|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение оптимального количества единиц вспомогательного оборудования ⇐ ПредыдущаяСтр 5 из 5
Для того чтобы найти оптимальное количество единиц вспомогательного оборудования необходимо рассмотреть несколько альтернативных вариантов.В данной производственной системе использовалось пять единиц оборудования на вспомогательном участке, но расчетно-аналитический метод показал, что необходимое количество единиц оборудования является - шесть. В состав эксперимента будет включен вариант при шести единицах оборудования. Если же при таком количестве оборудования коэффициент структурной согласованности элементов системы увеличится, то необходимо рассмотреть вариант при семи единицах вспомогательного оборудования, в случае снижения – то при четырех. Для построения график ремонтов оборудования при шести единицах оборудования на вспомогательном участке необходимо рассчитать суммарную продолжительность ремонтов оборудования, подлежащих согласованию:
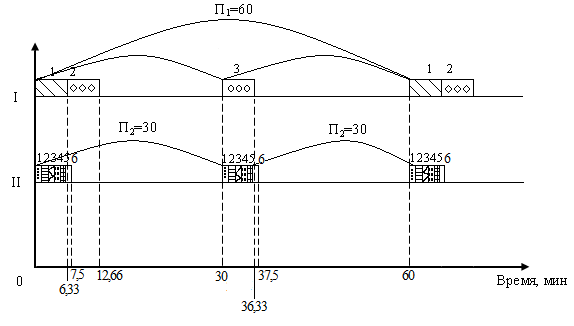
Ни периодичность ремонтов, ни продолжительность ремонтов за год не изменятся. На рисунке 6 показан график ремонтов оборудования, но не при 100 % согласованности, так как при данном количестве оборудования достигнуть максимальной согласованности невозможно. Продолжительность согласованных ремонтов:
При этом ремонты оборудования в первой фазе организованы по рассредоточенному, а во второй фазе по непрерывно-последовательному графику.
Рисунок 6 – График ремонтов оборудования в системе Состав и продолжительность ситуаций, связанных с наличием или отсутствием ремонтов оборудования за год, представлены на рисунке 7.
Рисунок 7 – Состав и продолжительность ситуаций, связанных с наличием или отсутствием ремонтов оборудования за год Далее, рассчитаем производственную мощность системы на основе структурно-динамического анализа. При производстве продукции А:
При производстве продукции В:
При производстве продукции С:
Рассчитаем максимально возможный объем производства системы за время ее нахождения в каждой ситуации при производстве каждого вида продукции: Для продукции А:
Для продукции В:
Для продукции С:
Рассчитаем производственную мощность системы при производстве каждого вида продукции:
Определим производственную мощность системы в среднем по всему ассортименту выпускаемой продукции:
Таким образом, исходя из полученных данных, производственная мощность системы, рассчитанная на основе структурно-динамического анализа, составляет 3039984, 50 т/год. Результаты, полученный на основе структурно-динамического анализа, не должны совпасть с результатами, полученными на основе структурно-статического анализа, так как узкое место по ситуациям непостоянно, то есть узкое место изменяется. Проверим это утверждение. Результаты расчетов производственной мощности на основе структурно-статического анализа сведены в таблицу 7. Таблица 7 – Расчет производственной мощности на основе ССА
Таким образом, расчет производственной мощности системы (ПМс) при жесткой связи будет рассчитан:
При расчете производственной мощности системы при гибкой связи необходимо рассчитать производственные мощности каждой фазы:
Производственная мощность первой фазы:
Производственная мощность второй фазы:
Таким образом, производственная мощность системы определится, как минимальное значение из производственной мощности фаз: ПМс = min {3041639, 1; 4254058, 65}=3041639, 01 (т/год) Из расчетов видно, что утверждение подтвердилось и производственная мощность системы, рассчитанная методом ССА, действительно не равна производственной мощности на основе СДА и составляет 3041641, 00 тонн в год. Расхождение в таком случае составило:
DА = 2605074, 36 –2598337, 56= 6737 (т/год); DВ = 2952417, 60 – 2952417, 60 = 0 (т/год); DС = 3304949, 76 –3304949, 76 = 0 (т/год). Результаты расчетов с использованием двух подходов совпали бы, если во всех ситуациях, связанных с наличием или отсутствием ремонтов оборудования узким местом всегда была бы одна фаза. Однако, как показывает структурно-динамический анализ, в третьей ситуации продукции А узкое место меняется это и привело к расхождению результатов. DА = (7966, 59 – 7006, 85) × 7, 02 = 6737 (т/год); Производственная мощность вспомогательного участка при увеличении единиц оборудования до шести тоже увеличится: ПМучвсп = 709009, 9 × 6 = 4254059, 40 (т) Частные коэффициенты структурной согласованности в этом случае будут рассчитаны: - для основного участка:
- для вспомогательного участка:
Расчет общего коэффициента структурной согласованности:
Фактические пропорции, рассчитанные при помощи коэффициента пропорциональности i-ой фазы равны:
Так как коэффициент структурной согласованности при четырех единицах оборудования на вспомогательном участке получился 0, 975, а это на а это на 0, 06 больше, чем при существующем варианте, то следует рассмотреть вариант при семи единицах оборудования. Суммарную продолжительность ремонтов оборудования, подлежащих согласованию при 7 единицах оборудования составит:
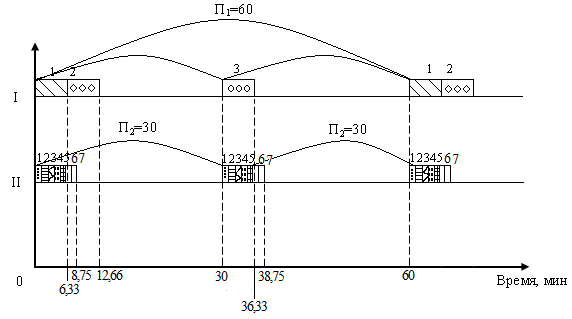
На рисунке 8 показан график ремонтов оборудования, однако не при 100 % согласованности, так как при данном количестве оборудования достигнуть максимальной согласованности невозможно. Продолжительность согласованых ремонтов:
При этом ремонты оборудования в первой фазе организованы по по рассредоточенному графику, а во второй фазе по непрерывно-последовательному.
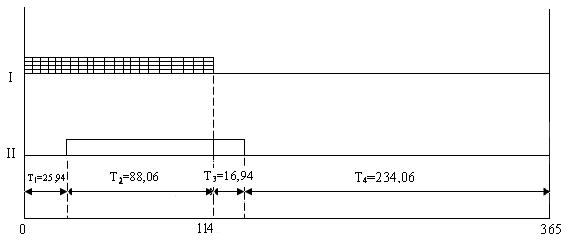
Рисунок 8 – График ремонтов оборудования в системе Состав и продолжительность ситуаций, связанных с наличием или отсутствием ремонтов оборудования за год, представлены на рисунке 9.
Рисунок 9 – Состав и продолжительность ситуаций, связанных с наличием или отсутствием ремонтов оборудования за год Далее, рассчитаем производственную мощность системы на основе структурно-динамического анализа. При производстве продукции А:
При производстве продукции В:
При производстве продукции С:
Рассчитаем максимально возможный объем производства системы за время ее нахождения в каждой ситуации при производстве каждого вида продукции: Для продукции А:
Для продукции В:
Для продукции С:
Рассчитаем производственную мощность системы при производстве каждого вида продукции:
Определим производственную мощность системы в среднем по всему ассортименту выпускаемой продукции:
Таким образом, исходя из полученных данных, производственная мощность системы, рассчитанная на основе структурно-динамического анализа, составляет 3041639, 01 т/год. Результаты, полученный на основе структурно-динамического анализа, должны совпасть с результатами, полученными на основе структурно-статического анализа, так как узкое место по ситуациям постоянно, то есть узкое место не изменяется. Проверим это утверждение. Результаты расчетов производственной мощности на основе структурно-статического анализа сведены в таблицу 8. Таблица 7 – Расчет производственной мощности на основе ССА
Таким образом, расчет производственной мощности системы (ПМс) при жесткой связи будет рассчитан:
При расчете производственной мощности системы при гибкой связи необходимо рассчитать производственные мощности каждой фазы:
Производственная мощность первой фазы:
Производственная мощность второй фазы:
Таким образом, производственная мощность системы определится, как минимальное значение из производственной мощности фаз: ПМс = min {3041639, 1; 4963069, 43}=3041639, 01 (т/год) Из расчетов видно, что утверждение подтвердилось и производственная мощность системы, рассчитанная методом ССА, действительно равна производственной мощности на основе СДА и составляет 3041639, 01 тонн в год. Расхождение в таком случае составило:
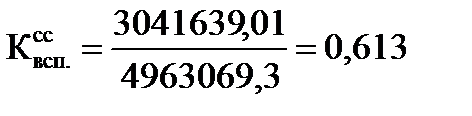
DА = 2605074, 36 –2605074, 36= 0 (т/год); DВ = 2952417, 60 – 2952417, 60 = 0 (т/год); DС = 3304949, 76 –3304949, 76 = 0 (т/год). Производственная мощность вспомогательного участка при увеличении единиц оборудования до шести тоже увеличится: ПМучвсп = 709009, 9 × 7 = 4963069, 3 (т) Частные коэффициенты структурной согласованности в этом случае будут рассчитаны: - для основного участка
- для вспомогательного участка
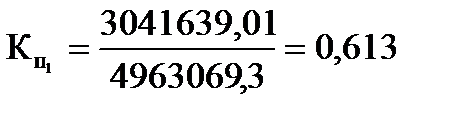
Расчет общего коэффициента структурной согласованности:
Фактические пропорции, рассчитанные при помощи коэффициент пропорциональности i-ой фазы равны:
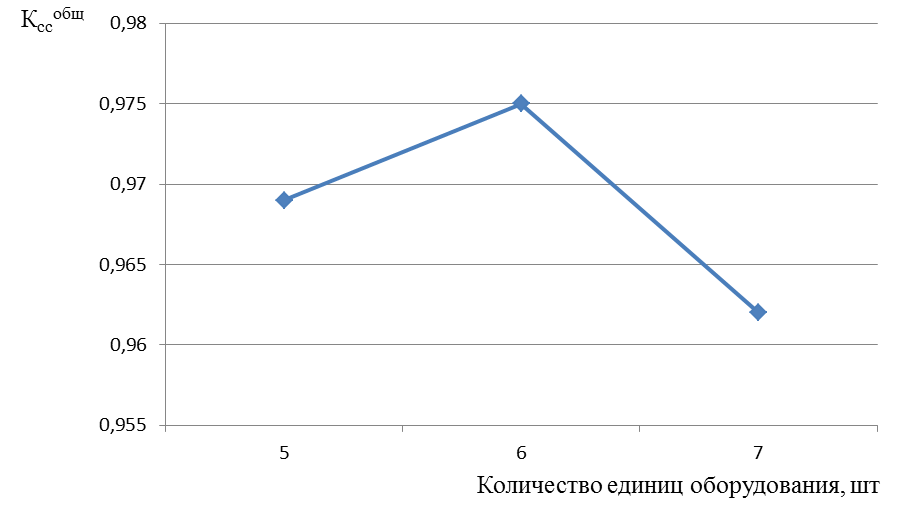
Таким образом, точка перегиба представлена на рисунке 10.
Рисунок 10 – Значение целевой функции в зависимости от количества единиц вспомогательного оборудования Определение оптимального количества единиц вспомогательного оборудования с помощью расчетов общего и частного коэффициентов структурной согласованности показал, что оптимальным является количество единиц оборудования, равное четырем. Рассчитаем коэффициент уровня организованности производственной системы (Ку.о.п.с.) по формуле:
где
Уровень организованности производственной системы рассматриваемого объекта равен 0, 99. Все данные сведены в таблицу 9. Таблица 9 – Сравнительная таблица показателей существующего и оптимального вариантов количества оборудования на вспомогательном участке
Анализ полученных данных с помощью расчетов общего и частого коэффициентов структурной согласованности показал, что оптимальным является количество единиц оборудования, равное шести. Частный коэффициент структурной согласованности вспомогательного участка ниже, чем у основного участка, что свидетельствует о том, что дальнейшее увеличение количества единиц оборудования на вспомогательном участке не целесообразно, так как производственная мощность системы определяется производственной мощностью основной фазы. Общий коэффициент структурной согласованности составит 0, 975 доли ед., что на 0, 969 доли ед. больше, чем при установке пяти единиц оборудования, и на 0, 013 долей ед. чем при установке семи единиц оборудования.
Заключение В данном курсовом проекте был исследован производственный объект, предназначенный для производства трех видов продукции. Технологии изготовления данной продукции предусматривают последовательное прохождение предметов труда по основному и вспомогательному участкам. В рамках первого раздело было дано описание назначение и производственная структура объекта, характеристика производственного процесса. После был проведен анализ уровня организованности операционной системы. Расчет производственной мощности системы, с учетом сортамента выпускаемой продукции, был осуществлен по методу структурно-динамического анализа и составил 2977871, 45 т/год, результат оказался заниженным по сравнению с расчетом с помощью структурно-статического анализа, так как узкое место было непостоянно. В рамках третьего разделе был произведен расчет необходимого количества единиц вспомогательного оборудования расчетно-аналитическим методом при помощи критерия «максимума общего коэффициента структурной согласованности производственной системы» Результат по данному критерию показал, что оптимальным является шесть единиц оборудования на вспомогательном участке.
Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 745; Нарушение авторского права страницы
 (машино-суток);
(машино-суток);  (машино-суток);
(машино-суток);  (машино-суток).
(машино-суток).


 (т/сутки);
(т/сутки);  (т/сутки);
(т/сутки);  (т/сутки).
(т/сутки). (т/сутки).
(т/сутки). (т/сутки);
(т/сутки);  (т/сутки);
(т/сутки);  (т/сутки).
(т/сутки). (т/сутки).
(т/сутки). (т/сутки);
(т/сутки);  (т/сутки);
(т/сутки);  (т/сутки).
(т/сутки). (т/сутки).
(т/сутки). (т);
(т);  (т);
(т);  (т).
(т). (т).
(т). (т);
(т);  (т);
(т);  (т).
(т). (т).
(т). (т);
(т);  (т);
(т);  (т).
(т). (т).
(т). (т/год);
(т/год);  (т/год);
(т/год);  (т/год).
(т/год). (т/год).
(т/год). (т/год).
(т/год). (т/год).
(т/год). (т/год).
(т/год). (т/год)
(т/год)




 ,
,  .
. (машино-суток);
(машино-суток);  (машино-суток);
(машино-суток);  (машино-суток).
(машино-суток).

 (т/сутки);
(т/сутки);  (т/сутки);
(т/сутки);  (т/сутки).
(т/сутки). (т/сутки).
(т/сутки). (т/сутки);
(т/сутки);  (т/сутки);
(т/сутки);  (т/сутки).
(т/сутки). (т/сутки).
(т/сутки). (т/сутки);
(т/сутки);  (т/сутки);
(т/сутки);  (т/сутки).
(т/сутки). (т/сутки).
(т/сутки). (т);
(т);  (т);
(т);  (т).
(т). (т).
(т). (т);
(т);  (т);
(т);  (т).
(т). (т).
(т). (т);
(т);  (т);
(т);  (т).
(т). (т).
(т). (т/год);
(т/год);  (т/год);
(т/год);  (т/год).
(т/год). (т/год).
(т/год). (т/год).
(т/год). (т/год)
(т/год)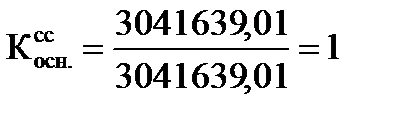



 ,
,  .
.
 , (46)
, (46) и
и  – соответственно оптимальное и фактическое значения общего коэффициента уровня организованности производственной системы.
– соответственно оптимальное и фактическое значения общего коэффициента уровня организованности производственной системы.