|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Виды сварных соединений и швов в конструкциях резервуаров
5.2.1 Для монтажа конструкций резервуара используются стыковые (С), угловые (У), нахлесточные (Н) и тавровые (Т) соединения, выполняемые с применением стыковых (СШ) и угловых (УШ) сварных швов. 5.2.2 Виды сварных соединений и швов для различных конструктивных элементов резервуаров приведены в таблице 5.2. Таблица 5.2 – Виды сварных соединений и швов в конструкциях резервуаров
Окончание таблицы 5.2
5.3 Требования к подготовке и сборке конструкций резервуаров под сварку 5.3.1 Общие требования 5.3.1.1 При отгрузке с заводов-изготовителей металлоконструкций резервуара проверяют: - наличие технических документов (заключения), подтверждающих проведение контроля металлоконструкций с указанием ремонтных мест дефектов; - качество поверхностей проката, узлов и деталей металлоконструкций, качество заводских сварных швов, соответствие требованиям ПД, геометрии и качества поверхности кромок конструкций под монтажную сварку. Измерения производятся рулеткой, соответствующей второму классу точности по ГОСТ 7502, измерительной линейкой по ГОСТ 427 и штангенциркулем по ГОСТ 166, а также измерительными инструментами и шаблонами (типа УШС-3) и др. Контроль кривизны деталей и угловых деформаций проводят с помощью шаблонов, изготовленных на заводе-изготовителе металлоконструкций по методикам контроля завода-изготовителя; - наличие в составе сопроводительной документации на изделия рабочих чертежей изготовителя (КМД); - наличие актов соответствия чертежей КМД чертежам КМ; - наличие паспортов (сертификатов), протоколов завода-изготовителя на элементы конструкций резервуаров; - комплектность представленной документации на соответствие требованиям ПД, действующих стандартов; - комплектность поставки согласно отправочным ведомостям; - соответствие сведений в сертификатах на металл и сварочные материалы проектным решениям и требованиям РД-23.020.00-КТН-079-09; - наличие маркировок в соответствии с требованиями ОСТ 26-291-94, ПБ 03-584-03. 5.3.1.2 При поступлении металлоконструкций резервуара на место проведения работ комиссией по входному контролю, созданной приказом заказчика, проверяется: - соответствие площадок для складирования, хранения и транспортировке элементов конструкции резервуаров установленным требованиям; - наличие технических документов на проведение контроля включая операционные технологические карты по входному контролю изделий и металлоконструкций с указанием ремонтных мест ранее выявленных дефектов; - наличие паспортов (сертификатов), протоколов завода-изготовителя на элементы конструкций резервуаров, резервуарного оборудования; - наличие в составе сопроводительной документации на изделия рабочих чертежей изготовителя (КМД); - наличие в протоколах качества на конструкции резервуара отметки представителя строительного контроля на заводе-изготовителе; - сортировка и складирование на подготовленные места в соответствии с ПД и ППР; - наличие маркировок в соответствии требованиям ТУ; - соответствие качества поверхностей проката, узлов и деталей металлоконструкций, качества заводских сварных швов, геометрии и качества поверхности кромок конструкций под монтажную сварку требованиям ПД и ППР. Измерения производятся рулеткой, соответствующей второму классу точности по ГОСТ 7502, измерительной линейкой по ГОСТ 427 и штангенциркулем по ГОСТ 166, а также другими измерительными инструментами и шаблонами типа УШС-3 и др. Контроль кривизны деталей и угловых деформаций производят с помощью шаблонов, изготовленных на заводе-изготовителе металлоконструкций по методикам контроля завода-изготовителя; - комплектность поставки согласно отправочным ведомостям. 5.3.1.3 Сборку элементов при монтаже стальных конструкций резервуара следует выполнять по ППР, разработанному и утвержденному в соответствии с - последовательность сборки конструктивных элементов; - необходимая технологическая оснастка и оборудование для выполнения сварных соединений; - мероприятия по обеспечению требуемого качества подготовки и сборки под сварку; - схема фиксации кромок в проектном положении и необходимая для этого технологическая оснастка; - указания по допустимой температуре металла, при которой возможна сварка соединений без их подогрева, а также допустимой скорости ветра в зоне сварки; - указания по технологии производства сварочных работ, в том числе в зимних условиях; - предельные отклонения геометрических параметров; - мероприятия по обеспечению требуемой геометрической точности резервуара, включая меры по компенсации или уменьшению величины деформации сварных швов, которые могут привести к потере устойчивости оболочки корпуса резервуара и образованию вмятин и выпуклостей на его поверхности. Предельно допустимые отклонения геометрических размеров сварных соединений, собираемых под сварку элементов, должны быть указаны в ППР, в технологической карте на сварку и соответствовать требованиям указанным в разделе 5.4.2. 5.3.1.4 Если на монтажную площадку поставляют огрунтованные резервуарные конструкции, то на поверхность кромок, подлежащих сварке, следует наносить консервирующие грунты (имеющие сертификат, подтверждающий качество продукции), не ухудшающие качество сварных швов и гигиенические условия при сварке. 5.3.1.5 В процессе сборки конструктивных элементов резервуаров строительный контроль и руководитель сварочных работ должен обеспечить систематический контроль геометрических параметров монтируемого резервуара. Отклонения геометрических размеров и форма смонтированного резервуара (элементы стенки, центральной части, окрайки днища и д.р.) не должны превышать значений, указанных в РД-23.020.00-КТН-079-09. 5.3.1.6 Геометрические размеры сварных соединений рабочих чертежам КМ должны соответствовать требованиям и настоящего документа. 5.3.1.7 Укрупненную сборку конструкций на монтажной площадке необходимо выполнять с использованием специальных стендов после их выверки, контроля геометрических размеров и геодезического контроля. 5.3.1.8 Сборку под сварку следует осуществлять с помощью предусмотренных ППР сборочно-сварочных приспособлений, таких как: стяжные тавры, упоры, скобы, гребенки и другие фиксирующие устройства. Перенос и кантование узлов, собранных только на прихватках без применения приспособлений, обеспечивающих неизменность их формы, не допускается. К выполнению прихваток предъявляются следующие требования: - прихватки не должны располагаться в местах пересечения сварных швов; - качество выполнения прихваток должно соответствовать качеству сварных швов; - прихватки элементов следует выполнять с локальным предварительным подогревом до температуры, указанной в технологической карте на сварку элементов; - высота прихваток должна быть от 3 до 4 мм при толщине металла от 6 до 15 мм, от 5 до 6 мм при толщине металла от 16 до 25 мм и от 8 до 10 мм при толщине металла более 25 мм; - длина прихваток должна быть не менее 50 мм при расстоянии между ними от 300 до 500 мм. Начало и конец каждой прихватки должны быть зачищены шлифмашинкой до плавного перехода к основному металлу; - для временного закрепления технологической оснастки, приспособлений а также мелких деталей к конструктивным элементам резервуара, разрешается выполнять точечные прихватки длиной от 10 до 30 мм с шагом от 300 до 350 мм. 5.3.1.9 Вертикальные и горизонтальные стыки стенок резервуаров, а также стыковые соединения окраечных листов днища следует закреплять сборочными приспособлениями, в т.ч. поперечными гребенками. 5.3.1.10 Зону сопряжения стенки с днищем следует закреплять угловыми сборочными приспособлениями или косынками (рекомендуемый размер 10× 300× 300 мм) с шагом не более 1, 5 м. Для сопряжения стенки с днищем на этапе монтажа первого пояса для обеспечения вертикальности листов первого пояса и жесткости соединения «стенка-окрайка» следует использовать подкосы (уголок с полкой от 70 до 75 мм) с талрепами. Листы первого пояса стенки на окрайки устанавливают с помощью ловителей, расположенных с внутренней и наружной стороны стенки резервуара, что исключает ее перемещение в радиальном направлении относительно окрайки. Демонтаж подкосов с талрепами следует производить после монтажа и сварки трех поясов стенки и уторного шва. 5.3.1.11 При сборке стыковых соединений конструктивных элементов резервуара смещение кромок не должно превышать 10 % от толщины металла. При сборке элементов толщиной более 30 мм смещение кромок должно быть не более 3, 0 мм. Зазор от 2 до 4 мм для ручной дуговой сварки покрытыми электродами и механизированной сварки проволокой сплошного сечения в среде активных газов и смесях, от 4 до 6 мм для механизированной сварки самозащитной порошковой проволокой 5.3.1.12 При сборке листов днища резервуара встык на подкладных полосах следует контролировать: - величину зазора в стыке, которая указывается в рабочих чертежах КМ и технологической карте ППР; - величину зазора между листами и подкладкой, которая должна быть не более 1, 0 мм; - чистоту подготовки свариваемых кромок; - жесткость закрепления стыков поперечными гребенками и скобами. 5.3.1.13 До начала сварочных работ все собранные под сварку соединения резервуаров должны быть проконтролированы службой строительного контроля, руководителем сварочных работ с отметкой в журнале пооперационного контроля и приняты к дальнейшему производству работ по следующим критериям: - геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок), должны находиться в поле допусков, предусмотренных настоящим РД; - сборочные приспособления, закрепляющие кромки свариваемых элементов, должны обеспечивать достаточную прочность и жесткость, исключающие недопустимое смещение свариваемых элементов; - свариваемые кромки и прилегающие к ним участки поверхности шириной не менее 20 мм, а для сварки под флюсом – не менее 50 мм, должны быть очищены от влаги, масла, окалины, ржавчины и других загрязнений до чистого металла. Кромки не должны иметь вырывов, расслоений, трещин и других дефектов; - при сборке кромок конструктивных элементов под сварку необходимо приварить начальные и выводные планки для обеспечения требуемого качества каждого сварного шва на его начальных и конечных участках. 5.3.1.14 Рабочее место сварщика, а также свариваемая поверхность должны быть защищены от дождя, снега и ветра укрытием (палаткой) из несгораемого материала. При сварке самозащитными порошковыми проволоками допускается применять только защиту от осадков (навес). Запрещается производить сварочные работы без инвентарных укрытий (палаток) при следующих погодных условиях: - скорости ветра свыше 10 м/с; - выпадении атмосферных осадков (в т.ч. туман). Укрытия должны быть снабжены оборудованием для подогрева кромок стыка (указания на проведение данных операций указываются в операционно-технологических картах по сварке). 5.3.1.15 Величина усиления (выпуклость) стыковых швов днища должна составлять до 2 мм. Поверхность швов должна быть гладкой, не допускаются наплывы, резкие переходы, задиры, подрезы, незаплавленные кратеры, поверхностные поры и шлаковые включения. 5.3.1.16 При производстве сборочных работ запрещаются ударные воздействия на металл сварных конструкций. 5.3.1.17 После окончания сварки и остывания сварного шва необходимо срезать начальные и выводные планки, а также сборочные приспособления. Удаление планок и приспособлений с применением ударного воздействия запрещается. Приваренные сборочные и монтажные приспособления, а также начальные и выводные планки следует удалять шлифмашинкой или газовой резкой с припуском от 1 до 2 мм, а затем припуск снять зачисткой заподлицо с основным металлом, при этом толщина листов не должна выходить за пределы минусового допуска на прокат. Требования к сборке кольца окраечных листов 5.3.2.1 При сборке днища резервуара должна быть обеспечена сохранность гидроизолирующего слоя основания от воздействия различных монтажных нагрузок. Последовательность работ по сборке днища должна соответствовать требованиям ППР. 5.3.2.2 Сборку окраек днища следует начинать после приемки основания (фундамента) и нанесения с помощью приспособления для разметки кольцевой риски положения внешней кромки окраек (Rокр), превышающей проектный радиус на величину усадки кольца окраек после сварки, указанную в ППР. Монтаж окраек производят с приваренными монтажными шайбами для установки сборочных приспособлений. На одной торцевой кромке каждой окрайки следует закрепить прихватками (с шагом от 150 до 200 мм) подкладную пластину. 5.3.2.3 Разложить окрайки по риске Rокр и собрать их встык на остающейся подкладке с клиновидным зазором, расширяющимся по направлению к центру резервуара. Особое внимание следует уделить точности укладки первой окрайки и ее привязке к осям резервуара. 5.3.2.4 Выверить привязку стыков окраек по осям резервуара, проверить общую горизонтальность, устранить изломы (домики) в стыках, обеспечить проектные зазоры в стыках и плотность прилегания остающихся подкладок к окрайкам. 5.3.2.5 Смещение кромок в стыках окраек не должно превышать 10 % от толщины листа при плотности прилегания к подкладным полосам с зазором не более 1 мм. К сварке стыков окраек следует приступать только после выполнения следующих работ: - полной раскладки всего кольца окраек по проектному радиусу с припуском на усадку, размеры которого должны соответствовать приведенным в чертежах КМ, КМД, ППР; - сборки стыков окраечных листов на подкладных пластинах и их зачистки от ржавчины и прочих загрязнений; - закрепления кромок сборочными скобами и поперечными гребенками; - приварки выводных планок; - приемки собранного окраечного кольца днища под сварку (после раскладки) руководителем сварочных работ и службой контроля с соответствующей записью в журнале пооперационного контроля.
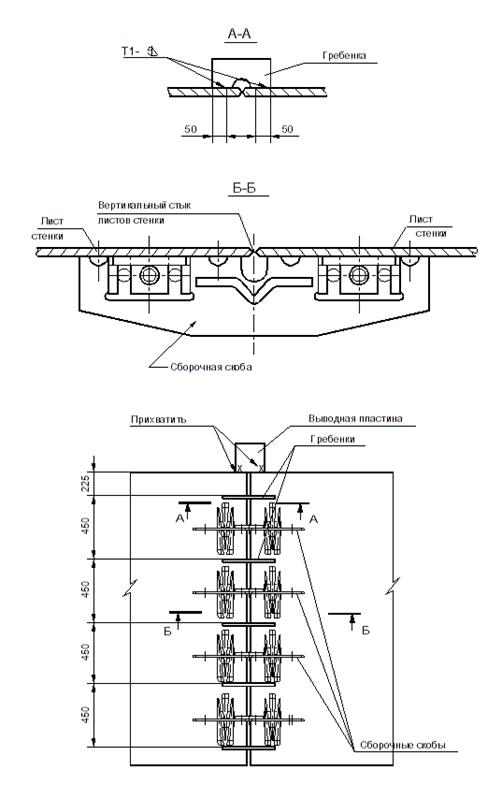
Требования к сборке листов центральной части днища и сопряжения с кольцом окраек 5.3.3.1 Требования к сборке листов центральной части днища определяются в зависимости от конструктивного выполнения сварных соединений, предусмотренного рабочими чертежами КМ. Монтаж днища начинают с укладки центрального листа с приваренными подкладными полосами и нанесенной на нем разметкой пересечения главных осей (геометрический центр резервуара), т.к. центральный лист является базой для обеих половин днища. Центральный ряд днища раскладывают в обе стороны от базового листа по главной оси резервуара. Сборку поперечных соединений производят встык на подкладной полосе, при этом контролируют величину зазора между листами, который не должен превышать 2 мм, чистоту кромок, а также качество прихваток. Сборку остальных рядов днища производят в обе стороны от центрального ряда с помощью нахлесточных соединений. 5.3.3.2 При сборке листов внахлестку следует контролировать величину нахлестки листов, предусмотренную в КМ. 5.3.3.3 При сборке листов днища внахлест места пересечения листов с тройной нахлесткой поджимаются до совмещения кромок листов. Поджим осуществляется только после предварительного подогрева верхнего листа до температуры пластической деформации – 600+50 °С. Оборудование, приспособления и инструмент предусматривается в ППР и операционной технологической карте. 5.3.3.4 С целью уменьшения деформаций при сварке днища следует установить пригрузы в зоне сварки или закрепить прихватками элементы жесткости в виде швеллера или балки вдоль свариваемых кромок. Пригрузы или элементы жесткости следует удалять только после завершения сварки и охлаждения сварных швов до температуры окружающего воздуха. 5.3.3.5 Сварку днища следует начинать только после полного окончания сборки сектора днища, определенного в ППР, разметки последовательности наложения сварных швов и приемки днища под сварку руководителем сварочных работ и специалистом по строительному контролю с отметкой в журнале сварочных работ. 5.3.3.6 К сборке соединения центральной части днища с кольцом окраек следует приступать только после окончания сварки уторного шва, всех стыков окраечного кольца, а также всех секторов центральной части днища с учетом необходимости недоваров сварных швов в сопряжении с кольцом окраек. 5.3.3.7 Для возможности сварки участков шва стыков окраек, закрываемых нахлесткой полотна центральной части днища, в местах стыков полотно днища приподнимают и опирают на специальные опоры-тумбы. После доварки окраек усиления швов на этих участках необходимо зачистить шлифмашинкой заподлицо с основным металлом. 5.3.3.8 Для обеспечения плотного прилегания центральной части днища к окрайке необходимо использовать П-образные скобы и плоские клинья и, добившись требуемой по ПД величины нахлеста, закрепить прихватками размером 4× 50× 300 мм. Прихватки следует ставить по схеме от середины листа к его краям после устранения зазоров между собираемыми листами. В зоне недоваров, которые играют роль компенсаторов усадки сварных швов днища, прихватки не ставить до окончания сварки основных швов, соединяющих центральную часть с кольцом окраек. 5.3.3.9 Предельные отклонения размеров и формы смонтированного днища не должны превышать значений, приведенных в РД-23.020.00-КТН-079-09. Требования к сборке листов стенки 5.3.4.1 Перед началом монтажа листов стенки следует выполнить их приемку в соответствии с требованиями 5.3.1, а также приварку к ним сборочных шайб по предварительной разметке. 5.3.4.2 При монтаже стенок резервуаров должна быть обеспечена устойчивость стенки против ветровых нагрузок путем установки расчалок и временных колец жесткости. 5.3.4.3 Сборка листов стенки между собой и с листами днища должна выполняться с применением сборочных приспособлений, обеспечивающих проектные зазоры в стыках, совмещение кромок в плоскости и вертикальность образующих поясов стенки после выполнения сварки. 5.3.4.4 Предварительно каждый монтируемый лист стенки должен быть закреплен на нижележащем поясе с помощью сборочных швеллеров. Далее листы должны собираться по вертикальным кромкам с помощью сборочных скоб. Схема закрепления кромок вертикальных стыков приведена на рисунке 5.1. 5.3.4.5 К сварке вертикальных стыков каждого пояса разрешается приступать после выполнения следующих работ: - полной сборки всех листов пояса стенки на сборочных скобах с контролем величины зазора, величины смещения кромок, вертикальности листов, а также угловатости кромок в стыке. Допускается выполнять сварку вертикальных стыков после сборки и жесткого закрепления не менее 1/3 листов пояса; - установки на стыках выводных планок; - зачистки кромок от ржавчины и прочих загрязнений; - определения последовательности выполнения сварных швов в соответствии с указаниями ППР и технологической карты; - приемки стыков под сварку руководителем сварочных работ и специалистом по строительному контролю с отметкой в журнале сварочных работ; - выполнением предусмотренной технологической картой просушки (температура кромок не должна превышать 50 °С) или подогрева кромок перед сваркой. Рисунок 5.1– Схема сборки вертикальных стыков стенки
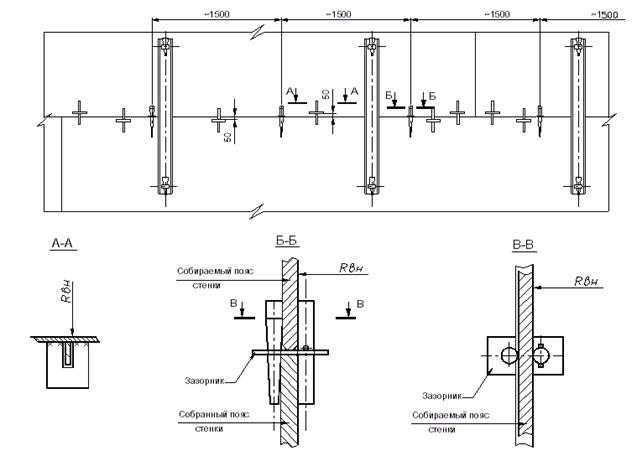
5.3.4.6 К сварке горизонтальных кольцевых стыков следует приступать только после завершения сварки вертикальных стыков смежных поясов в секторе длиной не менее 1/4 периметра резервуара, удаления выводных планок, восстановления кромок в местах начала и окончания вертикальных стыков, сборки кольцевого стыка и фиксации кромок стыка корневым слоем. Схема сборки горизонтальных стыков стенки приведена на рисунке 5.2.
Рисунок 5.2 – Схема сборки горизонтальных стыков стенки 5.3.4.7 Предельные отклонения размеров и формы смонтированной стенки не должны превышать значений, приведенных в РД-23.020.00-КТН-079-09. Требования к сборке стенки резервуаров из рулонированных полотнищ 5.3.5.1 В ППР должны быть разработаны мероприятия, исключающие повреждение днища резервуара в процессе подъема рулона стенки в вертикальное положение и его разворачивания. При подъеме рулона должны быть исключены любые локальные пластические деформации металла стенки от воздействия монтажных нагрузок. 5.3.5.2 В процессе разворачивания стенки должна быть обеспечена устойчивость полотнища от воздействия ветровых нагрузок, собственного веса, массы устанавливаемых щитов крыши и других нагрузок, возникающих при монтаже. Раскрепление развернутой части полотнища стенки и обеспечение ее вертикальности выполняют с помощью закрепленных на ней расчалок. В процессе монтажа стенки и установки на нее блоков крыши необходимо проводить систематический контроль вертикальности стенки. 5.3.5.3 Перед сборкой монтажного стыка полотнища (полотнищ) стенки следует выполнить формообразование начального и конечного участков, имеющих значительные отклонения от проектного радиуса кривизны. Сборку монтажного стыка осуществляют с помощью технологических приспособлений с соблюдением проектных зазоров и разделки кромок в соответствии с требованиями ППР и настоящего документа. 5.3.5.4 Предельные отклонения размеров и формы собранного монтажного стыка стенки не должны превышать значений, приведенных в ППР. Предельные отклонения размеров и формы смонтированной стенки после сварки не должны превышать значений, приведенных в РД-23.020.00-КТН-079-09. 5.3.5.5 К сварке вертикальных монтажных стыков стенки следует приступать только после выполнения следующих работ: -полной сборки и закрепления кромок стыка по всем поясам; -выполнения проектной разделки кромок в стыковом соединении с обрезкой технологического припуска; -сборки кромок листов стенки и их зачистки от ржавчины и прочих загрязнений; - закрепления кромок сборочными скобами и поперечными гребенками, исключающими угловые деформации стыка; -натяжения и закрепления зоны стенки с монтажным стыком на жесткий кондуктор; -разметки монтажного стыка на участки для соблюдения последовательности сварки, предусмотренной ППР и РД-23.020.00-КТН-079-09; -приемки монтажного стыка стенки под сварку руководителем сварочных работ и специалистом по строительному контролю с отметкой в журнале сварочных работ (журнале общих работ); -просушки или подогрева кромок сварного стыка в соответствии с указаниями ППР и требованиями раздела 6. Требования к сборке люков и патрубков 5.3.6.1 Разметка мест расположения люков и патрубков в корпусе резервуара должны выполняться в соответствии с требованиями ПД по допускаемому расстоянию между сварными швами люков (патрубков), их усиливающих листов и корпуса резервуара. 5.3.6.2 До начала сварки люков и патрубков должны быть проконтролированы предельные отклонения расположения их осей и фланцевых поверхностей в соответствии с требованиями ПД, ПБ 03-584-03 и РД-23.020.00-КТН-079-09. Отверстия в стенке, вырезанные для установки патрубков или люков, должны быть обработаны шлифмашинкой таким образом, чтобы высота выступов не превышала 0, 5 мм. 5.3.6.3 При подготовке к сварке люков и патрубков необходимо проконтролировать правильность подготовки кромок соединяемых элементов в соответствии с чертежами ПД. Величина зазора между элементами патрубка и усиливающего листа стенки, а также угол скоса кромок должны обеспечивать полное проплавление кромок и получение соединения без непроваров. Зона сопрягаемых элементов должна быть зачищена от ржавчины, антикоррозионного покрытия и прочих загрязнений. 5.3.6.4 С целью сохранения проектной цилиндрической формы стенки в зоне ввариваемых патрубков и предотвращения ее локального западания, в зоне сварки необходимо установить раму жесткости. Требования к сборке каркаса стационарной крыши 5.3.7.1 При сборке элементов каркаса крыши необходимо учитывать величину строительного подъема крыши для обеспечения ее проектной высоты. 5.3.7.2 Укрупнительную сборку блоков каркаса крыш выполняют на стенде, обеспечивающем сохранение проектного радиуса кривизны укрупняемых блоков. При необходимости установить временные конструкции, препятствующие возникновению деформаций конструкции блоков в процессе монтажа. До сварки узлов каркаса крыши необходимо выполнить ее сборку на монтажных болтах, и провести контроль геометрии блока, жесткого закрепления его узлов и зачистки мест, подлежащих сварке. Приемка блока под сварку осуществляется руководителем сварочных работ и специалистом по строительному контролю с внесением соответствующей записи в журнал сварочных работ. 5.3.7.3 В составе ППР должны быть разработаны мероприятия для обеспечения безопасности при выполнении сборки и сварки каркаса крыш. 5.3.7.4 Предельные отклонения размеров и формы смонтированной каркасной стационарной крыши не должны превышать значений, приведенных в 5.3.7.5 Настилы стационарных крыш в соответствии с ПД могут быть выполнены из рулонированных полотнищ или из отдельных листов. При полистовой сборке в первую очередь следует собирать две диаметрально перпендикулярных листовых секции, оси симметрии которых совпадают с осями резервуара. Раскладка листов производится с учетом требований безопасности производства работ в направлении от стенки к центру крыши полосами. После раскладки листов проверяют: совмещение осей симметрии секций с осями резервуара, размер нахлёстки, плотность прилегания листов к элементам каркаса и между собой. Закрепление листов к центральному щиту крыши, стенке и между собой выполняется прихватками размерами 4х50 с шагом 300 мм. 5.3.7.6 Каждый из секторов настила крыши следует заполнять листами по схеме паркетной укладки. При этом контролируют положение каждой листовой секции относительно центральных (базовых), величину нахлёстки в соответствии с указаниями ПД, перпендикулярность осей симметрии левых и правых секций в секторе. 5.3.7.7 К сварке настила крыши следует приступать после приемки руководителем сварочных работ и специалистом по строительному контролю и записи в журнале сварочных работ, собранных конструктивных элементов и зачистки зон, подлежащих сварке, разбивки настила на сектора и технологические участки, определяющие последовательность сварочных работ. Требования к сборке стальных понтонов и плавающих крыш 5.3.8.1 Последовательность работ по монтажу и сварке конструкций понтонов и плавающих крыш определяется типом конструкций и технологией монтажа, предусмотренной ППР. 5.3.8.2 При монтаже мембран однодечных стальных плавающих крыш и понтонов используют рулонированные полотнища. Двудечные плавающие крыши монтируют из укрупненных блоков или коробов полной заводской готовности. 5.3.8.3 Сборку мембран однодечных понтонов или плавающих крыш из рулонированных полотнищ следует производить после сварки центральной части днища резервуара и контроля его герметичности. 5.3.8.4 Сборку и сварку мембран понтонов и плавающих крыш с периферийным кольцом коробов следует выполнять после завершения всех работ по сварке коробов и соединений между ними, а также контроля геометрических параметров и герметичности их конструктивных элементов. 5.3.8.5 Кольцо периферийных коробов однодечных понтонов и плавающих крыш следует монтировать на днище резервуара после контроля качества уторного шва в сопряжении стенки с днищем. В процессе монтажа каждого периферийного короба понтона или плавающей крыши следует контролировать соответствие расстояния наружного борта от стенки резервуара требованиям ПД. Предельные отклонения размеров и формы смонтированного понтона или плавающей крыши не должны превышать значений, приведенных в ПД. 5.3.8.6 К сварке соединений между блоками периферийных коробов однодечных понтонов или плавающих крыш следует приступать только после выполнения следующих работ: - полной раскладки всего кольца коробов по проектному радиусу с припуском на усадку, величина которого должна быть предусмотрена ППР; - контроля величины зазора между наружным бортом каждого короба от стенки резервуара и доведения его до проектного значения; - сборки кромок стыкуемых элементов коробов и их зачистки от ржавчины и прочих загрязнений; - закрепления кромок блоков коробов прихватками и сборочными приспособлениями; - приварки выводных планок в соединениях; - приемки кольца коробов понтона или плавающей крыши под сварку руководителем сварочных работ и специалистом по строительному контролю с отметкой в журнале сварочных работ; - просушки или подогрева кромок сварных стыков перед сваркой в соответствии с указаниями ППР или технологической карты. 5.3.8.7 К сварке соединений внешней стороны мембран однодечных понтонов (плавающих крыш) следует приступать только после выполнения следующих работ: - полной раскатки рулонов всей мембраны и закрепления внахлестку кромок собираемых полотнищ; - сборки, натяжения и закрепления периферических кромок мембраны с элементами коробов; - зачистки зон кромок, подлежащих сварке, от ржавчины и прочих загрязнений; - выполнения мероприятий по снижению величины сварочных деформаций, предусмотренных ППР; - разметки стыков на участки для соблюдения последовательности сварки, предусмотренной ППР; - приемки мембраны под сварку руководителем сварочных работ, специалистом по строительному контролю с отметкой в журнале сварочных или общих работ. 5.3.8.8 Сварные соединения внутренней стороны мембраны, опорных стоек и направляющих следует выполнять после контроля герметичности выполненных внешних сварных соединений мембраны и коробов, подъема понтона (плавающей крыши) и установки в проектное положение на опорных стойках. 5.3.8.9 Сборку двудечных плавающих крыш (понтонов) выполняют по следующим схемам: - сборка и сварка крыши (понтона) на проектной отметке с установкой отсеков или коробов на временные опорные стойки; - сборка и сварка коробов или отсеков на днище резервуара с последующим подъемом в проектное положение целиком собранной и сваренной крыши (понтона) избыточным давлением воздуха; - сборка и сварка коробов или отсеков на днище резервуара с последующим подъемом их краном в проектное положение на опорные стойки. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 3524; Нарушение авторского права страницы