|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оценка системы качества в ООО «БЭМЗ»
Перед проведением оценки качества продукции ООО «БЭМЗ» необходимо рассмотреть процесс производства и представить характеристику продукции предприятия. Схематично производство электроагрегата можно представить в следующем виде (Рисунок 9).
Рисунок 9 -. Производство электроагрегата
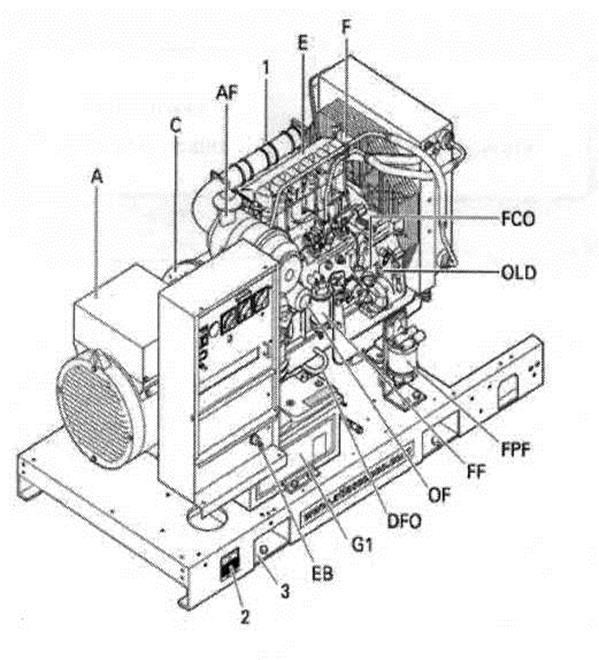
Сборка электроагрегатов осуществляется вручную при помощи пневмоинструментов. Для сборки электроагрегата используются следующие основные комплектующие: Генератор в комплекте Двигатель в комплекте Амортизаторы Рама Аккумуляторы Соединительные трубопроводы и провода Крепежные изделия На рисунке 10 представлена схема электроагрегата.
Рисунок 10 - Схема электроагрегата
Комплектующие разгружаются с автотранспорта и хранятся на стеллажах и поддонах в помещениях цехов комплектации №1 и №2. По мере необходимости комплектующие подаются грузовым шахтным подъемником в помещение цеха комплектации №3 или непосредственно в сборочный цех №2, из помещения цеха комплектации №3 комплектующие перевозятся в отделение сборки мелкогабаритных и среднегабаритных изделий на грузовой тележке. Сборка электроагрегата производится на конвейере типа «рольганг». Проведение испытаний. По окончании сборки портативный электроагрегат с помощью гибкого шланга присоединяется к трубопроводу подачи топлива, а с помощью кабеля к испытательному стенду, к выхлопной трубе подсоединяется шланг отсоса выхлопных газов, открывается запорная арматура на трубе топливоподачи. Электроагрегат запускается и осуществляется его настройка. После достижения требуемых параметров производится слив масла из двигателя в передвижной прибор для отсоса масла. После благополучного окончания испытаний электроагрегат отправляется на оформление и упаковку и перевозится в место временного хранения. На предприятии проводятся следующие виды технического контроля: входной контроль закупленных материально-технических ресурсов; контроль продукции в процессе производства; контроль в процессе испытаний продукции; контроль при приемке готовой продукции; контроль при отгрузке потребителю. На предприятии осуществляются следующие виды испытаний продукции: предъявительские испытания; приемосдаточные испытания; квалификационные испытания; периодические испытания; типовые испытания. Контрольные функции выполняются квалифицированным персоналом ОТК, административно независимым от руководителей соответствующих подразделений, которые несут ответственность за качество продукции на данном участке работы. Необходимо выявить основные несоответствия, возникающие при изготовлении генераторов. Используя диаграмму Парето можно проанализировать проблему, выявить и сгруппировать условия и факторы, влияющие на выпуск несоответствующей продукции. Диаграмма Парето для анализа причин, вызывающих несоответствия при выпуске продукции, представлена на рисунке 11. Результаты проделанной работы представлены в таблице 2.2. Значимость элемента определяется как количество выявленных несоответствий в ходе контроля и испытаний, деленное на среднее количество несоответствий в целом по изделию.
Рисунок 11- Диаграмма Парето Таблица 2.2 Наименование и значимость факторов, влияющих на выпуск несоответствующей продукции
В таблице 2 систематизированы факторы, влияющие на появление несоответствий, т.е. получена информация, необходимая специалисту для принятия управленческих решений. Далее необходимо выявить факторы, создающие наибольшие трудности. Для этого расположим элементы в порядке убывания значимости (таблица 2.3). Таблица 2.3 Наименование и значимость факторов, влияющих на выпуск несоответствующей продукции (в порядке убывания)
Проведем ABC-анализ диаграммы Парето. Группа факторов А, включающая в себя «Отказ, сбой узлов при изготовлении сборке и испытании» и «Недоработка технологической документации» и составляющая 33, 3 % от общего числа факторов, оказывает наибольшее влияние на появление несоответствий - на 55 %. Группа факторов С, включающая в себя «Замена материалов и комплектующих», «Эксплуатация» и «Прочие», составляющие также 33, 3 % от общего числа факторов, влияет на появление несоответствий не более чем на 14 %. Оставшаяся группа В, включающая в себя «Недоработка конструкторской документации», «Вина исполнителя» и «Некачественная оснастка и приспособления», составляющая 33, 3 % от общего числа факторов, влияет на появление несоответствий на 31 %. Следовательно, необходимо воздействовать на факторы, входящие в группу А. Наиболее сильное влияние на появление несоответствий при выпуске продукции оказывает фактор «Отказ, сбой узлов при изготовлении сборке и испытании». В связи с этим необходимо провести тщательный анализ для нахождения его первопричин. Для ликвидации выявленных несоответствий необходимо комплексное воздействие на причины, лежащие в их основе. Эти факторы также можно проанализировать и сгруппировать. Получим следующую ситуацию (таблица 2.4). Линейные размеры имеют наибольшее влияние на качество выпускаемых генераторов, так как размеры статора и ротора имеют первостепенное значение. Таблица 4 Факторы, влияющие на появление несоответствий
Несоответствия при испытаниях также влияют на изготовление качественной продукции. Следующими по значимости несоответствиями являются дефекты при сборке и поверхностные дефекты. Покажем структуру выявленных несоответствий с помощью круговой диаграммы (рисунке 12).
Рисунок 12 - Структура несоответствий Аналогичным образом можно проанализировать выявленные несоответствия второго уровня для более детального анализа причин появления несоответствий. При этом возможно применение таких же инструментов управления качеством. Сделаем следующие выводы: 1. многие дефекты обусловливаются используемой техникой и технологией и без их изменения не могут быть полностью устранены; 2. система контроля качества ориентирована на выбраковку несоответствующей показателям качества продукции, а не на предотвращение дефектов; 3. каждый работник должен знать, как его работа сказывается на изготовлении качественной продукции; 4. необходимо ввести материальное стимулирование за выполнение работ «с первого раза»; 5. необходимо повысить в целом культуру производства.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 603; Нарушение авторского права страницы