|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технология сварки при строительстве резервуаров
6.1 Общие требования 6.1.1 При строительстве резервуаров следует применять технологии сварки металлоконструкций, приведенные в таблице 6.1. Таблица 6.1 – Технологии сварки сварных швов металлоконструкций резервуаров
Продолжение таблицы 6.1
Окончание таблицы 6.1
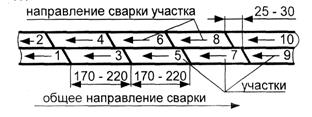
6.1.2 При сборке и сварке каждого конструктивного элемента резервуара должны быть выполнены мероприятия, направленные на снижение сварочных деформаций и получение требуемой геометрической формы конструкции. 6.1.3 При строительстве резервуаров должны быть проконтролированы и обеспечено соответствие механических свойства следующих сварных соединений (при аттестации технологии сварки): - стыков кольцевых окраек; - сопряжения стенки с днищем; - рулонных полотнищ, изготавливаемых в заводских условиях; - монтажных стыков рулонных полотнищ; - вертикальных и горизонтальных стыков стенки; - сопряжения патрубков со стенкой, требующих усиления; - радиальных стыков ветровых колец жесткости и опорных колец; - временных креплений монтажной оснастки к стенке (требования к твердости металла в зоне приварки оснастки). 6.1.4 Технология сварки резервуарных конструкций должна быть аттестована в соответствии с требованиями РД-03.120.10-КТН-001-11, РД 03-615-03, а на каждый вид сварного соединения (см. таблицу 5.3), разработана технологическая карта на сварку. Операционные технологические карты следует разрабатывать согласно требованиям ППР и настоящего документа на основе типовых операционных технологических карт сборки и сварки соединений резервуаров, приведенных в приложениях В и Г. 6.1.5 Для удаления влаги кромки непосредственно перед сваркой следует просушить газовой горелкой (температура кромок не должна превышать 50 °С). 6.1.6 При сварке резервуара должна строго соблюдаться последовательность выполнения сварных швов, предусмотренная ППР. 6.1.7 Запрещается зажигать дугу на основном металле вне разделки кромок или вне зоны расположения сварного шва. 6.1.8 Сварку следует производить при стабильном режиме. Предельные отклонения заданных значений силы сварочного тока не должны превышать 10 %, а напряжения дуги – 5 %. Оборудование для сварки следует подключать к отдельному фидеру. Колебания напряжения питающей сети, к которой подключено сварочное оборудование, не должны превышать ±5 %. 6.1.9 Многослойные швы стыковых соединений при механизированной и ручной дуговой сварке надлежит выполнять способами, обеспечивающими уменьшение скорости охлаждения сварного соединения, технологическими участками обратно-ступенчатым способом, двойным слоем или каскадом. Длина технологических участков указана в таблице 6.2, а схемы и способы выполнения швов – на рисунках 6.1. и 6.2. Автоматическую сварку под флюсом следует выполнять непрерывно при наложении каждого валика (слоя) на всю длину технологического участка (секции). 6.1.10 При РД и МП (МАДП, МПС) короткие швы длиной до 350 мм должны свариваться «напроход», т. е. от начала до конца шва (см. рисунок 6.1а), швы средней длины до 1500 мм – от середины к краям (см. рисунок 6.1б), швы длиной свыше 1500 мм – обратноступенчатым способом сварки, при которой шов выполняется участками в направлении обратном общему направлению сварки (см. рисунки 6.1в и 6.1г). Каждый последующий валик многослойного шва сварных соединений следует выполнять после тщательной очистки предыдущего валика (слоя) от шлака, брызг металла. Участки шва с порами, кратерными трещинами и другими дефектами должны быть удалены до наложения последующих слоев. Кратеры в местах обрыва дуги должны быть зашлифованы и заварены. Таблица 6.2 – Длина технологических участков сварных швов при ручной и механизированной сварке
6.1.11 Начало и конец каждого технологического участка в наплавленном валике многослойного шва должны перекрываться последующим со смещением на расстояние от 25 до 30 мм. 6.1.12 Сварку вертикальных стыковых соединений с применением МП (МАДП) начинают с верхнего технологического участка. При сварке соединений толщиной 20 мм и более после выполнения первых 2-3 слоев шва с одной стороны производится зачистка и подварка корневого слоя, а затем с обеих сторон выполняются заполняющие и облицовочные слои шва. 6.1.13 Горизонтальные швы большой протяженности с К-образной разделкой кромок делят на участки с таким расчетом, чтобы два сварщика могли заварить двусторонний шов на таком участке в течение одной смены. 6.1.14 В двухсторонних стыковых соединениях перед выполнением шва с обратной стороны необходимо зачистить корень шва абразивным кругом до чистого металла. При выполнении соединений на керамических подкладках или стержнях обратную сторону корня шва следует зачищать металлической щеткой. 6.1.15 Сварку стыковых многослойных швов следует вести непрерывно до заполнения разделки, указанной в ПД. При вынужденных перерывах в проведении сварки технологический участок шва должен быть заполнен не менее чем на половину сечения с обеих сторон двухстороннего шва и на 2/3 сечения для односторонних швов. В случае несоблюдения требований, шов вышлифовывается и сваривается вновь (требование данного пункта не распространяются на сварку горизонтальных стыков, выполняемых комбинированным способом (МП+АФ и МПС+АФ).
а – короткий шов; б – шов средней длины; в-г – длинные швы; 1-12 – порядок и направление сварки участков шва; А – общее направление сварки Рисунок 6.1 – Схема сварки швов различной протяженности
а) обратноступенчатый б) секционный обратноступенчатый
в) двойным слоем г) секционным двойным слоем
д) каскадом е) секционным каскадом Рисунок 6.2 – Способы выполнения швов сварных соединений 6.1.16 В процессе сварки необходимо обеспечивать плавный переход от шва к основному металлу. Величина выпуклости сварных швов не должна превышать значений, указанных в ПД и технологических картах. В случае если высота усиления сварных швов превышает допустимую, сварные швы следует зачистить шлифмашинкой. 6.1.17 Все сведения о выполнении сварочных работ при сооружении и ремонте резервуара должны регулярно заноситься в журнал пооперационного контроля. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 2534; Нарушение авторского права страницы