|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сборка деталей фальцевым швом
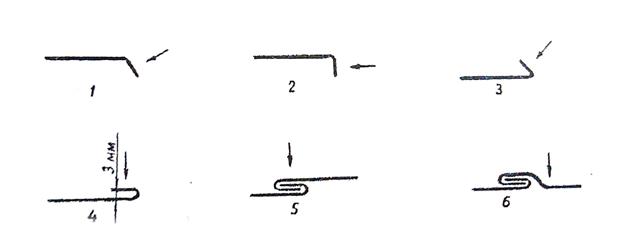
Для выполнения простого лежачего фальца стальной лист (заготовку) укладывают на верстак, наносят линию отгиба кромки на расстояние 8-10мм от края листа (при толщине металла до 0, 7мм), совмещают линию с ребром края верстака и с помощью киянки отгибают кромку вниз на 90 Аналогичные действия совершают со вторым листом. Соединяют листы загнутыми кромками в замок и уплотняют шов киянкой равномерно по всей его длине. После этого выполняют подсечку фальца: на верхний лист вдоль края шва накладывают металлическую полосу (или деревянный брусок) и простукивают ее металлическим молотком, чтобы плоскости листов совместились. Последовательность операций при выполнении простого лежачего фальца показана схематически на рисунке 12.2
Рисунок 12.2. Последовательность заготовки простого лежачего фальца. Для выполнения двойного лежачего фальца на обоих листах отгибают кромку на 90
Рисунок 12.3. Последовательность заготовки двойного лежачего фальца. Простой угловой фальц выполняют в такой последовательности. Отгибают кромку первого листа вниз на 90
Освоив методику получения простейших фальцевых швов, можно перейти к более сложным фальцам, которые в общем случае выполняются с помощью одних и тех же элементарных операций.
Сборка деталей из металлов паяным швом Операция пайки и классификация видов пайки Среди различных способов получения неразъемных соединений металлических деталей машин, аппаратов, приборов и других изделий широко используют паяние и сварку металлов. Эти процессы имеют общие физические основы. Несмотря на колоссальные успехи сварки, нельзя представить себе такие важные отрасли промышленности, как приборостроение, электроника, ракетостроение, без применения паяния. Пайка – получение неразъемного соединения материалов, находящихся в твердом состоянии, расплавленным припоем, имеющим более низкую температуру плавления, чем у соединяемых материалов. В процессе пайки соединяемые части нагреваются незначительно и сохраняют механические свойства материала. Получаемая чистота соединения не требует, как правило, дополнительной обработки, а детали после пайки сохраняют форму и размеры. По механизму образования шва различают пайкуготовым припоем, контактно-реактивную, реактивно-флюсовую, металло-керамическую, диффузионную. По источникам нагрева – паяльником, инфракрасными лугами, лазером. Процессы паяния классифицируют по видам припоя и способам нагрева. Паять можно мягкими и твердыми припоями.
Материалы для паяния металлов Припои Припоями называют металлы и сплавы, заполняющие зазор между соединяемыми при пайке деталями. Для получения качественной пайки припой должен обладать определенными свойствами. Температура плавления припоя должна быть ниже температуры плавления соединяемых пайкой металлов и сплавов. В расплавленном виде при наличии флюса припой должен обладать хорошим смачиванием (растекаемостью). Он должен обеспечивать достаточно высокие сцепляемость, прочность, пластичность и герметичность соединения. По температуре плавления припои делятся на твердые (тугоплавкие) с температурой плавления более 500°С и мягкие (легкоплавкие)-до 500°С. Паяние мягкими припоями характерно низкой температурой процесса. Такой припой плавится при температуре, не превышающей 300° С. Это определяет применяемый инструмент и технологический процесс паяния. Мягкие припои состоят из сплава легкоплавких металлов: олова, свинца, сурьмы, висмута и некоторых других Ниже приводятся некоторые марки припоя и области их применения. Легкоплавкие припои ПОС-90 Для пайки внутренних швов пищевой посуды ПОС-61 Для ответственных паек в электротехнике и радиоприборостроении ПОС-40 Для пайки электрорадиоаппаратуры и для электромонтажных работ ПОС-ЗО Для лужения деталей радиаторов и подшипников, заливаемых свинцовыми баббитами; для пайки деталей из стали, меди и латуни; для пайки оцинкованной стали ПОС-18 Для лужения деталей перед пайкой Тугоплавкие припои ПМЦ-36 Для пайки латуни, содержащей до 68% меди ПМЦ-48 Для пайки медных сплавов, содержащих меди свыше 68% ПМЦ-54 Для пайки меди, томпака, бронзы и стали Серебряные припои ПСр-70 Для пайки медных проводов и деталей электродвигателей, где должна быть обеспечена высокая электропроводность ПСр-40 Для пайки деталей из конструкционных и нержавеющих сталей, меди и латуни В быту применяют, как правило, легкоплавкие припои - сплавы олова и свинца в различных соотношениях. Ими паяют свинец, олово, алюминий, медь, цинк и их сплавы в тех случаях, когда не требуется высокой прочности паяного соединения и когда нельзя нагревать паяемый материал до высокой температуры. Оловянно-свинцовые припои, применяемые обычно в слесарном деле, имеют следующие марки: ПОС-90, ПОС-61, ПОС-61М, ПОС-40. В этих обозначениях буквы ПОС означают припой оловянно-свинцовый, М - медь, цифры указывают на процентное содержание олова. Легкоплавкие припои выпускают в форме чушек, литых прутков, проволоки, трубки (с канифолью внутри), зерен, фольги, порошка. Тугоплавкие припои применяют для получения прочных соединений материалов, эксплуатируемых при высоких температурах, стойких против коррозии и усталости. Они бывают медно-цинковыми и серебряными.
Флюсы Важную роль в паянии играют флюсы – вещества, служащие для очистки поверхности припоя и места пайки, а также для улучшения смачиваемости места пайки расплавленным припоем. При пайке мягкими припоями в качестве флюсов используют хлористый цинк, канифоль, нашатырь, паяльные пасты. При пайке черных и цветных металлов (кроме цинка и алюминия) используется хлористый цинк (травленая кислота). Для его получения растворяют одну весовую часть цинка (мелкие кусочки) в пяти частях соляной кислоты. Чтобы хлористый цинк не вызывал ржавления соединяемых деталей, в него добавляют нашатырный спирт, вливая его тонкой струей в хлористый цинк до исчезновения молочного цвета (примерное отношение нашатырь/кислота - 1: 3). Нашатырь, или хлористый аммоний, представляет собой белую соль, горько-соленую на вкус. При пайке пользуются его водным раствором (1: 5) с добавлением небольшого количества хлористого цинка. Наиболее применимым при пайке электро- и радиоаппаратуры флюсом является канифоль – продукт перегонки сосновой смолы, — которая не вызывает коррозии мест пайки. Паяльная паста применяется при пайке сталей и серого чугуна. Для пайки нержавеющей стали пасту приготовляют из смеси плавленой буры и борной кислоты (1: 1), разведенной в растворе хлористого цинка до пастообразного состояния. Пасту наносят ровным слоем, а после пайки смывают водой. Твердые сплавы паяют с применением буры в виде порошка. Лучше использовать безводную буру. Для пайки алюминиевых сплавов в качестве флюсов применяют сложные составы, состоящие из фтористого натрия, хлористого калия, цинка и других компонентов. При пайке мягкими припоями применяют смесь деревянного масла (3 ч. по массе), канифоли (2 ч.) и кальцинированного хлористого цинка (1 ч.). При пайке свинцовых сплавов в качестве флюса может быть использован стеарин. Нагрев места пайки до рабочей температуры осуществляется различными способами.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1937; Нарушение авторского права страницы
 . Затем переворачивают лист отогнутой кромкой вверх и заваливают ее к плоскости листа, оставив зазор не более 3мм.
. Затем переворачивают лист отогнутой кромкой вверх и заваливают ее к плоскости листа, оставив зазор не более 3мм.