|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные положения технологии механизированной сварки в среде защитных газов
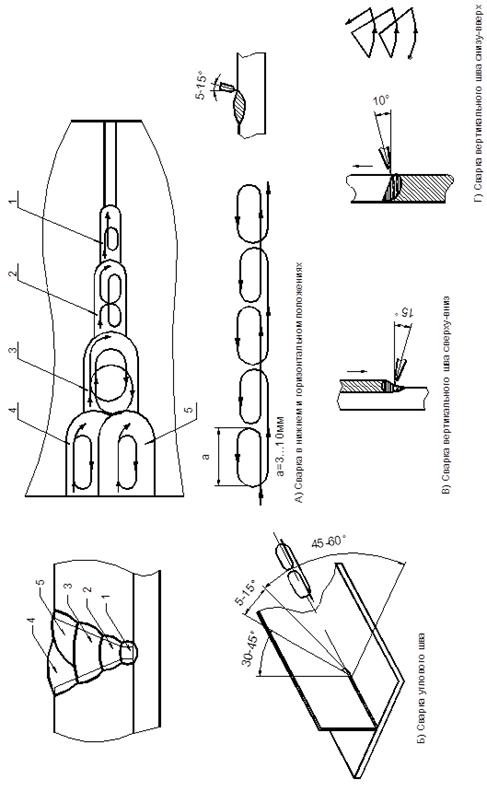
6.2.1 При изготовлении и монтаже резервуарных конструкций одним из методов механизированной сварки является сварка в среде защитных газов. 6.2.2 Для повышения качества углекислого газа и равномерности его подачи следует использовать осушители низкого давления, устанавливаемые после редуктора. 6.2.3 Перед возбуждением сварочной дуги следует продуть шланги для удаления из них воздуха и обдуть место сварки защитным газом. После окончания сварки обрывать дугу следует после заплавления кратера, а газ подавать до полной его кристаллизации. 6.2.4 При сварке сопло горелки следует располагать по нормали к свариваемой поверхности. Манипуляции горелкой должны быть плавными. Отклонения сопла от нормали на угол более 15° не допускается. Расстояние от торца сопла горелки до поверхности шва следует поддерживать в пределах от 7 до 15 мм. 6.2.5 С целью улучшения структуры газовой защитной струи и повышения ее устойчивости следует применять профилированные конусные сопла с диаметром торца от 10 до 12 мм, не допускать чрезмерного засорения сопла брызгами электродного металла, своевременно очищая его и используя меры по уменьшению прилипания брызг к соплу. 6.2.6 При сварке без разделки кромок угловых, тавровых или нахлесточных соединений в нижнем положении швы катетом до 8 мм можно выполнять за один - два прохода в режиме: сварочный ток от 250 до 320 А; напряжение от 25 до 28 В. Швы больших катетов следует выполнять за два или более проходов. Требуемые размеры шва при этом обеспечиваются выбором соответствующей скорости сварки и амплитуды поперечных колебаний горелки. При сварке угловых швов в других пространственных положениях режим сварки выбирают таким же, как при выполнении заполняющих слоев стыковых соединений. 6.2.7 При выполнении горизонтальных швов в защитном газе проволокой сплошного сечения для предотвращения стекания металла сварочной ванны и качественного формирования шва электрод следует направлять следующим образом: корневые слои шва – при наклоне горелки вниз до 15°, заполняющие – при горизонтальном положении электрода, а облицовочные слои – при наклоне электрода «снизу-вверх» под углом до 15°. При этом следует горелку перемещать по схеме поступательно-вращательного движения конца электрода. 6.2.8 Количество проходов сварного шва выбирают в зависимости от толщины металла в соответствии с операционной технологической картой. При ширине разделки свыше 20 мм, сварку выполнять за два и более проходов. 6.2.9 При механизированной сварке в защитном газе, в условиях ветра для обеспечения стойкости швов к порообразованию и получения требуемых механических свойств сварных соединений, необходимо использовать сварочную проволоку только малого диаметра (до 1, 2 мм), очищенную от ржавчины и технологической смазки. Расход газа следует устанавливать в зависимости от скорости ветра в зоне выполнения работ. Рекомендуемый расход углекислого газа приведен в таблице 6.3. Таблица 6.3 – Расход углекислого газа в зависимости от скорости ветра
6.2.10 Сварку в углекислом газе в условиях ветра (при невозможности установки укрытия (палаток)) следует выполнять на токе более 140 А (для проволоки диаметром 1, 2 мм). При этом напряжение дуги следует устанавливать минимальным из условий устойчивого горения сварочной дуги. При скорости ветра свыше 10 м/с проводить сварку без инвентарных укрытий (палаток) запрещается. 6.2.11 Рекомендуемые режимы сварки стыковых, угловых и тавровых соединений с разделкой кромок приведены в таблице 6.4. Таблица 6.4 – Режимы механизированной сварки в углекислом газе стыковых, угловых и тавровых соединений
6.2.12 Рекомендуемые схемы выполнения сварных швов в различных пространственных положениях при сварке в углекислом газе приведены на рисунке 6.3. С целью исключения образования зашлаковок и непроваров в соединениях, свариваемых в нижнем и горизонтальном положениях, перемещение горелки следует вести с перекрытием ванны возвратно-поступательно-вращательным движением конца электрода.
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1819; Нарушение авторского права страницы