| СОГЛАСОВАНО УТВЕРЖДАЮ
Представитель Заказчика Руководитель организации-подрядчика
______________/__________/ __________ /______________/
«____»____________20__г. «___»___________20__ г.
|
| Типовая операционная технологическая карта сборки и сварки соединений при ремонте листов днища резервуара в локальных зонах
|
| ОБЪЕКТ
| ОРГАНИЗАЦИЯ-ИСПОЛНИТЕЛЬ (ПОДРЯДЧИК) РАБОТ
| ШИФР КАРТЫ
|
| Вертикальный цилиндрический резервуар (тип резервуара, №…, емк. … м3)
ОСТ «________», НБ «__________».
| | ТКР-03
|
| Проектная документация: КМ №______ ППР №______
| Наименование НТД: РД 153-605-05, РД -23.020.00-КТН-079-09
| Сведения об аттестации технологии: аттестована
|
| ОСНОВНЫЕ ЭТАПЫ РАБОТ ПО РЕМОНТУ ДНИЩА
1 Разметка локальных зон днища, подлежащих ремонту.
2 Изготовление ремонтных деталей листов днища.
3 Монтаж и закрепление ремонтных деталей.
4 Сварка и контроль качества швов ремонтных деталей.
Примечание – Размеры деталей и последовательность работ определяются ППР.
|
|  Рисунок 1 – Ремонтная зона днища
Рисунок 1 – Ремонтная зона днища
|
| Сборка и сварка поперечных стыковых соединений на остающейся подкладке
|
| Характеристика элементов
| Сварочные материалы
| Предварительный подогрев
|
| Свариваемые детали
| Марка стали
| Номер ТУ,
ГОСТ
| Класс
прочности
| Толщина
стенки, мм
| Эквива-лент углерода,
%
| Процесс сварки: механизированная сварка порошковой проволоки (МПС), ручная дуговая сварка (РД) сварка прихваток.
Сварочные материалы:
Для МПС – самозащитная порошковая проволока Innershield NR-232 диаметром 1, 7 мм (тип Е71Т-8 по AWS A5/20).
Для РД - электроды ОК 53.70 диаметром 3, 2 мм (тип Е7016 по стандарту AWS А5.1)
| Предварительный подогрев: не требуется.
Просушка: при температуре окружающего воздуха ниже 5 °С или при наличии на кромках следов влаги
|
| Накладка(лист)
| Ст3сп
| ГОСТ 27772
| С255 (М01)
|
| ≤ 0, 43
|
| Режимы сварки
| Дополнительные требования и рекомендации
|
| Ручная дуговая сварка (сварка прихваток)
| 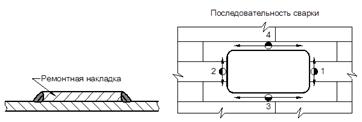 Рисунок 2.Схема ремонта.
Рисунок 2.Схема ремонта.
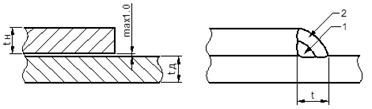 а) б)
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Тип шва: угловой (У). Тип соединения: нахлесточное (Н).
Вид соединения: одностороннее (ос). Положение при сварке: нижнее (Н1)
Рисунок 3 – Схема сварки соединений при ремонте листов центральной части днища в локальных зонах
а) б)
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Тип шва: угловой (У). Тип соединения: нахлесточное (Н).
Вид соединения: одностороннее (ос). Положение при сварке: нижнее (Н1)
Рисунок 3 – Схема сварки соединений при ремонте листов центральной части днища в локальных зонах
|
| Номер слоя (шва)
| Марка электрода
| Диаметр электрода, мм
| Род и полярность тока
| Сварочный ток, А
|
| Прихватки
| ОК 53.70
| 3, 2
| постоянный, обратная
| 90-120
|
| Механизированная сварка самозащитной порошковой проволокой
|
| Номер слоя (шва)
| Диаметр проволоки, мм
| Род и полярность тока
| Скорость подачи проволоки, дюйм/ мин
| Напряжение, В
| Угол наклона горелки у горизонту, град
| Вылет электрода, мм
|
| №1
| 1, 7
| постоянный прямая
|
| 18, 5-19, 5
| 15-30
| 15-25
|
| №2
| 1, 7
| постоянный прямая
|
| 19-20
| 30-50
| 12-20
|
| Скорость ветра в зоне сварки не более 10 м/сек, при скорости ветра более 10 м/сек – сварка в инвентарном укрытии.
Прокалка сварочных электродов – 350 °С в течение 2 часов.
Прихватки выполняются РД или МПС
|
| ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
(Последовательность операций должна соответствовать указаниям в ППР)
|
| №
п/п
| Операция
| Содержание операций
| Оборудование и инструмент
|
| 1.
| Подготовка и сборка стыка
| Зачистить до чистого металла поверхность кромки и прилегающие к ней поверхности на ширину не менее 50 мм. Максимальный зазор между листами - не более 1 мм. При температуре окружающего воздуха ниже5 ОС или при наличии на кромках следов влаги, просушить стык нагревом. Выполнить прихватки. Начало и конец каждой прихватки зачистить до плавного перехода шлифмашинкой. Поверхность прихваток зашлифовать. Проконтролировать качество прихваток. Установить на днище пригрузы или закрепить вдоль свариваемых кромок прихватками балку жесткости
| Щетка, шлифовальная машинка, абразивные круги, шаблон сварщика, газопламенные горелки, контактный термометр, пост ручной дуговой сварки
|
| 2.
| Сварка стыка
| Выполнить сварку первого слоя шва проволокой NR-232 обратно-ступенчатым способом с длиной ступени до 500 мм. Очистить слой шва от шлака и визуально проконтролировать его качество. Устранить выявленные дефекты. Выполнить второй слой от середины шва в обе стороны. Последовательность сварки участков шва – в соответствии с эскизом №2. Произвести очистку швов от шлака
| Щетка, шлифовальная машинка, абразивные круги, газопламенные горелки, контактный термометр. Сварочный полуавтомат. Invertec V350-PRO с LN-25.
|
| 3.
| Контроль
| Контроль качества сварных соединений должен выполняться в соответствии с требованиями настоящего документа, часть 2 «Методы контроля качества сварных соединений» и по специально разработанным технологическим картам неразрушающего контроля
| Оборудование и материалы для контроля согласно проекту и технологическим картам неразрушающего контроля
|
|
Карта разработана: ___________________ /______________________________/ - ____________________________ Дата: «_____» ______________20___ г.
подпись Ф. И. О должность
|
| | | | | | | | | | | | | | | | | | | |
