|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Токарно-винторезный станок модели ТВ-7
Относится к специальному школьному оборудованию и предназначен для трудового обучения и профориентации учащихся общеобразовательных школ. Станок позволяет выполнять основные токарные операции: -Проточку и расточку цилиндрических и конических поверхностей; -Подрезку торцев; -Отрезку; -Сверление; -Нарезку резьбы; Основные технические данные и характеристики Наибольший диаметр заготовки, устанавливаемой в патроне, м Наименьший диаметр заготовки, устанавливаемой в патроне, мм- 5 Наибольший диаметр заготовки, устанавливаемой над станиной, мм Наибольший диаметр заготовки, устанавливаемой над суппортом, мм- 100 Наибольшая длина обтачивания, мм- 300 Наибольшая длина обрабатываемого изделия в центрах, мм -330 Наибольшая длина обрабатываемого изделия в патроне, мм-31 Высота оси центров над плоскими направляющими станины, мм - 120 Диаметр сквозного отверстия в шпинделе, мм-18 Центр в шпинделе, Морзе - 3 Значения шага обрабатываемых метрических резьб, мм 0, 8; 1, 0; 1, 25; 1, 5; -> п-2 5 Число ступеней частот вращения шпинделя - 8 Пределы частот вращения шпинделя, мин " (об/мин.) 60 - 1000 Габаритные размеры станка, мм 1050-535-1200 Масса станка, кг- 400 Значение продольных рабочих подач суппорта, мм -0.1; 0.12: 0.16; 0.20; 0.24; 0, 32 -Поперечная подача суппорта - ручная -Количество резцов в резцедержателе- 4 -Наибольшее сечение державки резца, мм ширина - 16; высота - 16 -Перемещение на одно деление лимба, мм продольное - 0, 25; поперечное -0.025 -Перемещение на один оборот лимба, мм. продольное - 20; поперечное - 2 Наибольший угол поворота, град. - 40 Цена одного деления шкалы поворота, град.- 1 Наибольшая длина перемещения, мм - 85 Цена одного деления лимба, мм -0, 025 Наибольшее перемещение пиноли, мм - 65 Цена одного деления лимба перемещения пиноли, мм -0, 025 Центр в пиноли, Морзе -2 Величина поперечного смещения задней бабки, мм ±5 Устройство Передняя бабка крепится в левой части станины. Движение с коробки понижающей, клиноременной передачей через шкив передается непосредственно на шпиндель передней Бабки Шпиндель имеет ступеней скоростей от 60 до 1000 об/мин. В передней и задней опорах шпинделя установлены по два радиально-упорных подшипника. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр. Движение подач суппорта заимствуется от шпинделя. Вал получает вращение через шестерни 3-4-6-8. С вала движение передается сменной шестерне гитары. В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта - реверсировать подачу. Реверсирование производится перемещением шестерни в левое и правое крайние положения рукояткой. При левом крайнем положении шестерня получит прямое вращение непосредственно от блока шестерен, расположенного на валу. При правом крайнем положении шестерня получит обратное вращение через паразитную шестерню, которая находится в постоянном зацеплении со второй ступенью блока шестерен. На лицевой стороне корпуса передней бабки расположен масло-указатель. Коробка - понижающая Коробка понижающая служит для расширения диапозона чисел оборотов шпинделя передней бабки. Коробка установлена в передней тумбе станка, на общей с электродвигателем салазке. Движение от электродвигателя на входной вал коробки понижающей передается клиноременной передачей через шкив. Переставляя ремень поочередно в один из ручьев шкива и шкива, расположенного на валу электродвигателя, можно получить различные скорости вращения вала. Ослабление ремня производится поворотом рукоятки вниз на себя. После перестановки ремень натягивается поворотом рукоятки в обратном направлении (вверх на себя), Вал получает вращение через (перебор) шестерни 3-4-5-6, Либо напрямую соединяется с валом через кулачковую муфту, выполненную на торцах шестерен. Для этого необходимо поворотом рукоятки переместить шестерню в крайнее левое положение (включить муфту). Одновременно выходят из зацепления шестерни 3-4 и 5-6. Таким образом на выходном валу коробки понижающей можно получить разных скоростей. С вала клиноременной передачей через шкив движение передается на шпиндель передней бабки. Гитара (передаточный механизм) служит для передачи вращения от шпинделя передней бабки к коробке подач. Применение сменных шестерен a (Z = 32; Z = 48; Z = 64) позволяет расширить диапазон нарезаемых резьб и величин подач суппорта. Коробка подач Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу коробки подач При повороте рукоятки, которая имеет три фиксированных положения, блок - шестерня перемещается по шлицам вала и ее венцы поочередно входят в зацепление с шестернями 2, 3, 4, неподвижно сидящими на валу. Это дает возможность вместе со сменными шестернями гитары получить метрическую резьбу с шагом 0, 8; 1, 0; 1, 25; 1, 5; 2, 0; 2, 5 мм и продольную механическую подачу суппорта 0, 1; 0, 12; 0, 15; 0, 16; 0, 18; 0, 20; 0, 24; 0, 32 мм /об. Включение ходового винта или ходового валика осуществляется поворотом рукоятки. Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика. Изменение направления вращения ходового винта п ходового валика производится поворотом рукоятки. Для смазки механизма коробки подач в верхней ее части имеется лоток для заливки масла. Масло на шестерни и трущиеся поверхности подается фитилями. Во время работы станка в лотке коробки подач постоянно должно находиться небольшое количество масла. Для слива масла в нижней части коробки подач имеется сливная пробка. При нарезании резьбы ходовой винт не должен иметь осевого перемещения. Устранение осевого люфта производится подтягиванием двух круглых гаек Фартук С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу. Ручная подача осуществляется вращением маховика, насаженного на вал-шестерню, входящего в зацепление с шестерней, сидящей на валике реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика осуществляется червяком, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню и далее через кулачковую муфту и шестерни 13, вращение передается на реечнную шестерню. Для включения механической подачи надо рукоятку повернуть на себя, при этом включается кулачковая муфта. Механическая подача от ходового винта осуществляется поворотом вниз рукоятки, соединяющей разъемную маточную гайку с ходовым винтом. Реечную шестерню при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки на себя. При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки от себя. В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку. Суппорт предназначен для закрепления и перемещения резца, он имеет четыре салазки. Салазка 1 перемещается в продольном направлении по направляющим станины, Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца. Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положений в ту или иную сторону. Поперечное перемещение салазки 2 по направляющим нижней салазки производится винтом и гайкой. Винт приводится во вращение от руки рукояткой. Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т- образный паз салазки 2. Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой, которая вращает винт. Направляющие станины, салазок и клиньев от продолжительной работы, изнашиваются настолько, что между ними может появиться зазор. В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки салазки винтами. Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта. Резцедержатель закрепляется на салазке 4 болтом и рукояткой. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки. Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт. Задняя бабка Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус расположен на основании, перемещающемся по направляющим
Панины станка. В корпусе продольно перемещается пиноль. Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется, а упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком, вращающим винт. Для удобства вращения на маховике закреплена рукоятка. Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка. Рукоятка служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны впадать, Для совмещения оси пиноли с осью шпинделя в горизонтальтой плоскости служат гайка и два винта, расположенные с обеих сторон задней бабки. При точении в центре длинных конусов корпус задней бабки смещается в поперечном направлении по призме основания при помощи этих винтов. После установки задней бабки в нужном положении производится жесткое закрепление корпуса задней бабки с основанием задней бабки при помощи винта и гайки. При протачивании в центрах деталей разной длины заднюю бабку перемещают вдоль станины станка и закрепляют в нужном положении при помощи эксцентрикового зажима. Для закрепления бабки необходимо, рукоятку повернуть в правое крайнее положение, при повороте рукоятки влево задняя бабка освобождается от зажима. Электрооборудование К электрооборудованию станка относятся: трехфазный асинхронный электродвигатель мощностью 1, 1 кВт, переключатель кулачковый универсальный, светильник местного освещения и электрощит, на котором смонтированы магнитные пускатели, пакетные выключатели сети и местного освещения, трансформатор местного освещения и предохранители. Щит с электроаппаратурой установлен в задней тумбе станка. Электродвигатель расположен в передней тумбе, а переключатель кулачковый универсальный крепится на станине с обратной стороны станка. Защитные устройства Зона обработки ограждена защитным экраном, установленным на суппорте станка.
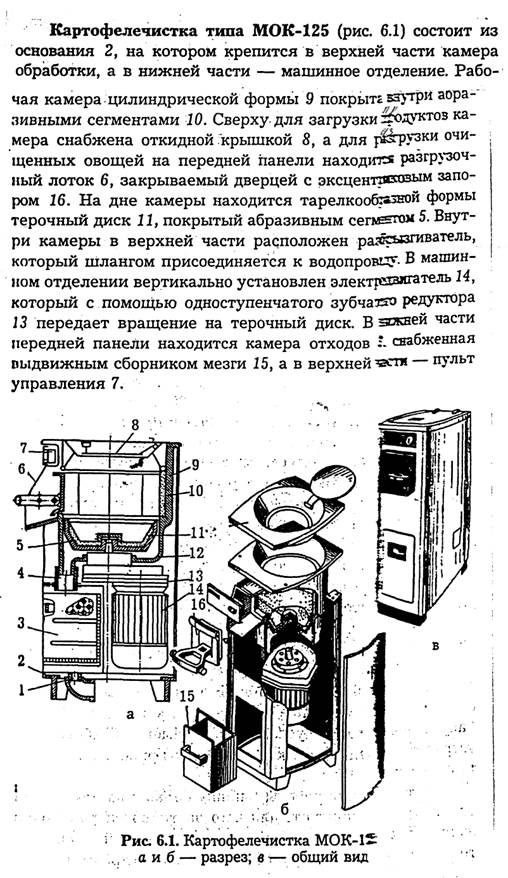
Принцип действия. При включении машины терочный диск начинает вращаться.- Поступающие сверху клубни по- I падают на поверхность вращающегося терочного/диска и | также начинают вращаться. При этом клубни трутся об абразивную поверхность терочного диска и стенок камеры. Под действием силы трения кожура с клубней снимается, а поступающая из г разбрызгивателя вода смывает мезгу на дно 12 камеры, откуда она через резиновый сливной патрубок 4 попадает в камеру отходов. Вода через перфорированное дно сборника мезги сливается в канализацию через патрубок 1, а мезга остается в сборнике. В дальнейшем мезгу используют для переработки на крахмал или на корм.свиней. Для выгрузки очищенных, овощей, не выключая двигателя, открывают дверцу разгрузочного.лотка л под действием центробежной силы клубни выпадают в подставленную тару. Производительность машины — 125 кг/Ч;
Популярное:
|
Последнее изменение этой страницы: 2016-06-04; Просмотров: 1700; Нарушение авторского права страницы