|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Ручное и механизированное сверление
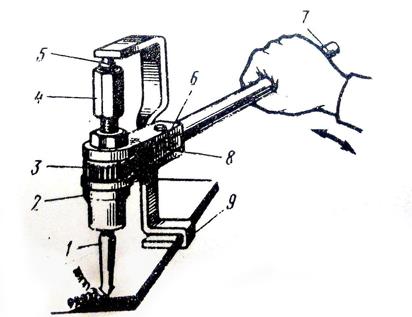
Сверление осуществляется в основном на сверлильных станках. В тех случаях, когда деталь невозможно установить на станок или когда отверстия расположены в труднодоступных местах, сверление ведут с помощью коловорота, трещоток, дрелей, ручных электрических и пневматических сверлильных машинок. Трещотка применяется для ручного сверления отверстий больших диаметров (до 30мм), а так же для сверления отверстий в неудобных местах, когда нельзя применять сверлильный станок, электрическую или пневматическую сверлильную машинку. Трещотка имеет шпиндель 2 (рис.9.4), который входит в вилку 6 рукоятки 7. На одном конце шпинделя имеется отверстие для закрепления сверла 1, на другом нарезана прямоугольная резьба, на которую навертывается длинная гайка 4, заканчивающаяся центром 5. Для сверления с помощью трещотки применяют скобу 9, позволяющую установить трещотку в определенном положении. Вращательное движение осуществляется храповым колесом 3, наглухо закрепляемым на шпинделе.
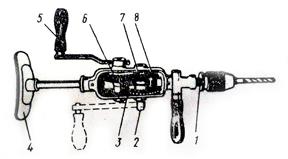
Рисунок 9.4. Трещотка Собачка 8 при повороте рукоятки на небольшой угол упирается в зуб храпового колеса и поворачивает его, а вместе с ним и шпиндель на тот же угол. Пружина все время поджимает собачку к храповому колесу. Чередуя поворот рукоятки на ⅓ …⅟ 4 оборота то в одну сторону, то в другую сторону, осуществляют вращение шпинделя, который поворачивается только в одну сторону. В связи с тем, что рукоятка имеет достаточную длину (300…400 мм), в значительной мере облегчается усилие рабочего движения. Подача на один оборот сверла составляет 0, 1 мм. Ручная дрель (рис. 9.5) применяется для сверления отверстий диаметром до 10мм. На шпинделе 1 установлено коническое зубчатое колесо которое может соединяться с коническим колесом 8. В этом случае при вращении вала 2 рукояткой шпиндель 1 получает одну частоту вращения, а при соединении зубчатого колеса 7 с зубчатым колесом 6 и вращении рукоятки 5 – другую, поэтому такая дрель называется двухскоростной. Сверление ручной дрелью выполняют на низких и высоких подставках, а так же с зажимом деталей в тисках. Приемы держания дрели при этом различны.
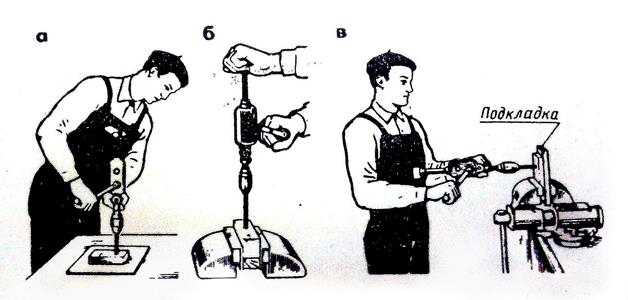
Рисунок 9.5. Ручная дрель: 1-шпиндель, 2-вал, 3, 6-8-зубчатые колёса, 4-упор, 5-рукоятка Сверление на низкой подставке отверстия Ø 6…10 мм требует значительно меньшего давления на дрель, чем сверление на высокой подставке. При сверлении на низкой подставке ( рис. 9.6, а) дрель держат правой рукой за рукоятку вращения, левой – за неподвижную рукоятку, а грудью упираются в нагрудник. Рукоятку вращают плавно, без рывков. Дрель держат строго вертикально, без качания, иначе сверло может сломаться. Сверление на высокой подставке отверстия Ø 2…4 мм (рис. 9.6, б), как правило, выполняют на верстаке и в отличие от сверления на низкой подставке нажимают на дрель не грудью, а левой рукой, которой берут за нагрудник; правой рукой удерживают рукоятку вращения. Слегка нажимая на нагрудник, выполняют пробное засверливание. Если отверстие размещено правильно, усиливают нажим левой рукой на нагрудник и продолжают сверлить до конца. При этом не допускают покачивания инструмента, чтобы не сломать сверло.
Рисунок 9.6. Сверление ручной дрелью: а - на низкой подставке, б - на высокой подставке в тисках, в - в тисках при помощи горизонтальном положении дрели
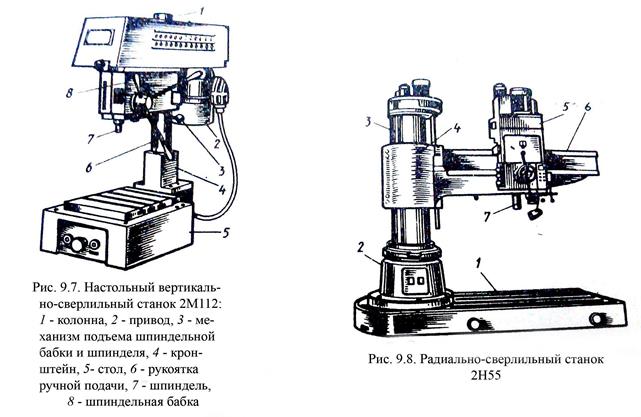
Сверление деталей, зажатых в тисках в вертикальном положении, при горизонтальном положении дрели (рис. 9.6, в) является очень сложным, особенно в самом начале работы – сверло выходит из кернового углубления при малейшем ослаблении нажима или перекосе дрели. Деталь зажимают в тисках так, чтобы границы отверстия были расположены выше губок тисков более чем на половину диаметра патрона. Дрель держат в горизонтальном положении левой рукой за неподвижную рукоятку, а правой рукой – за рукоятку вращения и выполняют пробное засверливание, плавно вращая рукоятку. При выходе сверла ослабляют нажим и уменьшают частоту вращения. Ручные сверлильные электрические машины применяют при монтажных, сборочных и ремонтных работах для сверления и развертывания отверстий. Они бывают трех типов. Машины легкого типа предназначены для сверления отверстий Ø 8…9 мм. Корпус таких машин обычно имеет форму пистолета. Машины среднего типа, обычно имеющие одну замкнутую рукоятку на задней части корпуса, используют для сверления отверстий диаметром до 15 мм. Машины тяжелого типа, имеющие обычно две рукоятки на корпусе или две рукоятки и грудной упор, применяют для вертикального и горизонтального сверления в стальных деталях отверстий Ø 20…80 мм. Безопасность труда. При работе ручными электрическими машинами необходимо выполнять следующие требования безопасности: - работать только в резиновых перчатках и калошах; при отсутствии калош под ноги необходимо подкладывать резиновый коврик; корпус ручных сверлильных электрических машин должен быть заземлен; - перед включением ручной сверлильной электрической машины необходимо сначала убедиться в исправности проводки и изоляции, а так же в том, соответствует ли напряжение в сети напряжению, на которое рассчитана данная машина; - включать ручную сверлильную электрическую машину только при вынутом из просверленного отверстия сверле, а вынимать сверло из патрона только после выключения сверлильной машины; - периодически наблюдать за работой щеток электродвигателя машины; щетки должны быть хорошо прошлифованы (при нормальной работе не искрят). Сверлильные станки На сверлильных станках могут быть выполнены следующие работы: - сверление сквозных и глухих отверстий; - рассверливание отверстий; - зенкерование, позволяющее получить более высокий квалитет и меньшую шероховатость поверхности отверстий по сравнению со сверлением; - растачивание отверстий, осуществляемое резцом на сверлильном станке; - зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок; - развертывание отверстий, применяемое для получения необходимых точности и шероховатости; - выглаживание, производимое специальными роликовыми оправками, или развальцовывание, имеющее назначение уплотнения – сглаживания гребешков на поверхности отверстия после развертывания деталей из дюралюминия, электрона и др.; - нарезание внутренней резьбы метчиком; - цекование – подрезание торцов наружных и внутренних приливов и бобышек. Этими видами работ не исчерпываются возможности сверлильных станков, на которых выполняют и другие операции. Сверлильные станки делятся на три группы – универсальные (общего назначения), специализированные и специальные. Универсальные сверлильные станки. К универсальным относятся вертикально- и радиально-сверлильные станки. У вертикально-сверлильных станков шпиндель расположен вертикально. Одной из разновидностей вертикально-сверлильных станков являются настольные вертикально-сверлильные станки. Настольный вертикально-сверлильный станок 2М112 (рис.9.7) предназначен для сверления отверстий диаметром не более 12 мм в небольших деталях. Ручная подача шпинделя осуществляется вращением рукоятки 6. На переключателе имеются надписи “Влево”, “0”, “Вправо”. Для осуществления правого или левого вращения рычажок барабанного переключателя поворачивают в соответствующее положение.
Радиально-сверлильный станок 2Н55 (рис. 9.8) предназначен для обработки отверстий главным образом в средних корпусных деталях. На станке можно выполнять сверление в сплошном материале, рассверливание, зенкерование, развертывание и растачивание отверстий, нарезание резьбы метчиками и другие операции. Перед работой смазывают все трущиеся части станка и заливают масло в масленки. Во время работы проверяют рукой степень нагрева подшипников. Во избежание несчастного случая перед проверкой электродвигатель выключают и проверку осуществляют при неработающей ременной или зубчатой передаче. По окончании работы стол станка и его пазы тщательно очищают от грязи и стружки, протирают и смазывают тонким слоем масла. Для обеспечения точности при сверлении все детали, за исключением очень тяжелых, прочно закрепляют на столе сверлильного станка. Для установки и закрепления обрабатываемых деталей на столе сверлильного станка применяют различные приспособления, наиболее распространенными из которых являются прихваты с болтами, машинные тиски (винтовые, эксцентриковые и пневматические), призмы, опоры, угольники, кондукторы, специальные приспособления. Крепежные прихваты применяют четырех видов – пальцевые, вилкообразные, плиточные и изогнутые. Для надежного крепления небольших деталей достаточно одного прихвата, а для крепления больших деталей требуется два или несколько прихватов. Крепежные болты. В столах всех сверлильных станков имеются Т-образные пазы, в которые вставляют болты для крепления приспособлений. При различных работах применяют болты разных видов. Для обычного крепления применяют болты с квадратной головкой, которые вставляют с конца Т-образного паза. Болты с Т-образной головкой можно вставить в любое место паза, а затем повернуть на 90˚. Подготовка к сверлению При сверлении с помощью электрической дрели необходимо убедиться в её исправности и соответствия патрона диаметру используемого сверла. Вставить сверло хвостовиком в патрон и плотно зажать с помощью зажимного ключа. Провести контрольное холостое включение дрели и убедиться в отсутствии биения. Если сверло “бьет”, его необходимо вынуть из патрона, отключив дрель от сети, и закрепить заново, обращая особое внимание на центровку. Перед сверлением глухого отверстия использовать приспособление, обеспечивающее подачу сверла до нужной глубины. При сверлении на станке режущий инструмент закрепляют в конусном отверстии шпинделя или сверлильном патроне. Заготовку закрепляют на столе станка способами в зависимости от ее размеров, конфигурации. Мелкие детали при сверлении в них отверстий диаметром до 10 мм можно закрепить в ручных тисках или поддерживать плоскогубцами. Сверла с цилиндрическим хвостовиком крепятся в трехкулачковом или цанговом патроне. При вращении обоймы специальным ключом по часовой стрелке кулачки постепенно сходятся, опускаясь вниз (выхода из патрона) и зажимая хвостовик сверла. При вращении против часовой стрелки кулачки расходятся и освобождают сверло. Цанговые патроны для сверл небольшого диаметра используются в сверлильных станках и обеспечивают точное закрепление с помощью пружинной разрезной втулки-цанги. Заточка сверл требует навыка, т.к. режущие кромки должны быть заточены идентично. Сверло держат большим и указательным пальцами левой руки у режущей части, а правой рукой поддерживают хвостовик. Установив сверло на подручник заточного станка, подводят его к периферийной поверхности шлифовального круга так, чтобы режущие кромки были вверху. Поворачивая сверло правой рукой плавными дуговыми движениями справа налево и, слегка прижимая его к кругу, затачивают обе режущие кромки. После заточки сверла подвергают правке – снятию неровностей режущих кромок на шлифовальном круге с более мелкой зернистостью. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 5529; Нарушение авторского права страницы