
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Гибка деталей из листового и полосового металла
Гибка выполняется в холодном или нагретом состоянии. Радиус загиба не должен быть меньше толщины заготовки. Полосовую сталь удобнее всего гнуть в слесарных тисках. Для этого устанавливают заготовку таким образом, чтобы сторона с нанесённой на неё риской места загиба была обращена к неподвижной губке тисков. Риска должна выступать над губкой примерно на 0, 5 мм. Удары наносить следует тоже в направлении неподвижной губки тисков (рисунок 8.6).
Рисунок 8.6. Приёмы гибки полос А – порядок гибки, б – гибка острого угла; в – изготовление скобы; г – изготовление хомутика
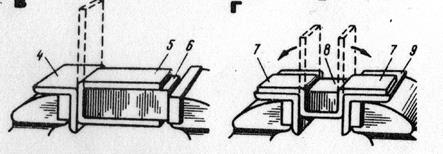
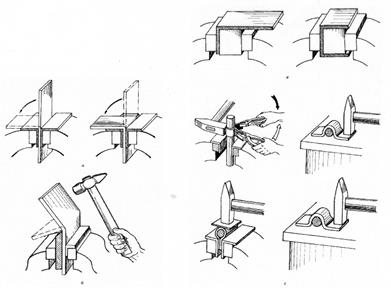
Рисунок 8.7. Гибка прямоугольной скобы: а – гибка первого конца скобы; б – гибка второго конца скобы; в - формирование скобы с помощью бруска оправки. Для того, чтобы загнуть полосу под острым углом, необходимо воспользоваться оправкой, которая соответствует требуемому углу загиба. Её нужно зажать в тисках вместе с заготовкой, расположив высокой стороной к ней, и загнуть ударами молотка.
Порядок выполнения гибки следующий: - определяют длину заготовки, складывая длины сторон скобы с припуском на один изгиб, равным 0, 5 толщины полосы L = 17, 5+1+15+1+20+1+15+1+17, 5 = 89 мм; - отмечают длину с дополнительным припуском на обработку торцов по 1 мм на сторону и зубилом отрубают заготовку; - выравнивают вырубленную заготовку на плите; - опиливают размер по чертежу; - наносят риски загиба; - зажимают заготовку в тисках между угольниками-нагубниками на уровне риски и ударами молотком в направлении неподвижной губки тисков загибают один конец скобы (первый загиб); - переставляют заготовку в тисках, зажимая более длинный конец скобы между угольником и бруском оправкой; - загибают второй конец; - снимают заготовку и вынимают брусок оправку; - размечают длину лапок на загнутых концах; - надевают на тиски второй угольник и, вложив внутрь скобы тот же брусок-оправку, но в другом его положении, зажимают скобу в тисках на уровне рисок; - отгибают лапки в противоположных направлениях и делают загибы обеих лапок; - проверяют и выправляют по угольнику загибы лапок;
Для крепления труб и металлических стержней различного назначения часто используется хомут из полосовой стали. Он также изготавливается на тисках. Для этого нужно взять круглую оправку нужного диаметра, зажать её в тисках и двумя плоскогубцами загнуть на ней полоску стали необходимой ширины и длины (рисунок 8.8). Затем оправку нужно освободить из губок тисков и, зажав в них отогнутые концы хомутика, придать ему окончательную форму. Лучше наносить удары молотком не по самому хомутику (чтобы не оставить на нём забоев, вмятин и царапин), а через медную пластинку небольшой толщины, которая хорошо перераспределяет усилие удара. Если нужен хомутик полуоткрытый, то его доводку удобно проводить на плите.
Полосовая гибка часто применяется при гибочных соединениях деталей. Они носят самый различный характер и применяются достаточно широко. Соединение может быть целиком гибочным, когда крепёжное усилие создаётся изгибом одной или обеих деталей, а может играть вспомогательную роль и усиливать, например, резьбовое соединение, как стопорная шайба или шплинт в соединении гайка-болт.
Рисунок 8.8 Гибка хомутика Инструменты и приспособления для гибки металлов
Тонкий листовой металл гнут киянками. При гибке листового металла толщиной от 0, 5 мм, полосового и пруткового материала толщиной до 6, 0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г (лучше применять молотки с мягкими бойками или с
Рисунок 8.9. Гибка заготовок с помощью гибочного штампа
мягкими вставками) в тисках, на плите или с помощью специальных приспособлений. Проволоку диаметром до 3 мм гнут плоскогубцами или круглогубцами. Выбор инструмента зависит от материала заготовки, размеров её сечения и конструкции детали, которая должна получиться в результате гибки. Молотки с мягкими вставками и деревянные молотки – киянки – применяют для гибки тонколистового металла толщиной до 0, 5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала. Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0, 5 мм и проволоки. Плоскогубцы предназначены
для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 6020; Нарушение авторского права страницы






 Для изготовления из полосовой стали скобы применяется брусок-оправка, равный по толщине проёму скобы.
Для изготовления из полосовой стали скобы применяется брусок-оправка, равный по толщине проёму скобы.
 - снимают заусеницы на рёбрах скобы, опиливают концы лапок в размер.
- снимают заусеницы на рёбрах скобы, опиливают концы лапок в размер.


 Рисунок 8.10. Приспособление для гибки рамки ножовочного станка
Рисунок 8.10. Приспособление для гибки рамки ножовочного станка