|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Часть 1. Технологии сварочно-монтажных работСтр 1 из 27Следующая ⇒
Предисловие 1 ДОКУМЕНТ РАЗРАБОТАН обществом с ограниченной ответственностью «Научно-исследовательский институт транспорта нефти и нефтепродуктов» 2 УТВЕРЖДЕН ОАО «АК «Транснефть» 3 ДАТА ВВЕДЕНИЯ: 01.03.2012 4 ВВЕДЕН ВЗАМЕН РД-25.160.10-КТН-050-06 «Инструкция по технологии сварки при строительстве и ремонте стальных вертикальных резервуаров», утвержденного 5 СРОК ДЕЙСТВИЯ – до замены (отмены) 6 Оригинал документа хранится в службе научно-технического обеспечения и нормативной документации управления инновационного развития и НИОКР ОАО «АК «Транснефть» 7 Документ входит в состав отраслевого информационного фонда ОАО «АК «Транснефть» 8 Аннотация Документ устанавливает единые требования к технологиям сварки и контролю сварных соединений при строительстве, ремонте стальных вертикальных резервуаров для хранения нефти и нефтепродуктов 9 Подразделение ОАО «АК «Транснефть», ответственное за документ (куратор), – управление главного механика Информация об изменениях к настоящему документу, текст изменения, а также информация о статусе документа может быть получена в отраслевом информационном фонде ____________________________________________________________________________________________ Права на настоящий документ принадлежат ОАО «АК «Транснефть». Документ не может быть полностью или частично воспроизведён, тиражирован и распространён без разрешения ОАО «АК «Транснефть».
®© ОАО «АК «Транснефть», 2011 г.
Открытое акционерное общество (ОАО «АК «Транснефть»)
ИНСТРУКЦИЯ ПО ТЕХНОЛОГИИ СВАРКИ ПРИ СТРОИТЕЛЬСТВЕ
Часть 1. Технологии сварочно-монтажных работ
Содержание Часть 1. Технологии сварочно-монтажных работ 1 Область применения. 1 2 Нормативные ссылки. 1 3 Термины и определения. 4 4 Обозначения и сокращения. 6 5 Основные положения. 7 5.1 Общие требования. 7 5.2 Виды сварных соединений и швов в конструкциях резервуаров. 9 5.3 Требования к подготовке и сборке конструкций резервуаров под сварку. 10 5.4 Требования к сварным соединениям резервуаров. 26 5.5 Стали, используемые в конструкциях резервуаров. 47 5.6 Сварочные материалы и оборудование. 50 6 Технология сварки при строительстве резервуаров. 58 6.1 Общие требования. 58 6.2 Основные положения технологии механизированной сварки в среде 6.3 Основные положения технологии механизированной сварки 6.4 Основные положения технологии сварки под флюсом.. 68 6.5 Основные положения технологии ручной дуговой сварки. 70 6.6 Общие указания по сварке днищ резервуаров. 71 6.7 Сварка стыковых соединений окраечных листов днищ.. 72 6.8 Сварка стыков центральной части днищ.. 75 6.9 Сварка стенок резервуаров. 81 6.10 Сварка соединений днища со стенкой. 86 6.11 Сварка соединений каркасов и настилов стационарных крыш.. 88 6.12 Сварка соединений люков, патрубков и их усиливающих листов 6.13 Сварка конструктивных элементов, присоединяемых к стенке резервуаров. 100 6.14 Сварка конструкций понтонов и плавающих крыш.. 103 6.15 Сварка трубопроводов приемо-раздаточных устройств и трубопроводов 6.16 Требования к выполнению сварочных работ при пониженных температурах. 106 6.17 Ремонт дефектных участков сварных швов при строительстве резервуаров. 108 7 Технология сварки при ремонте резервуаров. 111 7.1 Общие положения. 111 7.2 Методы ремонта конструкций резервуаров с использованием сварки. 113 7.3 Сварка конструкций из различных марок сталей при ремонте резервуаров. 114 7.4 Требования к технологии сварочных работ при ремонте резервуаров. 118 7.5 Технология сварки при ремонте резервуаров с заменой 7.6 Ремонт дефектных участков сварных соединений. 142 7.7 Технология ремонта локальных коррозионных повреждений сваркой. 145 8 Требования безопасности при производстве сварочных работ. 147 9 Правила допуска организаций к выполнению сварочно-монтажных работ, 9.1 Правила допуска организации к выполнению сварочно-монтажных работ. 153 9.2 Требования к квалификации и допускные испытания сварщиков. 154 Приложение А (справочное) Методика механических испытаний сварных Приложение Б (рекомендуемое) Форма протокола производственных Приложение В (рекомендуемое) Типовые операционные технологические карты сборки и сварки соединений при строительстве резервуаров (с примером заполнения) 169 Приложение Г (рекомендуемое) Типовые операционные технологические Приложение Д (обязательное) Форма журнала сварочных работ при строительстве и капитальном ремонте вертикального цилиндрического резервуара. 207 Библиография. 210
Часть 2. Методы контроля качества сварных соединений
Область применения 1.1 Настоящая часть нормативного документа определяет технологии сварки, применяемые при строительстве и ремонте вертикальных стальных резервуаров для хранения нефти и нефтепродуктов. 1.2 Настоящая часть документа устанавливает требования к: - видам сварных соединений и швов в конструкциях резервуаров; - сварным соединениям резервуаров; - производству сварочно-монтажных работ при строительстве и ремонте резервуаров; - применению технологий автоматической, механизированной и ручной дуговой сварки при монтаже конструкций резервуаров; - выполнению сварочных работ при отрицательных температурах; - технике безопасности при выполнении сварочных работ. 1.3 Настоящая часть нормативного документа распространяется на производство сварочных работ при строительстве и ремонте (реконструкции) вертикальных стальных резервуаров объемом от 100 до 50000 м3. 1.4 Настоящая часть нормативного документа предназначена для организаций, осуществляющих производство сварочных работ при монтаже вертикальных стальных резервуаров для нефти и нефтепродуктов в процессе строительства, капитального ремонта, а также для организаций, осуществляющих изготовление (в т.ч. рулонных заготовок) резервуаров, проектирование резервуаров и контроль за производством работ. 1.5 Настоящая часть нормативного документа применяется при разработке комплектов операционных технологических карт по выполнению сварных соединений стальных вертикальных резервуаров, сооружаемых или ремонтируемых в соответствии с проектом производства работ (далее – ППР). 1.6 Аттестационные документы, выданные до введения в действие настоящего документа или изменений к нему, действуют до окончания сроков аттестации. 1.7 Планы производства работ, проекты, договора, заключенные и утвержденные до введения в действие настоящего документа, выполняются в соответствии с требованиями документов на основании которых они разрабатывались и утверждались. Нормативные ссылки В настоящей части документа использованы нормативные ссылки на следующие документы: ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности ГОСТ 166-89 Штангенциркули. Технические условия ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 2246-70 Проволока стальная сварочная. Технические условия ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия ГОСТ 12820-80 Фланцы стальные плоские приварные на Ру от 0, 1 до 2, 5 МПа (от 1 до 25 кгс/см 2). Конструкция и размеры ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 23407-78 Ограждения инвентарные строительных площадок и участков производства строительно-монтажных работ. Технические условия ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия СНиП 3.03.01-87 Несущие и ограждающие конструкции СНиП 12-03-2001 Безопасность труда в строительстве. Часть 1. Общие требования СНиП 23-01-99* Строительная климатология ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства ПБ 03-584-03 Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных ПБ 03-605-03 Правила устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов ПБ 10-382-00 Правила устройства и безопасной эксплуатации грузоподъемных кранов Правила устройства электроустановок (ПУЭ). Издания шестое и седьмое РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов РД 153-34.0-03.150-00 (ПОТ Р М-016-2001) Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок РД-03.120.10-КТН-001-11 Положение об аттестации сварочного производства на объектах ОАО «АК «Транснефть» РД-23.020.00-КТН-079-09 Нормы проектирования стальных вертикальных резервуаров для хранения нефти объемом 1000-50000 куб. м. РД-25.160.00-КТН-011-10 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов ОТТ-25.160.00-КТН-219-09 Требования к сварочному оборудованию и сварочным материалам, применяемым на объектах ОАО «АК «Транснефть». Общие технические требования ОТТ-77.140.50-КТН-349-09 Царги для строительства вертикальных стальных резервуаров. Общие технические требования ОР-03.120.20-КТН-031-10 Реестр ТУ и ПМИ. Формирование и ведение. Организация экспертизы технической документации производителей продукции, закупаемой организациями системы «Транснефть» ОР-03.180.00-КТН-222-09 Порядок организации обучения и проверки знаний работников организаций системы «Транснефть» по вопросам промышленной, пожарной безопасности и охраны труда ОР-15.00-45.21.30-КТН-003-1-01 Регламент организации производства ремонтных и строительных работ на объектах магистральных нефтепроводов ОР-15.00-45.21.30-КТН-004-1-03 Регламент организации огневых, газоопасных и других работ повышенной опасности на взрывопожароопасных и пожароопасных объектах предприятий системы ОАО «АК «Транснефть» и оформления нарядов-допусков на их подготовку и проведение ОР-91.010.30-КТН-266-10 Объекты магистральных нефтепроводов. Правила приемки в эксплуатацию законченных строительством объектов. Формирование приемо-сдаточной документации ОР-91.010.30-КТН-345-09 Порядок разработки проектов производства работ на строительство, техническое перевооружение и реконструкцию объектов магистральных нефтепроводов и нефтепродуктопроводов ОСТ 26-291-94 Сосуды и аппараты стальные сварные. Общие технические требования Примечание - При пользовании настоящим нормативным документом целесообразно проверить действие ссылочных нормативных документов в соответствии с действующим «Перечнем законодательных актов и основных нормативных и распорядительных документов, действующих в сфере магистрального трубопроводного транспорта нефти и нефтепродуктов». Если ссылочный документ заменен (изменен), то при пользовании настоящим документом следует руководствоваться заменяющим (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. 3 Термины и определения В настоящей части документа применены следующие термины с соответствующими определениями: 3.1 автоматическая сварка: Сварочный процесс, при котором подача сварочной проволоки и перемещение сварочной головки осуществляются автоматически, а оператор наблюдает, устанавливает и корректирует параметры сварки. 3.2 аттестованный сварщик: Квалифицированный рабочий, аттестованный в установленном порядке и имеющий первый уровень профессиональной подготовки в соответствии с действующими правилами аттестации. 3.3 аттестованная технология сварки: Технология сварки, которая прошла приемку в организации в соответствии с требованиями нормативных документов. 3.4 допуск организаций-подрядчиков к сварке резервуаров 3.5 заказчик: Организация системы «Транснефть», по заказу которой осуществляется строительство или ремонт резервуара. 3.6 зона термического влияния: Участок основного металла, не подвергающийся расплавлению, структура которого изменилась в результате нагрева при сварке плавлением или резке. 3.7 изготовитель: Организация, осуществляющая изготовление конструкций и оборудования в соответствии с проектной документацией. 3.8 контрольное сварное соединение: Сварное соединение, выполняемое при аттестации технологии сварки в производственных условиях, являющееся однотипным по отношению к производственным сварным соединениям. 3.9 металл шва: Металл, полученный при совместном плавлении основного и присадочного металла и ограниченный линией сплавления шва. 3.10 механизированная (полуавтоматическая) сварка: Сварочный процесс, при котором подача присадочной проволоки осуществляется подающим механизмом, а перемещение сварочной горелки по периметру стыка осуществляется вручную. 3.11 нахлесточное соединение: Сварное соединение двух листов, расположенных параллельно и частично перекрывающих друг друга. 3.12 однотипные сварные соединения: Группа производственных сварных соединений, выполняемых одним и тем же способом (комбинацией способов) сварки на изделиях из стали одной группы (сочетания групп) и имеющих схожие (подобные) технологические характеристики. 3.13 окрайки: Периферийные листы днища резервуара, имеющие в плане форму кольцевого сектора. 3.14 операционная технологическая карта: Документ по сварке конструкций конкретного резервуара, на основе типовой операционной технологической карты и проекта производства работ. 3.15 организации системы «Транснефть»: Организации, осуществляющие на основании устава и/или гражданско-правового договора деятельность, связанную с транспортировкой по магистральным трубопроводам нефти и нефтепродуктов и/или любую из таких функций как: обеспечение работоспособности (эксплуатации); финансовой стабильности; безопасности; социального и/или информационного обеспечения деятельности объектов/предприятий магистрального трубопроводного транспорта, если в таких организациях ОАО «АК «Транснефть» и/или его дочерние общества являются учредителями, либо участниками (акционерами), владеющими в совокупности более чем 20 процентами долей (акций и т.п.). 3.16 подрядчик: Организация, выполняющая работы по строительству или ремонту резервуара. 3.17 резервуарный парк: Группа (группы) резервуаров, размещенных на территории организации, управление которой осуществляется с одного диспетчерского пункта. 3.18 ремонт сварного шва: Процесс устранения в готовом сварном соединении дефектов, обнаруженных неразрушающими методами контроля. 3.19 стыковое соединение: Сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями. 3.20 стыковой шов: Сварной шов стыкового соединения с различной разделкой кромок: прямоугольной, Х-образной, К-образной, V-образной. 3.21 сертификат: Документ о качестве конструкций, листов, труб, деталей трубопроводов и сварочных материалов, удостоверяющий соответствие их качества требованиям технических условий, а также специальным требованиям, сформулированным при заключении контракта на поставку. 3.22 тавровое соединение: Сварное соединение, в котором торец одного элемента приварен под прямым углом к боковой поверхности другого элемента. 3.23 угловое соединение: Сварное соединение двух элементов, расположенных под углом и сваренных в месте их примыкания. 3.24 угловой шов: Сварной шов углового, нахлесточного или таврового соединения. 3.25 уторный шов: Двухсторонний угловой шов в сопряжении стенки резервуара с днищем (окрайкой). Обозначения и сокращения В настоящей части документа применены следующие обозначения и сокращения: ВИК – визуальный и измерительный контроль; ЗТВ – зона термического влияния; КД – конструкторская документация; КМД – конструкции металлические деталировочные; КМ – конструкции металлические; КСС – контрольное сварное соединение; НД – нормативный документ; ОСТ – организация системы «Транснефть»; ПВК – контроль проникающими веществами капиллярный; ПД – проектная документация; ППР – проект производства работ; Реестр ТУ и ПМИ – Реестр технических условий, программ и методик приемо-сдаточных испытаний на основные виды продукции, закупаемой организациями системы «Транснефть»; РК – радиографический контроль; РВС – резервуары вертикальные стальные; ТУ – технические условия; УЗК – ультразвуковой контроль. Основные положения 5.1 Общие требования 5.1.1 Параметры, типы и конструктивное исполнение резервуаров определяются на стадии проектирования в соответствии с требованиями РД-23.020.00-КТН-079-09. 5.1.2 На объектах ОАО «АК «Транснефть» применяются резервуары следующих типов: - резервуары вертикальные стальные со стационарной крышей без понтона (РВС); - резервуары вертикальные стальные со стационарной крышей и понтоном (РВСП); - резервуары вертикальные стальные с плавающей крышей (РВСПК). 5.1.3 Металлоконструкции стальных вертикальных резервуаров (далее – резервуаров) должны изготавливаться по ТУ производителей, включенным в Реестр ТУ и ПМИ в соответствии с ОР-03.120.20-КТН-031-10, и отвечать требованиям РД-23.020.00-КТН-079-09 5.1.4 Все элементы конструкций по требованиям к материалам разделяются на группы А, Б и В, а группа Б – на подгруппы Б1 и Б2. Элементы конструкций группы А и Б являются основными конструкциями резервуара, а в группу В входят вспомогательные конструкции. Перечень конструктивных элементов резервуаров с учетом классификации на группы представлен в таблице 5.1
Таблица 5.1 – Конструктивные элементы резервуаров
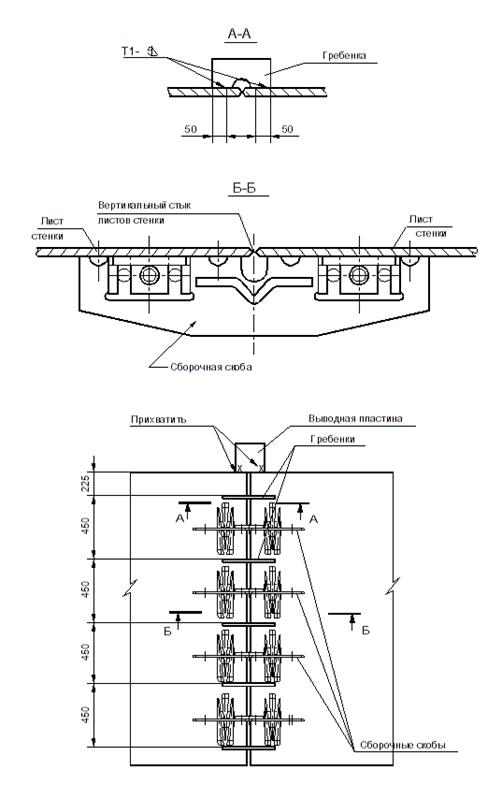
5.1.5 Конструкции и технические характеристики сварных соединений резервуаров должны удовлетворять требованиям 5.4. 5.1.6 Технологии сварки и ремонта сварных соединений, применяемые при строительстве и ремонте резервуаров, подлежат аттестации согласно требованиям 5.1.7 К выполнению сварных соединений резервуаров допускаются сварщики (операторы сварочных установок), аттестованные в соответствии с требованиями 5.1.8 Перед началом сварочных работ на резервуаре или группе однотипных резервуаров сварщики (операторы) должны пройти допускные испытания в соответствии с требованиями раздела 9.2 настоящего документа. 5.1.9 При строительстве и ремонте резервуаров все сварочные материалы должны быть аттестованы в соответствии с РД 03-613-03, РД-03.120.10-КТН-001-11. Выбор сварочных материалов и их допуск к сварке должны производиться согласно требованиям, установленным в 5.6. 5.1.10 При строительстве и ремонте РВС применяется оборудование, аттестованное в соответствии с положениями РД 03-614-03, РД-03.120.10-КТН-001-11 (раздел 8). 5.1.11 Приемо-сдаточная документация при строительстве и ремонте резервуаров оформляется в соответствии с требованием ОР-91.010.30-КТН-266-10. Требования к сборке кольца окраечных листов 5.3.2.1 При сборке днища резервуара должна быть обеспечена сохранность гидроизолирующего слоя основания от воздействия различных монтажных нагрузок. Последовательность работ по сборке днища должна соответствовать требованиям ППР. 5.3.2.2 Сборку окраек днища следует начинать после приемки основания (фундамента) и нанесения с помощью приспособления для разметки кольцевой риски положения внешней кромки окраек (Rокр), превышающей проектный радиус на величину усадки кольца окраек после сварки, указанную в ППР. Монтаж окраек производят с приваренными монтажными шайбами для установки сборочных приспособлений. На одной торцевой кромке каждой окрайки следует закрепить прихватками (с шагом от 150 до 200 мм) подкладную пластину. 5.3.2.3 Разложить окрайки по риске Rокр и собрать их встык на остающейся подкладке с клиновидным зазором, расширяющимся по направлению к центру резервуара. Особое внимание следует уделить точности укладки первой окрайки и ее привязке к осям резервуара. 5.3.2.4 Выверить привязку стыков окраек по осям резервуара, проверить общую горизонтальность, устранить изломы (домики) в стыках, обеспечить проектные зазоры в стыках и плотность прилегания остающихся подкладок к окрайкам. 5.3.2.5 Смещение кромок в стыках окраек не должно превышать 10 % от толщины листа при плотности прилегания к подкладным полосам с зазором не более 1 мм. К сварке стыков окраек следует приступать только после выполнения следующих работ: - полной раскладки всего кольца окраек по проектному радиусу с припуском на усадку, размеры которого должны соответствовать приведенным в чертежах КМ, КМД, ППР; - сборки стыков окраечных листов на подкладных пластинах и их зачистки от ржавчины и прочих загрязнений; - закрепления кромок сборочными скобами и поперечными гребенками; - приварки выводных планок; - приемки собранного окраечного кольца днища под сварку (после раскладки) руководителем сварочных работ и службой контроля с соответствующей записью в журнале пооперационного контроля.
Требования к сборке листов центральной части днища и сопряжения с кольцом окраек 5.3.3.1 Требования к сборке листов центральной части днища определяются в зависимости от конструктивного выполнения сварных соединений, предусмотренного рабочими чертежами КМ. Монтаж днища начинают с укладки центрального листа с приваренными подкладными полосами и нанесенной на нем разметкой пересечения главных осей (геометрический центр резервуара), т.к. центральный лист является базой для обеих половин днища. Центральный ряд днища раскладывают в обе стороны от базового листа по главной оси резервуара. Сборку поперечных соединений производят встык на подкладной полосе, при этом контролируют величину зазора между листами, который не должен превышать 2 мм, чистоту кромок, а также качество прихваток. Сборку остальных рядов днища производят в обе стороны от центрального ряда с помощью нахлесточных соединений. 5.3.3.2 При сборке листов внахлестку следует контролировать величину нахлестки листов, предусмотренную в КМ. 5.3.3.3 При сборке листов днища внахлест места пересечения листов с тройной нахлесткой поджимаются до совмещения кромок листов. Поджим осуществляется только после предварительного подогрева верхнего листа до температуры пластической деформации – 600+50 °С. Оборудование, приспособления и инструмент предусматривается в ППР и операционной технологической карте. 5.3.3.4 С целью уменьшения деформаций при сварке днища следует установить пригрузы в зоне сварки или закрепить прихватками элементы жесткости в виде швеллера или балки вдоль свариваемых кромок. Пригрузы или элементы жесткости следует удалять только после завершения сварки и охлаждения сварных швов до температуры окружающего воздуха. 5.3.3.5 Сварку днища следует начинать только после полного окончания сборки сектора днища, определенного в ППР, разметки последовательности наложения сварных швов и приемки днища под сварку руководителем сварочных работ и специалистом по строительному контролю с отметкой в журнале сварочных работ. 5.3.3.6 К сборке соединения центральной части днища с кольцом окраек следует приступать только после окончания сварки уторного шва, всех стыков окраечного кольца, а также всех секторов центральной части днища с учетом необходимости недоваров сварных швов в сопряжении с кольцом окраек. 5.3.3.7 Для возможности сварки участков шва стыков окраек, закрываемых нахлесткой полотна центральной части днища, в местах стыков полотно днища приподнимают и опирают на специальные опоры-тумбы. После доварки окраек усиления швов на этих участках необходимо зачистить шлифмашинкой заподлицо с основным металлом. 5.3.3.8 Для обеспечения плотного прилегания центральной части днища к окрайке необходимо использовать П-образные скобы и плоские клинья и, добившись требуемой по ПД величины нахлеста, закрепить прихватками размером 4× 50× 300 мм. Прихватки следует ставить по схеме от середины листа к его краям после устранения зазоров между собираемыми листами. В зоне недоваров, которые играют роль компенсаторов усадки сварных швов днища, прихватки не ставить до окончания сварки основных швов, соединяющих центральную часть с кольцом окраек. 5.3.3.9 Предельные отклонения размеров и формы смонтированного днища не должны превышать значений, приведенных в РД-23.020.00-КТН-079-09. Требования к сборке листов стенки 5.3.4.1 Перед началом монтажа листов стенки следует выполнить их приемку в соответствии с требованиями 5.3.1, а также приварку к ним сборочных шайб по предварительной разметке. 5.3.4.2 При монтаже стенок резервуаров должна быть обеспечена устойчивость стенки против ветровых нагрузок путем установки расчалок и временных колец жесткости. 5.3.4.3 Сборка листов стенки между собой и с листами днища должна выполняться с применением сборочных приспособлений, обеспечивающих проектные зазоры в стыках, совмещение кромок в плоскости и вертикальность образующих поясов стенки после выполнения сварки. 5.3.4.4 Предварительно каждый монтируемый лист стенки должен быть закреплен на нижележащем поясе с помощью сборочных швеллеров. Далее листы должны собираться по вертикальным кромкам с помощью сборочных скоб. Схема закрепления кромок вертикальных стыков приведена на рисунке 5.1. 5.3.4.5 К сварке вертикальных стыков каждого пояса разрешается приступать после выполнения следующих работ: - полной сборки всех листов пояса стенки на сборочных скобах с контролем величины зазора, величины смещения кромок, вертикальности листов, а также угловатости кромок в стыке. Допускается выполнять сварку вертикальных стыков после сборки и жесткого закрепления не менее 1/3 листов пояса; - установки на стыках выводных планок; - зачистки кромок от ржавчины и прочих загрязнений; - определения последовательности выполнения сварных швов в соответствии с указаниями ППР и технологической карты; - приемки стыков под сварку руководителем сварочных работ и специалистом по строительному контролю с отметкой в журнале сварочных работ; - выполнением предусмотренной технологической картой просушки (температура кромок не должна превышать 50 °С) или подогрева кромок перед сваркой. Рисунок 5.1– Схема сборки вертикальных стыков стенки
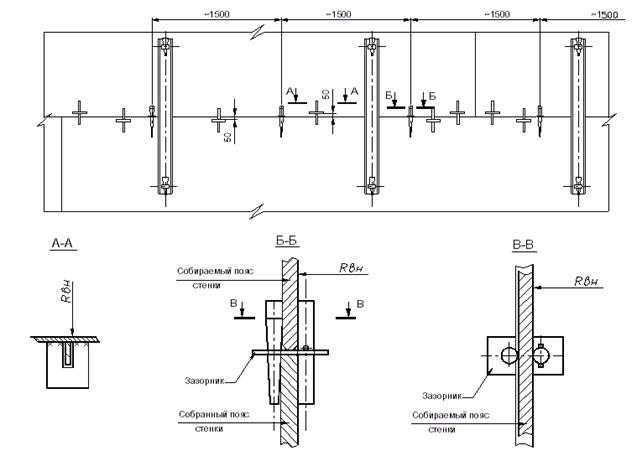
5.3.4.6 К сварке горизонтальных кольцевых стыков следует приступать только после завершения сварки вертикальных стыков смежных поясов в секторе длиной не менее 1/4 периметра резервуара, удаления выводных планок, восстановления кромок в местах начала и окончания вертикальных стыков, сборки кольцевого стыка и фиксации кромок стыка корневым слоем. Схема сборки горизонтальных стыков стенки приведена на рисунке 5.2.
Рисунок 5.2 – Схема сборки горизонтальных стыков стенки 5.3.4.7 Предельные отклонения размеров и формы смонтированной стенки не должны превышать значений, приведенных в РД-23.020.00-КТН-079-09. Требования к сборке стенки резервуаров из рулонированных полотнищ 5.3.5.1 В ППР должны быть разработаны мероприятия, исключающие повреждение днища резервуара в процессе подъема рулона стенки в вертикальное положение и его разворачивания. При подъеме рулона должны быть исключены любые локальные пластические деформации металла стенки от воздействия монтажных нагрузок. 5.3.5.2 В процессе разворачивания стенки должна быть обеспечена устойчивость полотнища от воздействия ветровых нагрузок, собственного веса, массы устанавливаемых щитов крыши и других нагрузок, возникающих при монтаже. Раскрепление развернутой части полотнища стенки и обеспечение ее вертикальности выполняют с помощью закрепленных на ней расчалок. В процессе монтажа стенки и установки на нее блоков крыши необходимо проводить систематический контроль вертикальности стенки. 5.3.5.3 Перед сборкой монтажного стыка полотнища (полотнищ) стенки следует выполнить формообразование начального и конечного участков, имеющих значительные отклонения от проектного радиуса кривизны. Сборку монтажного стыка осуществляют с помощью технологических приспособлений с соблюдением проектных зазоров и разделки кромок в соответствии с требованиями ППР и настоящего документа. 5.3.5.4 Предельные отклонения размеров и формы собранного монтажного стыка стенки не должны превышать значений, приведенных в ППР. Предельные отклонения размеров и формы смонтированной стенки после сварки не должны превышать значений, приведенных в РД-23.020.00-КТН-079-09. 5.3.5.5 К сварке вертикальных монтажных стыков стенки следует приступать только после выполнения следующих работ: -полной сборки и закрепления кромок стыка по всем поясам; -выполнения проектной разделки кромок в стыковом соединении с обрезкой технологического припуска; -сборки кромок листов стенки и их зачистки от ржавчины и прочих загрязнений; - закрепления кромок сборочными скобами и поперечными гребенками, исключающими угловые деформации стыка; -натяжения и закрепления зоны стенки с монтажным стыком на жесткий кондуктор; -разметки монтажного стыка на участки для соблюдения последовательности сварки, предусмотренной ППР и РД-23.020.00-КТН-079-09; -приемки монтажного стыка стенки под сварку руководителем сварочных работ и специалистом по строительному контролю с отметкой в журнале сварочных работ (журнале общих работ); -просушки или подогрева кромок сварного стыка в соответствии с указаниями ППР и требованиями раздела 6. Требования к сборке люков и патрубков 5.3.6.1 Разметка мест расположения люков и патрубков в корпусе резервуара должны выполняться в соответствии с требованиями ПД по допускаемому расстоянию между сварными швами люков (патрубков), их усиливающих листов и корпуса резервуара. 5.3.6.2 До начала сварки люков и патрубков должны быть проконтролированы предельные отклонения расположения их осей и фланцевых поверхностей в соответствии с требованиями ПД, ПБ 03-584-03 и РД-23.020.00-КТН-079-09. Отверстия в стенке, вырезанные для установки патрубков или люков, должны быть обработаны шлифмашинкой таким образом, чтобы высота выступов не превышала 0, 5 мм. 5.3.6.3 При подготовке к сварке люков и патрубков необходимо проконтролировать правильность подготовки кромок соединяемых элементов в соответствии с чертежами ПД. Величина зазора между элементами патрубка и усиливающего листа стенки, а также угол скоса кромок должны обеспечивать полное проплавление кромок и получение соединения без непроваров. Зона сопрягаемых элементов должна быть зачищена от ржавчины, антикоррозионного покрытия и прочих загрязнений. 5.3.6.4 С целью сохранения проектной цилиндрической формы стенки в зоне ввариваемых патрубков и предотвращения ее локального западания, в зоне сварки необходимо установить раму жесткости. Требования к сборке каркаса стационарной крыши 5.3.7.1 При сборке элементов каркаса крыши необходимо учитывать величину строительного подъема крыши для обеспечения ее проектной высоты. 5.3.7.2 Укрупнительную сборку блоков каркаса крыш выполняют на стенде, обеспечивающем сохранение проектного радиуса кривизны укрупняемых блоков. При необходимости установить временные конструкции, препятствующие возникновению деформаций конструкции блоков в процессе монтажа. До сварки узлов каркаса крыши необходимо выполнить ее сборку на монтажных болтах, и провести контроль геометрии блока, жесткого закрепления его узлов и зачистки мест, подлежащих сварке. Приемка блока под сварку осуществляется руководителем сварочных работ и специалистом по строительному контролю с внесением соответствующей записи в журнал сварочных работ. 5.3.7.3 В составе ППР должны быть разработаны мероприятия для обеспечения безопасности при выполнении сборки и сварки каркаса крыш. 5.3.7.4 Предельные отклонения размеров и формы смонтированной каркасной стационарной крыши не должны превышать значений, приведенных в Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 2495; Нарушение авторского права страницы