|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Деформации местные сварных корпусных конструкций. Нормы и методы контроля, приведены в таблице 9.
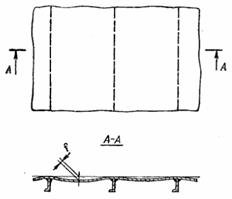
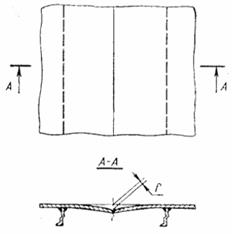
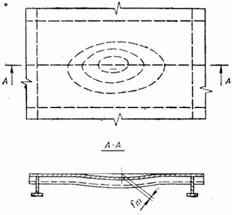
Таблица 9. Классификация и определения нормируемых местных деформации обшивки корпусных конструкции.
Расшифровка методов контроля: 3.2.2. При определении величин деформации обшивки между набором (тип I, II, III) максимальная стрелка прогиба f должна определяться путём измерения наибольшего расстояния между реальной и номинальной поверхностями с помощью линейки или бухтиномера. 3.2.3. Для обшивки криволинейной формы с прогибами между набором разного знака (тип I, III) стрелка прогиба f должна определяться путём измерения максимального или минимального зазора между шаблонами и реальной поверхностью. Шаблон должен быть установлен на расстоянии а от теоретического обвода. 3.2.4. Для обшивки криволинейной формы с прогибами между набором одного знака ( тип II) стрелка прогиба должна определяться путём измерения наибольшего расстояния между шаблоном и гибкой рейкой и реальной поверхностью. 3.2.5. Для обшивки в районе соединения листов разной толщины (тип III) стрелка прогиба со стороны разностенности должна определяться с помощью бухтиномера, а с противоположной стороны аналогично пункту 3.2.2. 3.2.8. Для «провалов ребра» (тип V) и домиков в плоскости стенки набора (тип VI) стрелка прогиба должна определяться путём измерения наибольшего расстояния между геометрической и номинальной поверхностями с помощью линейки. 3.2.10. Для определения величины перекоса между стенкой набора и обшивкой (тип VIII), пояском и стенкой набора (тип IX), измерения следует производить с помощью угломера или малки.
Контроль качества. Контроль качества заключается в проверке соответствия показателей качества продукции установленным требованиям. Каждое такое несоответствие называют дефектом. Критерием качества могут являться физические, геометрические, функциональные и технологические показатели. Виды контроля: - Входной контроль. Проверяют основной материал, сварочный материал, материалы для дефектоскопии. - Предварительный контроль. Он включает в себя проверку квалификации исполнителей, состояние оборудования, аппаратуры и приспособлений. - Пооперационный контроль. Предусматривает проверку качества подготовки изделия или его элементов к проведению технологического процесса, а так же правильности порядка его выполнения. - Приёмочный контроль. Завершает технологический процесс изготовления изделий, разделяя их на две группы: годные и негодные. Для плоской бортовой секции необходимо провести следующие методы контроля: 1. внешний осмотр и измерение; 2. радиографический метод контроля. 1. Внешний осмотр и измерения сварных швов. Внешним осмотром и измерениями контролируют сварные соединения всех типов, выполненные любыми способами сварки, независимо от их назначения и ответственности. Осмотр контролируемой поверхности производят визуально или с применением лупы. Освещённость контролируемой поверхности при осмотре должна быть не менее 1000 лк. Целью визуального осмотра является: - выявление видимых дефектов и отступлений от требуемых размеров и форм сварных соединений; - проверка качества подготовки поверхности свариваемых соединений для последующих методов контроля. По внешнему виду сварные швы должны удовлетворять следующим требованиям: - иметь гладкую поверхность без наплывов, сужений, прожогов и плавный переход к основному материалу. - наплавленный металл должен быть плотным по всей длине шва, не иметь трещин, цепочек и скоплений пор. - подрезы основного металла допускаются глубиной не более 0, 5….1 мм при толщине элементов соответственно 5….10 мм. - все кратеры должны быть заварены. - должны удовлетворять геометрическим размерам и формам. При измерительном контроле применяют следующие средства измерения: - лупы измерительные; - штангенциркуль; - линейки измерительные металлические; - рулетки измерительные; - калибромеры различные. 2. Радиографический метод контроля. Радиографический контроль применяется для выявления в сварных соединениях трещин, непроваров, пор, шлаковых, вольфрамовых, оксидных и других включений, прожогов, подрезов, оценки выпуклости и вогнутости корня шва, недоступного для внешнего осмотра. Радиографический метод контроля основан на использовании рентгеновских и гамма лучей, ионизирующее излучение способно проникать через материалы с разной интенсивностью и по разному поглощаться разными средами.
Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 2735; Нарушение авторского права страницы