|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварка стыков центральной части днищ
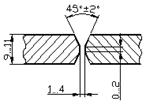
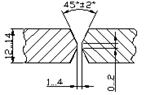
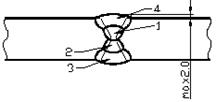
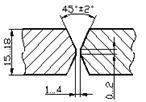
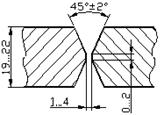
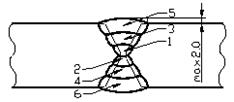
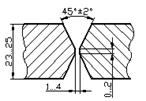
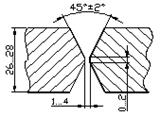
6.8.1 Поперечные сварные стыки листов центральной части днищ следует выполнять механизированной сваркой одним из методов, указанных в таблице 6.1 настоящего документа. Сварку следует выполнять от середины к краям минимум в два слоя технологическими участками длиной от 250 до 400 мм при механизированной сварке и напроход – при автоматической сварке. Последовательность и схемы выполнения сварных швов центральной части днища приведены на рисунках 6.6 – 6.9. 6.8.2 Режимы сварки поперечных стыковых швов центральной части днища аналогичны представленным в таблицах 6.6 – 6.8 режимам сварки стыков окраек. 6.8.3 Сварку продольных сварных швов листов центральной части днища, собранных внахлестку, следует выполнять в 2-3 слоя, причем, первый проход (корневой слой шва) выполнять механизированной сваркой, последующие слои (слой) – автоматической сваркой под флюсом. Допускается также выполнение всех слоев шва днища механизированной сваркой проволокой сплошного сечения в углекислом газе или порошковой проволокой. Режимы механизированной сварки проволокой сплошного сечения в среде защитных газов соединений центральной части днища приведены в таблице 6.9. Таблица 6.9 – Режимы сварки нахлесточных соединений центральной части днища проволокой сплошного сечения диаметром 1, 2 мм в среде углекислого газа
6.8.4 Первый проход нахлесточных швов механизированной сваркой выполнять обратно-ступенчатым способом с длиной ступени от 400 до 700 мм от середины шва к концам. Время между окончанием сварки корневого слоя шва механизированной сваркой и началом сварки последующих слоев автоматической сварки не должно превышать 10 мин. Перед сваркой под флюсом следует провести контроль межслойной температуры. При необходимости допускается провести сопутствующий (межслойный) подогрев. 6.8.5 При автоматической сварке под флюсом второй (облицовочный) слой следует выполнять в направлении от середины (центра) шва к его концам. Режимы автоматической сварки под флюсом приведены в таблице 6.10. 6.8.6 Режимы механизированной сварки продольных швов самозащитной порошковой проволокой центральной части днища приведены в таблице 6.11 Таблица 6.10 – Режимы комбинированной сварки нахлесточных соединений центральной части днища в среде углекислого газа и автоматической сваркой под флюсом
6.8.7 В зонах сопряжения продольных швов с кольцом окраек продольные сварные швы следует не доваривать до конца на участках длиной от 0, 5 до 1, 5 м. Для уменьшения деформаций данные участки шва следует доварить в процессе сварки шва в сопряжении центральной части днища с кольцом окраек. 6.8.8 Сварной шов в сопряжении центральной части с кольцом окраек следует выполнять механизированной сваркой одновременно несколькими сварщиками, расположенными в противоположных зонах днища резервуара. Каждый лист окраечного кольца следует приваривать к центральной части днища от середины к концам обратно-ступенчатым способом с длиной ступени от 400 до 700 мм. Таблица 6.11 – Режимы сварки нахлесточных соединений центральной части днища самозащитной порошковой проволокой диаметром 1, 61 (1, 7) мм*
6.8.9 Завершающим этапом сварки днища является выполнение участков сопряжений продольных швов с кольцом окраек, в так называемых зонах, недоваров.

Рисунок 6.6 – Схема сварки центральной части днища


Сварка стенок резервуаров 6.9.1 Вертикальные сварные соединения стенки резервуаров следует выполнять одним из следующих методов: - механизированной сваркой проволокой сплошного сечения диаметром 1, 2 мм в углекислом газе или смесях газов; - механизированной сваркой порошковой проволокой в углекислом газе или смесях газов; - механизированной сваркой самозащитной порошковой проволокой; - автоматической сваркой в защитных газах порошковой проволокой или проволокой сплошного сечения или самозащитной порошковой проволокой в т.ч. с использованием сварочных самоходных кареток с регулируемой частотой и амплитудой поперечных колебаний электрода. 6.9.2 К сварке вертикальных сварных соединений стенки следует приступать после сборки, контроля основных параметров кромок стыков, проверки вертикальности стенки, приемки и жесткого закрепления в требуемом положении не менее четырех листов пояса. 6.9.3 Сварку вертикальных соединений следует выполнять в соответствии с указаниями настоящего документа, проекта производства сварочно-монтажных работ, на режимах, представленных в технологических картах. 6.9.4 Последовательность выполнения и схемы сварных швов приведены на рисунке 6.10. 6.9.5 При механизированной сварке швы следует выполнять обратно-ступенчатым способом с длиной ступени от 400 до 500 мм со смещением начала каждого участка шва на величину от 25 до 30 мм. При выполнении сварки проволокой сплошного сечения в углекислом газе корень шва рекомендуется выполнять в направлении «сверху вниз» (направление сварки каждого участка обратноступенчатого шва). 6.9.6 При автоматической сварке вертикальные и горизонтальные сварные швы рекомендуется выполнять «напроход» (от начала до конца) по длине шва. 6.9.7 Для уменьшения угловых деформаций следует вертикальные сварные швы выполнять после сварки корневого слоя шва одновременно с двух сторон или обеспечить жесткое закрепление собранного стыка скобами или поперечными гребенками. 6.9.8 После выполнения коренного слоя шва механизированной сваркой следует выполнить его зачистку с обратной стороны до чистого металла. 6.9.9 При выполнении сварных швов на керамических стержнях или подкладках корень шва зачищается металлическими щетками.
Примечание – Размеры конструктивных элементов разделки кромок и параметры сварных швов, не указанных в настоящем документе, устанавливаются в ПД, ГОСТ 14771. Рисунок 6.10 – Схемы выполнения вертикальных сварных швов стенки 6.9.10 Площадь сечения одного прохода при механизированной сварке вертикальных соединений не должна превышать 100 мм2 при этом количество валиков определяется в операционной технологической карте. 6.9.11 Рекомендуемые режимы сварки вертикальных соединений стенки приведены в таблицах 6.12 – 6.14. Таблица 6.12 – Режимы сварки вертикальных стыков стенки проволокой сплошного сечения диаметром 1, 2 мм в среде углекислого газа или смесях
Таблица 6.13 – Режимы сварки вертикальных стыков стенки порошковой проволокой диаметром 1, 2 мм в углекислом газе или смесях
6.9.12 Горизонтальные сварные соединения стенки следует выполнять одним из следующих способов сварки: - механизированной сваркой проволокой сплошного сечения диаметром 1, 2 мм в углекислом газе или смесях газов; - механизированной сваркой порошковой проволокой в углекислом газе или смесях газов; - механизированной сваркой самозащитной порошковой проволокой; - автоматической сваркой в защитных газах порошковой проволокой или проволокой сплошного сечения или самозащитной порошковой проволокой в т.ч. с использованием сварочных самоходных кареток с регулируемой частотой и амплитудой поперечных колебаний электрода; - автоматической сваркой под флюсом специализированными сварочными установками. Таблица 6.14 – Режимы сварки вертикальных швов стенки самозащитной порошковой проволокой диаметром 1, 7 (1, 6) мм*
6.9.13 Сварку горизонтальных соединений между поясами стенки следует выполнять после завершения сварки вертикальных стыков стенки в смежных поясах в соответствии с требованиями 5.3.4.6. 6.9.14 Сварку технологического (корневого) горизонтального шва стенки в процессе сборки следует выполнять слоем толщиной (3±1) мм механизированным способом или ручной дуговой сваркой. Технологический шов по всей длине выполняется обратно-ступенчатым способом в направлении сборки листов. 6.9.15 Площадь сечения каждого прохода при сварке горизонтальных швов стенки должна быть не более 50 мм2. Максимальная ширина каждого прохода горизонтального шва должна составлять не более 14 мм. 6.9.16 Сварные швы стенки, подлежащие ультразвуковой дефектоскопии, должны иметь гладкую поверхность со стороны противоположной от поверхности сканирования. Высота впадин между отдельными проходами облицовочного слоя шва не должна превышать 1 мм. 6.9.17 Режимы сварки горизонтальных стыков стенки приведены в таблице 6.15, а схема и последовательность выполнения сварных стыков различной толщины на рисунке 6.11. Таблица 6.15 – Режимы сварки горизонтальных швов стенки резервуара
Примечание – Размеры конструктивных элементов разделки кромок и параметры сварных швов, не указанные в настоящем документе устанавливаются в ПД, ГОСТ 14771. Рисунок 6.11 – Схемы выполнения горизонтальных сварных шов стенки Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1566; Нарушение авторского права страницы