
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Способы стопорения резьбовых соединений ⇐ ПредыдущаяСтр 2 из 2
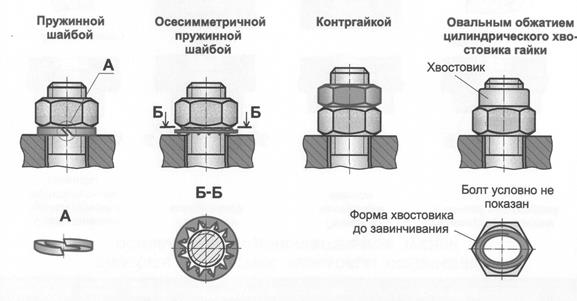
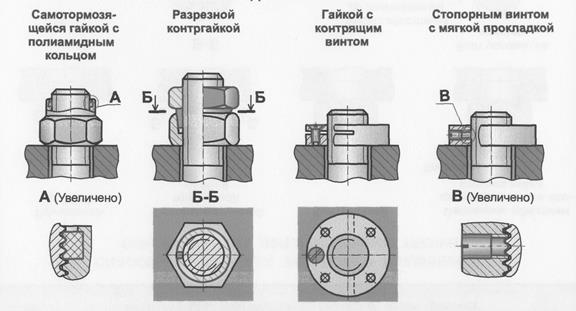
Самоотвинчивание разрушает соединение и может привести к аварии. Предохранение от самоотвинчивания весьма важно для повышения надежности резьбовых соединений и совершенно необходимо при вибрациях, переменных и ударных нагрузках. Вибрации понижают трение и нарушают условие самоторможения в резьбе. Существует достаточно много способов стопорения или предохранения от сомоотвинчивания. На практике применяют три основных принципа стопорения. 1. Повышают и стабилизируют трение в резьбе путем постановки контргайки, пружинной шайбы применения резьбовых пар с натягом в резьбе и т.п. (в соответствии с рисунками 5.7 и 5.8).
Рисунок 5.7 – Способы стопорения резьбовых соединений, основанные на дополнительном трении
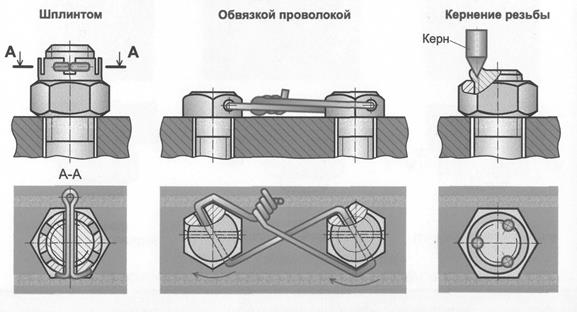
2. Гайку жестко соединяют со стержнем винта, например, при помощи шплинта, прошивают группу винтов проволокой или осуществляют кернение резьбы (способы стопорения запирающими элементами). Способы стопорения этой группы позволяют производить только ступенчатую регулировку затяжки соединения (см. рисунки 5.9).
Рисунок 5.8 – Способы стопорения резьбовых соединений, основанные на дополнительном трении
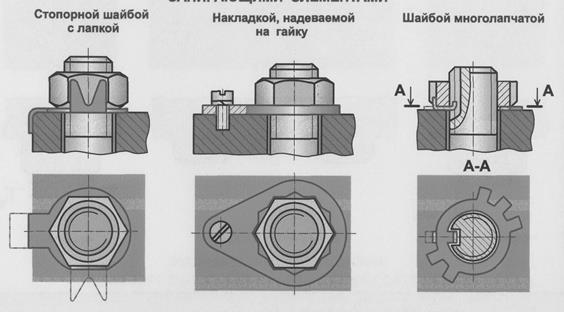
3. Гайку жестко соединяют с деталью, например, с помощью специальной шайбы с лапкой, планки или накладки, либо многолапчатой шайбы (в соответствии с рисунком 5.10).
Рисунок 5.9 – Способы стопорения резьбовых соединений запирающими элементами
Рисунок 5.10 – Способы стопорения резьбовых соединений запирающими элементами
Классы прочности болтов, винтов, шпилек и Гаек по ГОСТ 1759-82
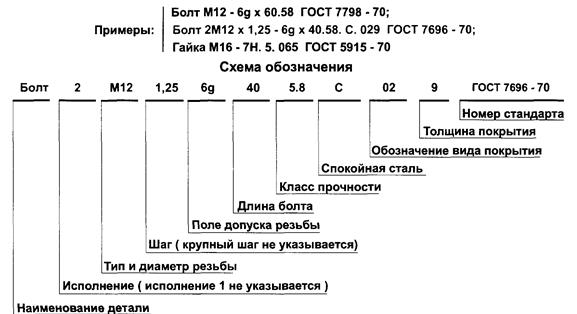
При выборе материала учитывают условия работы (температуру, коррозию и т. п.), значение и характер нагрузки (статическая или переменная), способ изготовления и объем производства. Например, стандартные крепежные изделия общего назначения изготовляют из низко- и среднеуглеродистых сталей типа сталь 10...сталь 35. Эти дешевые стали позволяют изготовлять большие партии болтов, винтов и гаек методом холодной высадки или штамповки с последующей накаткой резьбы. Легированные стали 35Х, 30ХГСА применяют для высоконагруженных деталей при переменных и ударных нагрузках, при высоких температурах, в агрессивных средах и пр. Для повышения прочности, коррозионной стойкости и жаропрочности применяют специальные виды термической и химико-термической обработки, а также нанесение гальванических и других покрытий, например улучшение, цинковое или кадмиевое хромирование, хромовое или медное покрытие и пр. В зависимости от механических характеристик материала для стандартных болтов, винтов и шпилек установлены 12 классов прочности. Класс прочности обозначается двумя числами, между которыми ставят точку. Например: 3.6; 5.8; 12.9. Первое число, умноженное на 100, определяет минимальную величину предела прочности (σ в; МПа) материала детали. Произведение этих двух чисел, умноженное на 10, определяет минимальную величину предела текучести (σ т; МПа). Для стандартных гаек в диапазоне диаметров d=1...48 мм с размерами под ключ по ГОСТ 24671-84 и высотой более 0, 8d установлено 7 классов прочности. Например: 4; 8; 10. Число, указывающее класс прочности гайки, определяет тот наибольший класс прочности винтов и шпилек, с которыми данная гайка может быть использована в соединении. Например, гайка класса прочности 8 может быть использована с винтами имеющими класс прочности 3.6, 5, 8, 6.6, но не может использоваться с винтами класса прочности 9.8, 12.9. Для низких гаек с высотой от 0, 5d до 0, 8d предусматриваются два класса прочности – 04 и 05. Цифра 0 указывает на то, что гайка низкая. Условные обозначения болтов, винтов, шпилек
Теория винтовой пары Если винт нагружен осевой силой F, то для завинчивания гайки к ключу необходимо приложить момент завинчивания Тзав, а к стержню винта – реактивный момент Тр, который удерживает стержень от вращения (см. рисунок 5.11). При этом можно записать: Тзав= Тт + Тр, (1) где Тт - момент сил трения на опорном торце гайки; Тр - момент сил трения в резьбе. Данное равенство (1), также как и последующие зависимости, справедливо для любых пар болтов, винтов шпилек и винтовых механизмов. Не допуская существенной погрешности, принимают приведенный радиус сил трения на опорном торце где Dср = (D1 + dотв)/2; D1 - наружный диаметр опорного торца гайки; dотв- диаметр отверстия под винт; f - коэффициент трения на торце гайки. Момент сил трения в резьбе определим, рассматривая гайку как ползун, поднимающийся по виткам резьбы, как по наклонной плоскости (см. рисунок 5.12, а). По известной теореме механики, учитывающей силы трения, ползун находится в равновесии, если равнодействующая Fnсистемы внешних сил отклонена от нормали n — nна угол трения φ . В нашем случае внешними являются осевая сила Fи окружная сила Ft = 2Tp/d2. Здесь Tр - не реактивный, а активный момент со стороны ключа, равный Tзав -Тт (см. формулу (1)). Далее (рис. 5.12)
где ψ — угол подъема резьбы; φ = arctg fпр - угол трения в резьбе; fпр - приведенный коэффициент трения в резьбе, учитывающий влияние угла профиля: fпр = f /cosα, здесь α - угол профиля резьбы. Подставляя значения моментов в формулу (1), найдем искомую зависимость:
При отвинчивании гайки окружная сила Ftи силы трения меняют направление (рис. 1.12, б). При этом получим:
Момент отвинчивания с учетом трения на торце гайки, п аналогии с формулой (4):
Рисунок 5.11 – К определению момента сил завинчивания
Полученные зависимости позволяют отметить: 1. По формуле (4) можно подсчитать осевой силы винта F к силе FК, приложенной к ручке ключа, т.е. F/ FК, которое дает выигрыш в силе. Для стандартных метрических резьб при стандартной длине ключа l»15d и f»0, 15 F/ FК = 70…80. 2. Стержень винта не только растягивается F, но и закручивается моментом Тр.
Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1577; Нарушение авторского права страницы







 гайки равным среднему радиусу этого торца или Dср/2. При этом
гайки равным среднему радиусу этого торца или Dср/2. При этом
 (2)
(2) или
или (3)
(3) (4)
(4) (5)
(5) (6)
(6)
