
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация сварных соединений и швовСтр 1 из 25Следующая ⇒
Термины и определения основных понятий в области сварки устанавливает ГОСТ 2601-84 (в ред. 1992 г.). Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе. Сварное соединение - неразъемное соединение, выполненное сваркой. Сварное соединение (рис. 1.1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.
Рис. 1.1. Сварное соединение Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Металл шва - сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом. Основной металл - металл подвергающихся сварке соединяемых частей. Зона сплавления - зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла. Зона термического влияния - участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
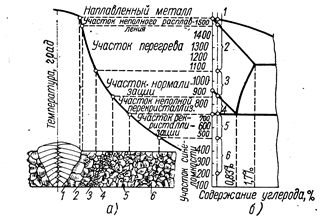
Рис.5.Зона термического влияния сварного соединения Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения. Стыковое соединение - сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 1.2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис. 1.2, б).
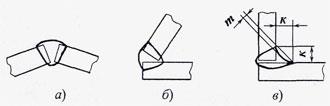
Рис. 1.2. Стыковые соединения Угловое соединение - сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 1.3).
Рис. 1.3. Угловые соединения Тавровое соединение - сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 1.4).
Рис. 1.4. Тавровые соединения Нахлесточное соединение - сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 1.5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов). Торцовое соединение - сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 1.5, е).
Рис. 1.5. Нахлесточные (а, б) и торцовое соединения (в) Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок. По типу сварные швы делят на стыковые, угловые и прорезные. Стыковой шов - сварной шов стыкового соединения. Угловой шов - сварной шов углового, нахлестанного или таврового соединений. Прорезной шов (рис. 1.6) получается в результате полного проплавления верхнего, а иногда и последующих листов, и частичного проплавления нижнего листа (детали). Частным случаем прорезного шва является точечный или пробочный шов (электрозаклепка - при дуговой сварке) (рис. 1.6, г). Прорезные швы при приварке толстого листа (рис. 1.6, д) могут выполняться по заранее выполненным отверстиям в верхнем листе (при точечном шве) или прорези (при непрерывном шве). Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Рис. 1.6. Прорезные швы Ширина шва е - расстояние между видимыми линиями сплавления сварного шва (см. рис. 1.2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 1.2, а; 1.4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 1.2, в; 1.3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва - часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 1.2, б; 1.4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 1.2, а). Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 1.3, в; 1.4, а). Катет задается в качестве параметра режима, который нужно выдерживать при сварке. Толщина углового шва а - наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла (см. рис. 1.4, а). Для оценки прочности сварного соединения используют расчетную высоту углового шва - р (см. рис. 1.4, а). Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу (см. рис. 1.3, в). По протяженности сварные швы подразделяют на непрерывные и прерывистые. Стыковые сварные швы, как правило, выполняют непрерывными. Угловые швы могут быть непрерывными (рис. 1.7, а) и прерывистыми (рис. 1.7, б), с шахматным (рис. 1.7, в) и цепным (рис. 1.7, г) расположением отрезков шва. Угловые швы могут быть выполнены и точечными швами (рис. 1.7, б, д).
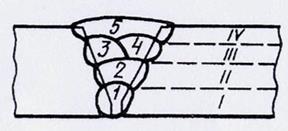
Рис. 1.7. Угловые швы тавровых соединений По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении. Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва (I—IV на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков (1-5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва. Валик - металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
Рис. 1.8. Многослойный шов По пространственному положению с учетом требований международных стандартов различают следующие сварные швы: горизонтальные (на вертикальной плоскости), вертикальные, потолочные и швы, сваренные в нижнем положении (рис. 1.9, 1.10). На рисунках даны русские и в скобках международные обозначения. Схемы сварки, стыков труб с горизонтальной, вертикальной или наклоненной осью показаны на рис. 1.10.
Рис. 1.9. Положение шва при сварке стыковых (а) и тавровых (б) соединений листов:
Рис. 1.10. Положение шва при сварке стыковых (а) и угловых (б) соединений труб:
Вспомогательные знаки для обозначения сварных швов
Подготовка заготовок к сварке Основные типы, конструктивные элементы и размеры для ручной дуговой сварки, в защитном газе и при автоматической сварке под слоем флюса предусмотрены государственными стандартами ГОСТ 5264-80, ГОСТ 14771-76 и ГОСТ 8713-79. Независимо от способа перед сваркой торцы кромок заготовок и прилегающие к ним участки шириной 15 - 20 мм от края очищают от грязи, ржавчины, масел, бетона, раствора и других загрязнений. Очистку кромок можно производить различными растворителями, газокислородным пламенем, кислотами, механическим путем - металлическими щетками, напильниками, абразивными кругами и т.д. В тех случая, когда нельзя обеспечить глубину проплавления по всему сечению шва (большая толщина свариваемых изделий, малая мощность источника тепла, затруднения формирования шва из-за большого объема сварочной ванны, необходимость уменьшения доли основного металла в шве и т.п.), производят специальную разделку кромок. Разделка заключается в скосе кромок для того, чтобы " опустить" сварочную ванну вниз для обеспечения провара корня шва. При этом на кромках оставляют притупление для предотвращения прожогов. При сборке свариваемых изделий между кромками обязательно оставляют зазор, необходимый для приближения источника тепла к притуплению, а также для уменьшения деформаций и напряжений при сварке. Исключение составляет нахлесточные соединение, где наличие зазора нежелательно, так как ухудшаются условия работы всей конструкции. Рис.2 Виды подготовки кромок под сварку
Выбор формы подготовки кромок зависит от способа сварки, имеющегося сварочного оборудования и конкретных условий, при которых будет обеспечено необходимое качество шва при минимальном сечении разделки (ГОСТ 52640-69). Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1622; Нарушение авторского права страницы














 Различные виды подготовки кромок под сварку представлены на рис.2.
Различные виды подготовки кромок под сварку представлены на рис.2.