые значения базовой длины выбирают из ряда: 0, 01; 0, 03; 0, 08; 0, 25; 0, 80; 2, 5; 8; 25 мм. Согласно ГОСТ 2789-73, шероховатость поверхности изделий независимо от материала и способа изготовления можно оценивать количественно одним или несколькими параметрами:
Погрешности макрогеометрии Отклонения поверхностей деталей возникают в процессе обработки заготовок из-за неточности и деформации станка, неточности и износа режущего инструмента, неточности зажимных устройств, деформации заготовок во время обработки, неравномерности величины припуска на обработку, неодинаковой по длине и диаметру твердости заготовки и т. д. Отклонения формы и расположения поверхностей искажают посадку соединения, снижают точность изделия и надежность его работы, повышают трудоемкость сборки. Поэтому все отклонения формы и расположения поверхностей должны быть ограничены допусками. Отклонения формы и расположения поверхностей принято обозначать D, а допуски - Т. Участок l (L) поверхности или линий, к которому относится отклонение или допуск, называется нормированным. Термины и определения, относящиеся к основным видам отклонений и допусков формы и расположения, установлены ГОСТ 24642-81. Номинальная поверхность - это идеальная поверхность, номинальная форма которой задана чертежом или другой технической документацией. Реальная поверхность - это поверхность, полученная после изготовления детали. Отклонение формы поверхности - это отклонение реальной формы поверхности, полученное при обработке, от номинальной формы поверхности. Профиль поверхности - это линия пересечения поверхности с плоскостью, перпендикулярной ей. Очевидно, что профиль может быть номинальным (в сечении номинальной поверхности) и реальным (в сечении реальной поверхности). Допуск формы поверхности - это наибольшее допускаемое значение отклонения формы. Отклонение профиля поверхности - это отклонение реального профиля от номинального. Прилегающая поверхность - это поверхность, имеющая форму номинальной поверхности и соприкасающаяся с реальной поверхностью. Частным случаем прилегающей поверхности является прилегающий цилиндр. Для вала прилегающий цилиндр - это цилиндр минимального диаметра, описанный вокруг реальной обработанной наружной цилиндрической поверхности. Для отверстия прилегающий цилиндр - это цилиндр наибольшего диаметра, вписанный в реальную обработанную внутреннюю цилиндрическую поверхность. Различают два вида требований к форме поверхности:
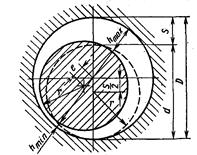
Таблица 10.3. Схема положения цапфы вала
Рис.11.1.1. Из гидродинамической теории смазки известно, что соотношение между величинами h и S в подшипниках конечной длины выражается зависимостью:
где h - толщина масляного слоя в месте наибольшего сближения поверхностей вала и подшипника в рабочем состоянии, м; S - зазор между валом и подшипником в состоянии покоя, м; d - номинальный диаметр соединения, м; l - длина подшипника, м; w - угловая скорость, рад/с; h - абсолютная вязкость смазочного масла при рабочей температуре, Па× с; q - среднее удельное давление в подшипнике (в Па), определяемое через нагрузку R (в H) на цапфу из выражения:
Известно также, что если при установившемся движении h = 0, 25S, то коэффициент трения получается наименьшим, следовательно, и тепловой режим работы подшипника будет наилучшим. Подставив это значение h в формулу, найдем значение наивыгоднейшего зазора (в м)
При расчете и выборе подвижных посадок необходимо учитывать, что в процессе работы происходит износ поверхностей вала и отверстия, в результате чего зазор увеличивается. Целесообразно первоначальный зазор уменьшить на сумму высот шероховатостей вала и отверстия, что обеспечит больший технический ресурс сопряжения. Расчетный зазор, по которому следует выбирать посадку, можно определить из выражения:
где RzA и RzB - высоты неровностей отверстия и вала, мкм. Чтобы большая часть сопряжении при сборке имела зазор, близкий к расчетному, при выборе стандартной посадки необходимо выдержать условие: Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 501; Нарушение авторского права страницы

 ;
;  .
. 





 A B C D E F G
a b c d e f g
посадки с зазором
A B C D E F G
a b c d e f g
посадки с зазором





 ).
). 01,
01,












 , наносят маркировку:
, наносят маркировку: 
 б)
б)