|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
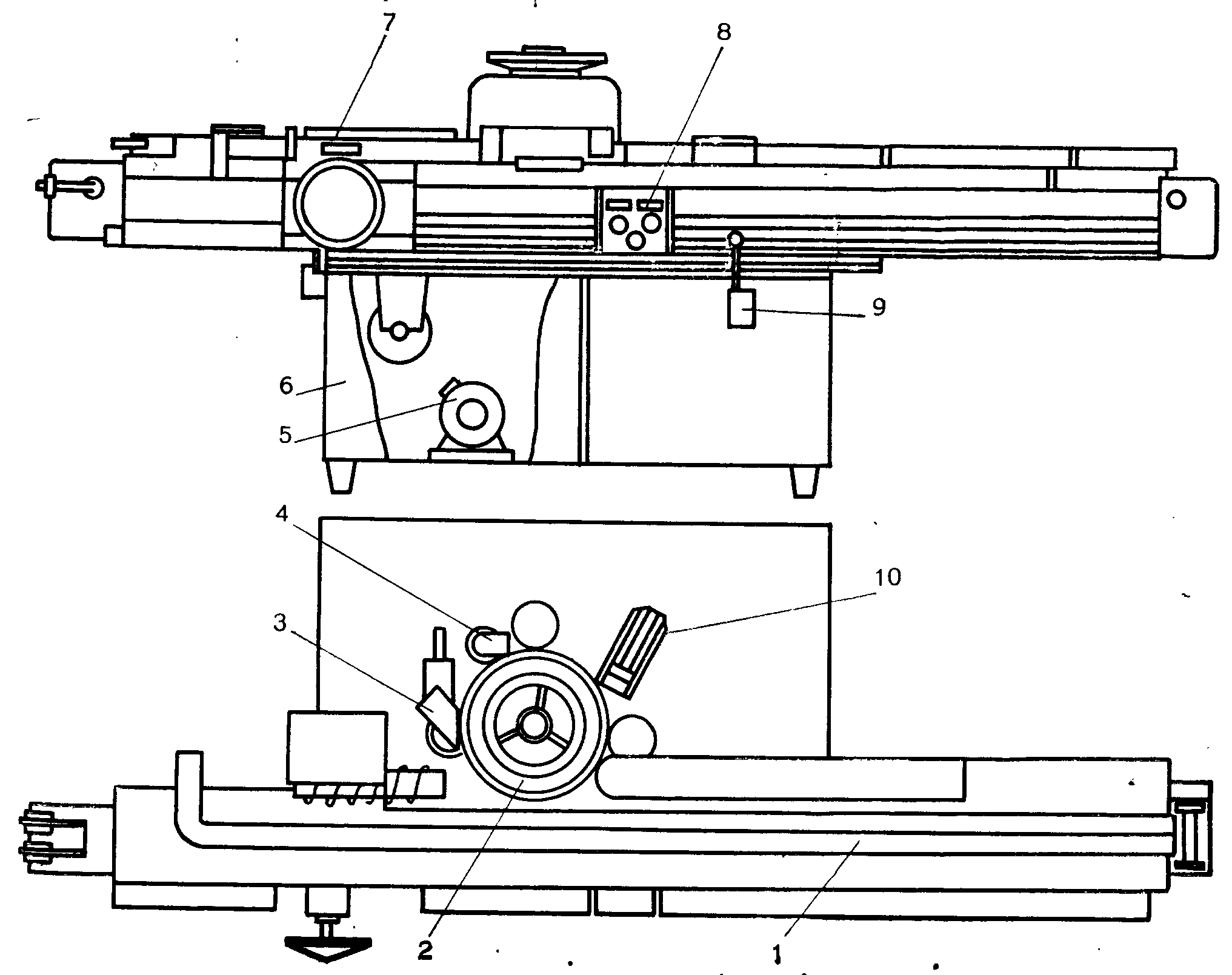
Автомат для наклеивания этикеток на флаконы
Назначение. Предназначен для наклеивания этикеток на флаконы (или другую цилиндрическую поверхность аналогичных размеров), Автомат может использоваться как отдельный агрегат или входить в состав линии розлива жидких лекарственных средств.
1— транспортер; 2— вакуумный барабан; 3— аппарат клеевой; 4— механизм контроля этикеток: 5— привод; 6— станина; 7— шнек; 8— пульт управления; 9— механизм блокировки; 10— механизм подачи этикеток. Литература: Основная:
4. Нормативные документы. Оборудования для таблетирования лекарственных средств. ОСТ64-031-87, 64-057-88. 5. Юртев Е.И. Теория автоматического управления. -Л.: Энергия, 1975г.
Дополнительная: 1. Иващенко Н.И. Автоматическое регулирование машиностроения, 1986г. 2. ПТуров В.Н. Основы автоматизации производства и промышленные работы. — М.: Машиностроение, 1989г. 3. Пассет Б.В., Воробьева В.Л. Технология химико-фармацевтических препаратов и антибиотиков. Учеб.пособ. для учащ.сред.спец.учеб.завед.-М.: Медицина. 1977г. с-430. 4. Павлов К.Ф., Романков П.Г., Носков А.А., Примеры и задачи пр курсу процессов и аппаратов химической технологии, Л., Химия, 1987, 576с. Контрольные вопросы (обратная связь): 1. Машина для дозирования жидких лекарственных средств 2. Автомат для укупорки флаконов 3. Автоклав для стерилизации флаконов 4. Автомат для наклеивания этикеток на флаконы
Тема лекции №8 Машины и автоматы для фасовки и упаковки мазей Цель лекции: Ознакомить студентов с машинами для фасовки и упаковки мазей Тезисы лекции: Упаковка и фасовка мазей. Упаковку мазей производят в емкости из различных материалов. Мази, содержащие водную фазу или летучие компоненты, упаковывают в емкости, предотвращающие их испарение. Для упаковки мазей часто используются банки стеклянные, фарфоровые, из полимерных материалов (полистирол) емкостью 10, 20, 30, 50 и 100 мл, которые закрываются завинчивающимися крышками под обтяжку 00. Для фасовки мазей ангро используют деревянные бочки (50-100 кг), жестяные или стеклянные банки (5-10-20 кг). Мази фасуют с помощью шнековых и поршневых дозирующих машин (рис. 4.5). Шнековая самодозирующая машина состоит из бункера (1), заполняемого мазью, и шнека (2), подающегомазь через кран (3) в мундштук (4). Через определенные промежутки времени кран закрывается, и мазь из мундштука выталкивается в баночку или тубу. Фасовка осуществляется по времени закрытия и открытия крана. Банки с расфасованной мазью закрывают крышками.
Рис. 4.5. Шнековая машина для фасовки мазей
Наиболее удобной и современной упаковкой для мазей являются тубы, изготовленные из металла или полимерных материалов. Туба является наиболее гигиеничной и удобной упаковкой – на нее можно наносить деления, допускающие дозирование мази, к ней могут прилагаться насадки (апликаторы) из пластмассы, позволяющие вводить мазь в полости и т.д. Для металлических туб используют алюминий марок А6 и А7. Внутренняя поверхность их покрывается лаком (ФЛ-559), а наружная – эмалевой краской, на которую затем наносится маркировка. В качестве полимерных материалов для изготовления туб используют полиэтилен низкой и высокой плотности, полипропилен, поливинилхлорид. С целью герметизации отверстие тубы закрывают сплошной тонкой алюминиевой пленкой, сверху навинчивается конический бушон. Внутри бушона имеется острый шип, которым прокалывают отверстие тубы при использовании. Для наполнения туб используют тубонаполнительные машины линейного и карусельного типа. Так, машины Colibri, “GA-40”, “GA-85” (Италия) предназначены для наполнения как металлических, так и полиэтиленовых туб (кроме А-85); фирма «Ивка» (Германия) изготавливает машины «ТИ-23», «TF-24», «TF-51»; фирма «Гофлигер-Карг» – тубонаполнительные машины марки «Rossi», которые способны упаковывать мази в металлические, полиэтиленовые и поливинилхлоридные тубы; шведская фирма «Аренко» производит машины типа «Arencomatic-1000» и «Arencomatic-2000». Последовательность работы тубонаполнительных машин. На роторном столе (например, у машины TF-51 (рис. 4.6)) смонтированы попарно 20 тубодержателей. Пустые тубы с лотка при помощи подающего устройства устанавливаются на разжатых тубодержателях. Здесь же производится продувка туб и их вакуумирование с целью удаления пыли, остатков упаковочного материала и др. После перемещения роторного стола на определенно заданный угол происходит операция подтяжки колпачков для туб и их рихтовка (вдавливание туб в тубодержатели до отказа). Затем с помощью фотоэлектрического устройства производится ориентация тубы по этикетке. Это же устройство играет и контрольно-блокирующую функцию, отключая подачу мази в случае отсутствия тубы в тубодержателе. В следующей позиции роторного стола происходит наполнение тубы мазью, которая из бункера подается по шлангам через наполнительные сопла. Сопло входит в тубу перед началом наполнения и поднимается по мере ее наполнения. По окончании происходит обратное отсасывание мази, благодаря чему она не вытекает из сопла в промежутках между стадиями наполнения. Далее происходит герметизация тубы. Края ее сплющиваются и туба фальцуется один раз на 180°. Затем производится окончательная фальцовка, сжатие фальца, нанесение на него рифления, цифр, обозначающих дату выпуска, серию и др. После этого тубы подаются на транспортер или к спусковому желобу.
Рис. 4.6. Схема дозирующего устройства тубонаполнительной машины «TF-51» Тубонаполнительные машины фирмы «Ивка» имеют устройства, позволяющие наполнять тубы мазями в среде инертного газа (антибиотики, легкоокисляющиеся вещества). Машины часто комплектуются в линии с машинами, подающими пустые тубы, упаковочными машинами в бумажные пеналы, складывающими их в картонные коробки, обандероливающими и упаковывающими их в полиэтиленовую пленку. Эти машины одновременно наносят маркировку, сопроводительные надписи и др. Схема технологической линии для наполнения и упаковки туб показана на рис. 4.7.
Рис. 4.7. Схема технологической линии для наполнения и упаковки туб Маркировка и упаковка. Нанесение надписи на ампулы производят на полуавтомате (рис. 5.27.). В бункер (7) загружают ампулы и барабаном подачи (8) направляют к офсетному цилиндру, на котором нанесены буквы и цифры надписи, вдавленные в виде углубления в 40-50 мкм. Формный цилиндр (5), вращаясь в ванне с быстро-высыхающей краской для глубокой печати; подает ее на офсетный цилиндр. Избыток краски с помощью ракеля (4) и регулирующего устройства снимается с поверхности офсетного цилиндра и остается в углублениях надписи. При контакте надпись наносится на ампулу, быстро высыхает и ампулы передаются на упаковку. На автомате для упаковки ампул вместимостью 5 мл (модель 529) на полимерной пленке при нагревании формируются ячейки пуансонами и сжатым воздухом. Из питателя в ячейки попадают ампулы, а сверху накладывается фольга, термосклеивающаяся под действием пресса. Из общей ленты вырезаются готовые упаковки, они поступают в накопитель.
Рис. 5.27. Устройство полуавтомата для маркировки ампул На автомате для упаковки ампул вместимостью 1 мл (модель 570) происходит одновременно упаковки и маркировка. Пленка полихлорвинила размягчается нагревателем, ячейка формируется вакуумом при одновременной маркировке ампул. Они загружаются в ячейки, происходит термосклеивание с верхним покровным материалом. На упаковку горячим теснением наносится серия, срок годности препарата, готовая упаковка вырезается и попадает в накопители. Имеются автоматы для упаковки ампул в картонные коробки по 10 штук. Литература: Основная:
4. Нормативные документы. Оборудования для таблетирования лекарственных средств. ОСТ64-031-87, 64-057-88. 5. Юртев Е.И. Теория автоматического управления. -Л.: Энергия, 1975г.
Дополнительная: 1. Иващенко Н.И. Автоматическое регулирование машиностроения, 1986г. 2. ПТуров В.Н. Основы автоматизации производства и промышленные работы. — М.: Машиностроение, 1989г. 3. Пассет Б.В., Воробьева В.Л. Технология химико-фармацевтических препаратов и антибиотиков. Учеб.пособ. для учащ.сред.спец.учеб.завед.-М.: Медицина. 1977г. с-430. 4. Павлов К.Ф., Романков П.Г., Носков А.А., Примеры и задачи пр курсу процессов и аппаратов химической технологии, Л., Химия, 1987, 576с. Контрольные вопросы (обратная связь):
Тема лекции №9 Фармацевтическая установка для заправки аэрозолей Цель лекции: Ознакомить студентов фармацевтической установкой для заправки аэрозолей Тезисы лекции: Заправка аэрозолей. Заправка аэрозолей применяется для производства дисперсных фармацевтических препаратов, представляющих собой смесь малых частиц, взвешенных в воздухе. Удобство применения и дозирования постепенно приводит к расширению области использования дисперсных медикаментов. Препараты в виде аэрозолей широко употребляются для лечения простудных и дерматологических заболеваний; тонзиллита, ринита, астмы и других хронических патологий ЛОР-органов и дыхательной системы. В отличие от альтернативных лекарственных форм, аэрозоли требуют более осторожного отношения в процессе изготовления и фасовки, соблюдения дополнительных технологических стандартов, предусмотренных для производства данного лекарственного изделия. Поэтому процесс наполнения и укупорки баллонов требует использования автоматических установок, с помощью которых производственный цикл приобретает необходимую точность, регулярность и последовательность. Стандартный технологический комплекс для заправки аэрозолей состоит из средства подачи баллонов, моечной системы, стерилизатора, устройства розлива и укупорщика. В заданной оператором последовательности производятся все манипуляции по предварительной подготовке стеклянных или алюминиевых флаконов, их стерилизации, наполнению дисперсной смесью и укупорке. Большое значение имеет состав материала, из которого изготовлены все модули установки, непосредственно соприкасающиеся с лекарственными смесями. Во избежание нежелательных химических реакций, искажающих биологическую активность ингредиентов, выбираются инертные металлы, устойчивые к окислению и коррозии. При выборе установки важно обращать внимание на репутацию изготовителя, диапазон функций и производительность конкретной модели. Качественные машины для изготовления аэрозолей характеризуются стабильной работой, точным соблюдением интенсивности потока и дозировки, безопасностью и простотой управления и обслуживания. Машины для укупорки. Машины для укупорки применяются в фармацевтическом производстве на финальной стадии упаковки медикаментозных средств в ёмкостную тару (флаконы, бутыли, тюбики), помогая создавать изолированную среду, наиболее благоприятную для сохранности ценного содержимого, насыщенного разного рода химическими соединениями. Длительная консервация биологически активных элементов в составе медицинских субстанций возможна лишь при условии их правильной фасовки, абсолютной герметизации и исключения любого соприкосновения с внешней средой. Точно подогнать форму крышки к верхней части флаконов и других ёмкостей, нанести тонкую резьбу помогает программируемое фармацевтическое оборудование. Современные модификации машин для укупорки поддерживают все основные способы герметизации открытой части ёмкостей: корковыми пробками, алюминиевыми колпачками и крышками с резьбой и без резьбы, пластмассовыми и пластиковыми набивными крышками. В каждом случае достигается требуемая степень герметизации за счет максимально плотного прилегания всех элементов. Для достижения оптимального результата в аппаратах для укупорки предусмотрены функции индивидуальной накатки резьбы и завальцовки нижних поясков крышек. Благодаря точной, аккуратной настройке укупорочного давления поддерживается необходимый баланс плотности закрытия и простоты, удобства открытия, долговечности резьбы в процессе использования. Разные модели укупорочных машин отличаются производительностью. В полуавтоматических устройствах этот показатель обычно варьируется в диапазоне 650–1300 герметизированных ёмкостей в час. Автоматы, работающие конвейерным способом и не зависящие от действий операторов, способны каждые 60 минут закрывать свыше 3000 бутылей. Учитывая существенную разницу в стоимости управляемых оператором и полностью автоматизированных моделей, целесообразно выбирать установки, технические параметры которых соответствуют реальным потребностям, целям и финансовым возможностям фармацевтического предприятия. Фармацевтическая машина запайки. Машины запайки — автоматические и полуавтоматические технические устройства, предназначенные для герметичной закупорки емкостей с жидкими и порошкообразными медикаментозными средствами. Поддержание стабильного биохимического состава лекарственных препаратов в течение периода хранения, целостность всех активных компонентов — важнейшая задача, над которой работают производители фармацевтических продуктов. Разработаны специфические варианты упаковки, создающие абсолютно герметичную среду, что исключает потери ценных элементов из-за диффузии, делает невозможным проникновение внутрь бутылей, флаконов и тюбиков посторонних веществ. Наиболее часто в процессе фасовки жидких и порошковых препаратов в стеклянную и пластиковую объемную тару применяют технологию термического закупоривания с помощью машин запайки. Классический вариант оборудования этого типа — автомат, работающий по конвейерному принципу. Такие устройства за минуту герметично закрывают несколько десятков емкостей. Наибольшее распространение в фармацевтическом производстве получили машины для запайки алюминиевой фольгой — экономичным, доступным материалом, обеспечивающим хороший герметизирующий эффект. В качестве запаечного средства также может использоваться тонкий пластичный слой металла. Для удобства употребления лекарств, рассчитанных на многократное использование, поверх пленки из фольги горловина бутылки закрывается набивной или винтовой крышкой. Современные машины запайки характеризуются высокой надежностью и минимальным процентом брака. Они создают плотный, непроницаемый барьер между внешней средой и лекарственным препаратом. Упакованные с их помощью медикаменты гарантированно сохраняют полный комплекс полезных характеристик в течение всего периода годности. Машины розлива. Машины розлива используются для расфасовки жидких препаратов (функционального питания, медикаментов, дезинфектантов) в предварительно подготовленные ёмкости. Данный вид оборудования может работать по карусельному или линейному принципу, в полностью или частично автоматизированном режиме. Главные достоинства машин розлива — минимальное участие человека, точность, повторяемость всех манипуляций. Благодаря их использованию достигается необходимая степень стандартизации и однородности выпускаемых изделий, поддерживается постоянный объем наполнения и стабильная концентрация активных веществ. Можно выделить две характеристики, определяющие производительность рассматриваемого типа устройств — степень автоматизации и количество фасовочных приспособлений (кранов). Для крупного производства целесообразно выбирать модели полностью автоматизированные с максимальным числом кранов. Подобные установки способны работать в непрерывном поточном режиме без участия оператора, наполняя каждый час 3–6 тысяч бутылей. На их фоне возможности полуавтомата выглядят довольно скромно — порядка 600–800 заполненных емкостей в час. Однако меньшая производительность компенсируется доступной стоимостью, в связи с чем, простые модификации часто выбирают молодые предприятия, пока не располагающие средствами для закупки более серьезного оборудования. К минусам полуавтоматов также можно отнести обязательное присутствие оператора, который устанавливает емкости в устройство розлива и наблюдает за процессом их наполнения. Важно учитывать и то, что технические возможности установки коррелируют с принципом ее работы. Часовая производительность линейных машин, как правило, не превышает 3 тыс. бутылей, карусельных — может достигать 6–7 тыс. Существенный разрыв объясняется разницей в организации процесса и большим количеством параллельных операций в работе карусельного оборудования. Тем не менее, линейные установки сохраняют стойкие позиции на рынке благодаря простоте эксплуатации, универсальности, совместимости с любыми видами объемной тары, используемыми в фармацевтике (банками, бутылями, флаконами, контейнерами). В комплекте с разливочными машинами обычно используют несколько медицинских дозаторов разного объема. Это позволяет одновременно выполнять сразу несколько действий и за счет этого сокращать длительность технологического цикла. Машина упаковка — автоматизированное оборудование, применяемое на финальной стадии фармацевтического производства. Помещает готовые лечебные препараты (расфасованные в бутыли, флаконы, пакеты, блистеры) в картонные коробки, наклеивает голограммы и этикетки. Наружная упаковка выполняет ряд полезных функций: обеспечивает надежную защиту лекарственного средства от проникновения ультрафиолетовых лучей, влаги, пыли. Придает продукту привлекательный, эстетичный внешний вид. Информирует пользователя о составе, режиме хранения и других специфических свойствах конкретного лечебного средства. Всем своим видом свидетельствует о надежности и ответственности компании. Каждый из этих моментов важен для поддержания на высоком уровне репутации фармацевтических продуктов и их производителей, вследствие чего к техническим характеристикам оборудования, используемого для оформления медикаментов, предъявляются довольно высокие требования. Машина для упаковки должна поддерживать бесперебойный технологический процесс с постоянно высокой скоростью, придавать готовым продуктам аккуратный и однообразный внешний вид, быть совместимой с предыдущими производственными фазами (для формирования единой технологической цепочки). Некачественная упаковка с неясными надписями и неправильной геометрией способна дискредитировать любой, даже самый качественный препарат, в связи с чем, экономия на данном оборудовании неоправданна. Большинство машин упаковок работают по линейному, либо роторному конвейерному принципу, поддерживают непрерывное движение обрабатываемых изделий, за счет чего удается параллельно выполнять несколько операций и значительно ускорять технологический процесс. Каждая стадия производства добавляет что-то к полезным характеристикам итогового продукта. Несмотря на то, что в процессе упаковки уже не вносится каких-либо изменений непосредственно в лекарственный состав, значение этого этапа, завершающего весь трудоемкий фармацевтический цикл, действительно велико и требует серьезного отношения к выбору оборудования. Тубонаполнитель применяется для наполнения и запайки тюбиков — одной из самых популярных разновидностей фармацевтической упаковки. Фасовка лекарственных препаратов специфична: в ней используются особые формы упаковки, обеспечивающие высокую степень герметизации содержимого. К таким изделиям относятся медицинские тубы, которые наполняют сжиженными и пастообразными веществами: мазями, кремами, гелями. Для быстрого распределения лекарственного состава по емкостям, точного, постоянного дозирования применяют специальную машину — тубонаполнитель. Этот вид оборудования предназначен для работы с пластиковыми, ламинатными, алюминиевыми ёмкостями разного диаметра и объема. Конструкция тубонаполнителя состоит из базового корпуса, устройств подачи и отвода, поворотного стола, обеспыливателя и объемного бункера, куда помещается фасуемая масса. Для поддержания необходимой пластичности состава дозировочные головки с бункером прогреваются циркуляционной водой, температура которой контролируется встроенным термометром. Основной рабочий модуль устройства — поворотный стол — циклично вращается по часовой стрелке. В него вмонтированы тубодержатели, представляющие собой сдвоенные полуцилиндры. После установки ёмкости они соединяются общей пружиной в нижней части и плотно фиксируются. Общее число держателей может меняться в зависимости от модели аппарата. Разные типы устройств отличаются скоростью работы, производительностью, степенью автоматизации операций: установки полых туб в ячейки роторного стола, обеспыливания, подтяжки колпачков, ориентации по этикетке, наполнения, запайки хвостовой части горячим воздухом, кодировки и обрезки, передачи изделия дальше по технологической цепочке. В большинстве современных моделей все эти функции полностью автоматизированы, машина практически не требует участия оператора, действует быстро и отлажено. Литература: Основная: 1. Чуешов В.А. «Промышленная технология лекарств», НФАУ, 2002г. 2. Белоусов A.M. « Фармацевтическое производство ». Уч. пособ.-М., 2001г. 3. Касаткин А.В. Процессы и аппараты. Изд-во «Наука», Л., 1975. 4. Нормативные документы. Оборудования для таблетирования лекарственных средств. ОСТ64-031-87, 64-057-88. 5. Юртев Е.И. Теория автоматического управления. -Л.: Энергия, 1975г.
Дополнительная: 1. Иващенко Н.И. Автоматическое регулирование машиностроения, 1986г. 2. ПТуров В.Н. Основы автоматизации производства и промышленные работы. — М.: Машиностроение, 1989г. 3. Пассет Б.В., Воробьева В.Л. Технология химико-фармацевтических препаратов и антибиотиков. Учеб.пособ. для учащ.сред.спец.учеб.завед.-М.: Медицина. 1977г. с-430. 4. Павлов К.Ф., Романков П.Г., Носков А.А., Примеры и задачи пр курсу процессов и аппаратов химической технологии, Л., Химия, 1987, 576с. Контрольные вопросы (обратная связь):
Тема лекции №10 Микрокапсулирование лекарственных веществ Цель лекции: Ознакомить студентов микрокапсулированием лекарственных веществ Тезисы лекции: Существующие методы микрокапсулирования делятся на три основные группы: физические, физико-химические и химические. Физические методы. Физические методы микрокапсулирования многочисленны. К ним относятся методы дражирования, распыления, напыления в псевдосжи-женном слое, диспергирования в несмешивающихся жидкостях, экст-рузионные методы, электростатический метод и др. Суть всех этих методов заключается в механическом нанесении оболочки на твердые или жидкие частицы лекарственных веществ. Использование того или иного метода находится в зависимости от того, является ли «ядро» (содержимое микрокапсулы) твердым или жидким веществом. Метод дражирования. Применим для микрокапсулирования твердых лекарственных веществ. Последние в виде однородной кристаллической массы (с требуемым размером частиц) во вращающемся дражировочном котле опрыскивается из форсунки раствором пленкообразователя. Образующиеся пленки высыхают в токе нагретого воздуха, подаваемого в котел. Толщина оболочки микрокапсулы зависит от температуры, концентрации и скорости пульверизации раствора пленко-образователя. Микрокапсулы с твердым ядром, получаемые методом дражирования, называются также микродраже. Метод распыления. Применяется обычно для микрокапсулирования твердых веществ, которые перед этим должны быть переведены в состояние тонких суспензий. При получении таких микрокапсул, обычно имеющих жировую оболочку, ядра суспендируются в растворе или расплаве жировых веществ (воск, цетиловый спирт, моно- или дистеа-рат глицерина и др.) с последующим распылением и сушкой суспензии в распылительной сушилке. Получаемые сухие микрокапсулы имеют размер 30—50 мкм. Методы диспергирования в несмешивающихся жидкостях. Применим для капсулирования жидких веществ. В частности, капельный способ (см. с. 683), применяемый для получения мягких капсул, может быть использован и для микрокапсул. Для этого скорость потока струи воды в наружной трубе должна /быть настолько велика (например, 4, 73 л/мин) по сравнению со скоростью движения жидкого лекарственного вещества и расплавленного пленкообразователя (например, 30 мл/мин), чтобы поток воды отрывал капельки требуемого размера. Обычно этот способ технологически осуществляется следующим образом. Нагретую эмульсию масляного раствора лекарственного вещества, стабилизированную желатином (эмульсия типа М/В), диспергируют в охлажденном жидком парафине с помощью мешалки. В результате охлаждения мельчайшие капельки покрываются быстро застудневающей желатиновой оболочкой. Застывшие шарики отделяют от жидкого парафина, промывают органическим растворителем и сушат. Размер микрокапсул, получаемых таким способом, обычно колеблется в пределах 100—150 мкм. Метод «напыления» в псевдосжиженном слое. Этот метод применяется в аппаратах, принципиальная конструкция которых сходна с СП-30 и СГ-30, применяемых в таблеточном производстве или гранулировании. Наиболее просто процесс напыления протекает при микрокапсулировании твердых лекарственных веществ. Твердые ядра сжижают потоком воздуха или другого газа и «напыляют» на них раствор (или расплав) пленкообразующего вещества с помощью форсунки. Затвердение жидких оболочек происходит в результате испарения растворителя или охлаждения, или того и другого одновременно. В случае микрокапсулдрования жидких лекарственных веществ последние эмульгируют (если они нерастворимы в воде) или растворяют (если они водорастворимы) при нагревании в водном растворе пленко-образователя (например, желатины). Нагретую эмульсию (раствор) разбрызгивают с помощью форсунки в псевдосжиженную систему с гидрофобизированным крахмалом. Капельки, представляющие собой жидкие микрокапсулы, попадая в эту систему, покрываются мельчайшими частицами крахмала, прилипающими к желатиновой оболочке, и быстро высыхают. Метод микрокапсулирования с помощью центрифугирования. Под воздействием центробежной силы частицы капсулируемых лекарственных веществ (твердых или жидких) проходят через пленку раствора пленкообразователя, покрываются ею, образуя микрокапсулу. Пленкообразователями применяются вещества, растворы которых обладают достаточным поверхностным натяжением (желатин, натрия альгинат, поливиниловый спирт и некоторые др.) и оптимальной вязкостью. От этих параметров будет зависеть размер и форма микрокапсул. Электростатический метод микрокапсулирования. Один из новых и оригинальных методов, разработанный в США. Предложен ряд приборов. Размер получаемых микрокапсул от 5 до 20 мкм. Физико-химические методы. Основным физико-химическим методом является микрокапсулирование с использованием явления коацервации. В настоящее время процесс коацервации высокомолекулярных соединений рассматривается как образование двухфазной системы в результате расслаивания. Одна фаза представляет собой раствор высокомолекулярного вещества в растворителе, вторая — раствор растворителя в высокомолекулярном веществе. Раствор, более богатый высокомолекулярным веществом, часто выделяется в виде капелек коацервата. При дальнейшем обезвоживании коацерваты переходят в осадок. Впоследствии оболочки капель подвергают затвердению для повышения механической прочности микрокапсул, которая осуществляется различными способами (охлаждением, испарением растворителя и др.). Необходимо различать простую и сложную коацервацию. Первая имеет место при взаимодействии раствора одного полимера и лекарственного (низкомолекулярного) вещества. Коацервация при взаимодействии двух полимеров называется сложной или комплексной. Метод простой коацервации. Процесс образования микрокапсул простой коацервации протекает следующим образом. Микрокапли коацервата с понижением температуры начинают концентрироваться вокруг (Капель масла, образуя вначале «ожерелье» из микрокапель коацервата. Затем микрокапли сливаются, покрывая каплю масла сплошной тонкой, пока жидкой пленкой желатина—образуется микрокапсула. Для застудневания оболочек микрокапсул смесь быстро выливают в емкость с холодным раствором натрия сульфата (18—20°С). Отфильтровывают микрокапсулы и промывают водой с целью удаления раствора натрия сульфата. Эта операция может быть проведена на путч-фильтрах, рамных фильтрпрессах или с помощью центрифуг. Оболочки микрокапсул содержат 70—80% воды. Сушка микрокапсул может быть тепловая (полочные конвенктивные сушилки, аппараты с виброкипящим слоем) или она может быть осуществлена с помощью адсорбентов (силикагельные сушилки), обработкой водоотнимающими жидкостями (крепкий этанол) и другими способами. Методом простой коацервации можно микрокапсулировать также твердые, водонерастворимые лекарственные вещества (сульфаниламиды, антибиотики, люминал и др.). Метод сложной коацервации. Сложная коацервация сопровождается взаимодействием между положительными и отрицательными зарядами двух полимеров и вызывается обычно изменением рН. Сложные ко-ацерваты могут быть одно-, двух- и трехкомпонентными. В однокомпонентных коацерватах оба полимера относятся к одной и той же группе химических соединений и частицы обоих являются амфионами (имеют равное количество положительных и отрицательных зарядов, амфотерные частицы). В этих системах положительные заряды одного ам-фиона притягиваются к отрицательным зарядам другого амфиона и наоборот. В двухкомпонентных коацерватах оба полимера являются разными соединениями и несут противоположные заряды: положительные макроионы — макрокатионы или отрицательные — макроанионы. В этих системах взаимодействие происходит между соединениями мик-рокатион+макроанион. Трехкомпонентные коацерваты образуются при смешении амфиона, макроиона (макрокатиона или макроаниона) и солевых добавок, содержащих микроионы (катионы и анионы). Химические методы. Получение микрокапсул химическим методом основано на реакции полимеризации и поликонденсации на границе раздела фаз вода — масло. Для получения микрокапсул этим методом в масле растворяют лекарственное вещество, мономер (например, метилметакрилат) и катализатор реакции полимеризации (например, перекись бензоила). Полученный раствор нагревают 15—20 мин при температуре 55 °С и вливают в водный раствор эмульгатора. Образуется эмульсия типа М/В, которую выдерживают 4 ч для завершения полимеризации. Полученный полиметилметакрилат, нерастворимый в масле, образует вокруг капелек последнего плотную оболочку. Сформировавшиеся микрокапсулы отделяют от среды, промывают и сушат. Применение микрокапсул. В настоящее время в виде микрокапсул выпускают ряд лекарственных веществ: витамины, антибиотики, противовоспалительные, мочегонные, сердечно-сосудистые, антиастматические, противокашлевые, снотворные, противотуберкулезные и т. д. Помимо того, микрокапсулы могут быть использованы в виде спансул, а также в форме таблеток, суспензий и в ректальных капсулах. В настоящее время исследуется возможность применения микрокапсул в инъекциях, глазных каплях, имплантационных таблетках. Большой интерес представят пластырные ленты с нанесенным тончайшим слоем микрокапсулированных лекарственных веществ. Микрокапсулирование открывает интересные возможности при использовании ряда лекарственных веществ, которые нельзя реализовать в обычных лекарственных формах. Иллюстрацией возможностей капсулирования является применение нитроглицерина в микрокапсулах. Обычный нитроглицерин в подъязычных таблетках или в каплях (на кусочке сахара) обладает кратковременным периодом действия. Микрокапсулированный нитроглицерин обладает способностью длительно высвобождаться в организме. Особенно эффективно сочетание обычного (быстровсасывающегося) нитроглицерина совместно с микрокапсулированным Литература: Основная:
4. Нормативные документы. Оборудования для таблетирования лекарственных средств. ОСТ64-031-87, 64-057-88. 5. Юртев Е.И. Теория автоматического управления. -Л.: Энергия, 1975г. Дополнительная: 6. Иващенко Н.И. Автоматическое регулирование машиностроения, 1986г. 7. ПТуров В.Н. Основы автоматизации производства и промышленные работы. — М.: Машиностроение, 1989г. 8. Пассет Б.В., Воробьева В.Л. Технология химико-фармацевтических препаратов и антибиотиков. Учеб.пособ. для учащ.сред.спец.учеб.завед.-М.: Медицина. 1977г. с-430. 9. 4. Павлов К.Ф., Романков П.Г., Носков А.А., Примеры и задачи пр курсу процессов и аппаратов химической технологии, Л., Химия, 1987, 576с. Контрольные вопросы (обратная связь): 1. Физические методы микрокапсулирования 2. Физико-химические методы. 3. Метод простой коацервации. 4. Метод сложной коацервации. 5. Химические методы. 6. Применение микрокапсул.
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ К ПРАКТИЧЕСКИМ ЗАНЯТИЯМ
Составитель: преподаватель Аюпова Р.Б.
ТЕМА №1. Основные понятия предмета. Общие понятия о механизации и автоматизации работ. Основные типовые технологические операционные схемы фасовки и упаковки ГЛС и ИМН. ЦЕЛЬ – ознакомиться с понятием о механизации и автоматизации в фармацевтическом производстве ОСНОВНЫЕ ВОПРОСЫ ТЕМЫ: 1. Основные понятия предмета. 2. Общие понятия о механизации и автоматизации работ. 3. Основные типовые технологические операционные схемы фасовки и упаковки ГЛС и ИМН.
МЕТОДЫ ОБУЧЕНИЯ И ПРЕПОДАВАНИЯ – беседа-опрос с элементами дискуссии изучаемых вопросов
ВЫПОЛНЕНИЯ ПРАКТИЧЕСКИХ ЗАДАНИЙ: ЗАДАНИЯ №1. Составить типовую технологическую операционную схему фасовки и упаковки ГЛС и ИМН ЛИТЕРАТУРА Основная: Популярное:
|
Последнее изменение этой страницы: 2016-07-14; Просмотров: 1625; Нарушение авторского права страницы