
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сварка конструкций понтонов и плавающих крыш
6.14.1 Основной задачей при выполнении сварных соединений понтонов и плавающих крыш является обеспечение герметичности швов и геометрической точности укрупненных блоков и конструкции в целом. 6.14.2 При сварке мембран однодечных плавающих крыш и понтонов из рулонированных полотнищ основной проблемой является обеспечение их плоскостности. С целью исключения образования хлопунов мембраны необходимо принимать технологические приемы для уменьшения угловых, поперечных и продольных деформаций. Основными технологическими приемами являются: - применение методов и технологий сварки, обеспечивающих минимальный объем металла, нагреваемого в процессе сварки до пластического состояния; - сборка всей мембраны, ее натяжение и закрепление прихватками к кольцу коробов; - выполнение сварных швов секциями от центра к периферии; - закрепление свариваемого участка на балку жесткости, закрепляемую к мембране в непосредственной близости от сварного шва; - выполнение швов в каждой секции обратно-ступенчатым способом; - недопущение завышения размеров сварных швов. 6.14.3 Сварные соединения понтонов и плавающих крыш следует выполнять одним из следующих методов сварки: - автоматической сваркой под флюсом (для протяженных швов при большом объеме сварочных работ); - механизированной сваркой проволокой сплошного сечения диаметром 1, 2 мм в защитных газах и смесях; - механизированной сваркой порошковой проволокой в защитных газах и смесях, - механизированной сваркой самозащитной порошковой проволокой; - автоматической сваркой самозащитной порошковой проволокой, порошковой проволокой в защитных газах, проволокой сплошного сечения или в т.ч. с применением сварочных самоходных кареток; - ручной дуговой сваркой высокопроизводительными электродами. 6.14.4 При сварке понтонов и плавающих крыш, как правило, короба (отсеки), подаваемые в монтаж, должны пройти предварительный контроль и приемку. Для получения требуемой геометрической точности конструкции следует соблюдать последовательность сборки и сварки элементов понтонов или плавающих крыш, предусмотренную ППР. 6.14.5 Для обеспечения требуемой плавучести понтонов и плавающих крыш, их отсеки должны быть герметичны и изолированы друг от друга. Основным способом контроля герметичности коробов понтонов и плавающих крыш является опрессовка их избыточным давлением. 6.14.6 Схема и последовательность выполнения сварных соединений плавающих крыш приведены на рисунках 6.25 и 6.26. Сварка трубопроводов приемо-раздаточных устройств и трубопроводов систем пожаротушения 6.15.1 Сварка трубопроводов приемо-раздаточных устройств и трубопроводов систем пожаротушения производится механизированной сваркой в среде защитных газов (смесях) и ручной дуговой сваркой. 6.15.2 До начала сборочно-сварочных работ следует выполнить приемку элементов приемо-раздаточных устройств с контролем параметров разделок кромок, а также овальности торцов трубных элементов. 6.15.3 Сборка трубопроводов должна выполняться с помощью приспособлений, обеспечивающих сопряжение кромок со смещением, не превышающим нормативных значений. 6.15.4 Для повышения качества сборочно-сварочных работ элементы трубопроводов необходимо укрупнять на специально организованных стендах в монтажные блоки. 6.15.5 Операции сборки и сварки трубопроводов приемо-раздаточных устройств и систем пожаротушения, выбор технологии сварки, сварочных материалов, оборудования, должны выполняться в соответствии с РД-25.160.00-КТН-011-10. Конкретные указания по технологии и режимам сварки трубопроводов и приемо-раздаточных устройств должны быть изложены в технологических картах на сварку с учетом марки стали, диаметров трубных элементов, толщины металла и пространственного положения сварного стыка.
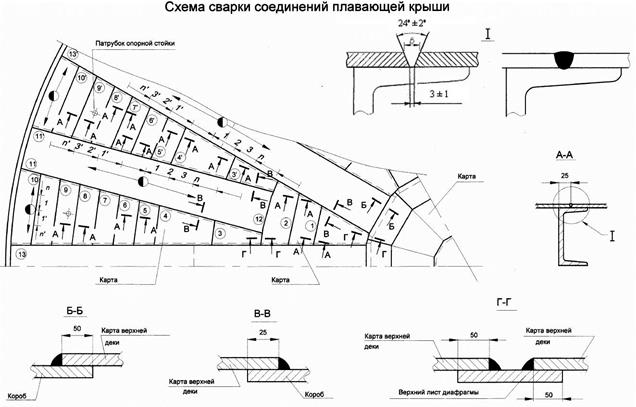
Рисунок 6.26 – Схема сварки соединений плавающей крыши Требования к выполнению сварочных работ при пониженных температурах 6.16.1 При температуре окружающего воздуха ниже 5 °С перед сваркой конструктивных элементов, изготовленных из любых сталей, производится просушка кромок. Для соединений, выполняемых на остающихся стальных подкладках, просушка кромок должна выполняться при любой температуре окружающего воздуха. Температура кромок при просушке не должна превышать 50 °С. 6.16.2 При сварке конструкций из низколегированных сталей повышенной прочности и высокопрочных сталей для обеспечения технологической прочности и получения требуемого уровня механических свойств сварных соединений следует обеспечить предварительный, сопутствующий и/или послесварочный подогрев кромок в зависимости от температуры окружающей среды. Температура подогрева металла в зоне выполнения сварного соединения должна назначаться в зависимости от способа сварки, класса стали, прочностных характеристик стали, характеризуемых пределом текучести, толщины металла, типа соединения и температуры окружающего воздуха. Температура подогрева металла при ручной дуговой и механизированной сварке приведена в таблице 6.18, а при автоматической сварке – в таблице 6.19. Температура между слоями сварного шва должна находиться в пределах от 150 до 250 °С. 6.16.3 С целью обеспечения более равномерного нагрева и снижения термических напряжений и деформаций, для подогрева кромок листовых резервуарных конструкций перед сваркой следует применять электрические или индукционные нагреватели или Таблица 6.18 – Температура подогрева кромок при ручной и механизированной сварке
6.16.4 Температуру предварительного подогрева следует контролировать приборами для измерения температуры (контактными термометрами, пирометрами и др.). 6.16.5 В целях исключения снижения отбора углекислого газа из баллонов из-за снижения наружной температуры воздуха, баллоны при работе в условиях низких температур (ниже 5 °С) следует располагать в отапливаемых теплых помещениях. 6.16.6 При выполнении сварочно-монтажных работ при температурах ниже 5 °С следует организовать специальные места для обогрева рабочих.
Таблица 6.19 – Температура подогрева кромок при автоматической сварке Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1891; Нарушение авторского права страницы