| СОГЛАСОВАНО УТВЕРЖДАЮ
Представитель Заказчика Руководитель организации-подрядчика
______________/__________/ __________ /______________/
«____»____________20__г. «___»___________20__ г.
|
| Типовая операционная технологическая карта сборки и сварки соединений при замене листов стенки рулонного резервуара в зоне хлопуна
|
| ОБЪЕКТ
| ОРГАНИЗАЦИЯ-ИСПОЛНИТЕЛЬ (ПОДРЯДЧИК) РАБОТ
| ШИФР КАРТЫ
|
| Вертикальный цилиндрический резервуар (тип резервуара, №…, емк. … м3)
ОСТ «________», НБ «__________».
| | ТКР-11
|
| Проектная документация: КМ №______ ППР №______
| Наименование НТД: РД 153-605-05, РД -23.020.00-КТН-079-09
| Сведения об аттестации технологии: аттестована
|
| ЭТАПЫ РАБОТ ПО ЗАМЕНЕ ЛИСТОВ СТЕНКИ
Этап 1. Разметка дефектной зоны и монтаж рамы жесткости.
Этап 2. Вырезка дефектной зоны.
Этап 3. Монтаж листовых вставок стенки.
Этап 4. Сварка листовых вставок стенки.
Этап 5. Контроль качества выполненных ремонтных работ
|
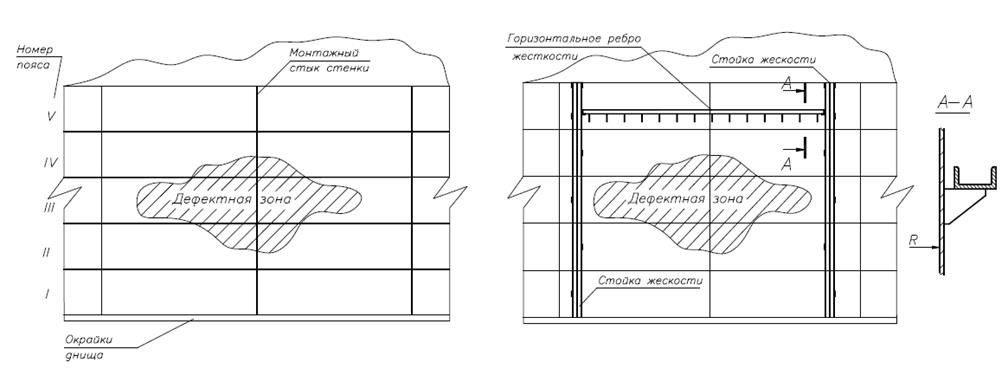 Рисунок 1 – Схема ремонтного узла. Рисунок 2 – Схема закрепления зоны ремонта рамой жесткости
Рисунок 1 – Схема ремонтного узла. Рисунок 2 – Схема закрепления зоны ремонта рамой жесткости
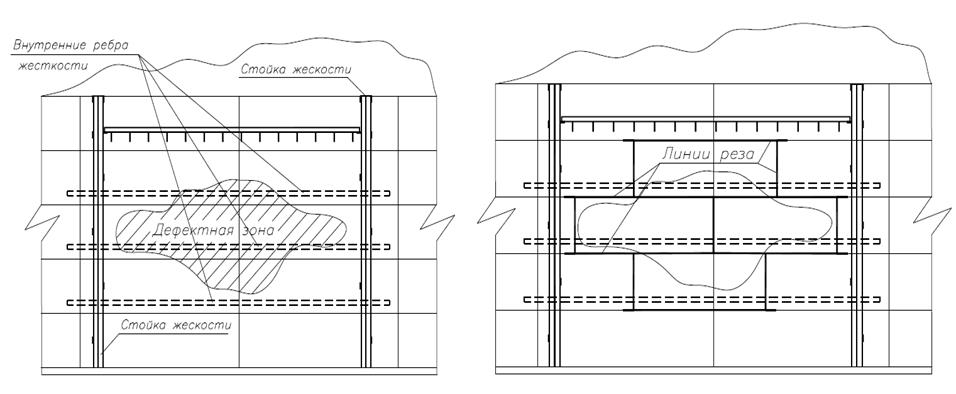 Рисунок 3 – Схема расположения внутренних горизонтальных. Рисунок 4 – Схема вырезки дефектной зоны
ребер жесткости
Рисунок 3 – Схема расположения внутренних горизонтальных. Рисунок 4 – Схема вырезки дефектной зоны
ребер жесткости
|
|
|
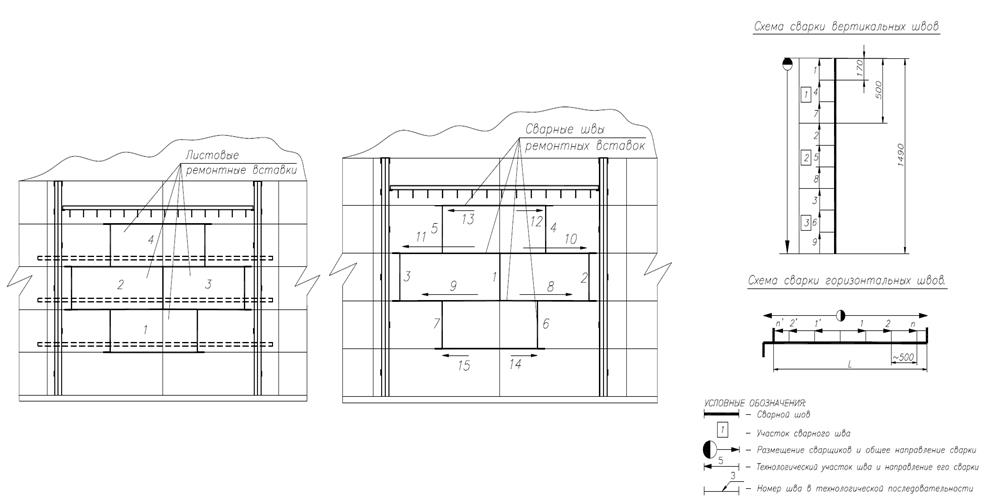 Рисунок 5 – Монтаж новых листовых. Рисунок 6 – Последовательность сварки листовых Рисунок 7 – Порядок сварки вертикальных
ремонтных вставок вставок стенки и горизонтальных стыков в ремонтной зоне Рисунок 5 – Монтаж новых листовых. Рисунок 6 – Последовательность сварки листовых Рисунок 7 – Порядок сварки вертикальных
ремонтных вставок вставок стенки и горизонтальных стыков в ремонтной зоне
|
| ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ ПРИ ЗАМЕНЕ ЛИСТОВ СТЕНКИ В ЗОНЕ ХЛОПУНА
1 Разметить зону вырезки дефектного участка в соответствии с указаниями проекта на ремонт и фактическими размерами дефектной зоны и ремонтных листовых вставок с оставлением припуска по одной из вертикальных кромок каждого вырезаемого листа.
2 Смонтировать вокруг вырезаемой зоны раму жесткости и закрепить ее к стенке приваркой косынок в соответствии с рисунком 2. При этом следует обеспечить вытяжку стенки в сопряжении со стойками рамы наружу от проектной образующей. Величина вытяжки ремонтной зоны определяется проектом на ремонт в зависимости от жесткости стенки и размеров зоны и находится в пределах допуска на отклонение образующих.
3 Изнутри резервуара смонтировать горизонтальные ребра жесткости по каждому поясу в ремонтной зоне в соответствии с рисунком 3. Ребра жесткости должны обеспечивать вертикальность стенки в зоне ремонта с плюсовым допуском. Для обеспечения возможности вытяжки оболочки в зоне вмятины произвести предварительный роспуск газовой резкой сварных швов в дефектной зоне.
4 Приварить к удаляемой карте стенки упоры и ограничители, чтобы не допустить ее падения при вырезке, а также скобы для строповки на кран.
5 Вырезать дефектную зону стенки строго по разметке. Обеспечить максимальную чистоту и точность резов и припуск на дальнейшую обработку кромок. Застропить карту на кран, освободить от ограничителей и упоров и демонтировать.
6 Произвести разделку кромок под сварку. На вертикальных кромках выполнить двухсторонний симметричный скос под углом от 22 ° до 25 °, а на горизонтальных – двухсторонний скос под углом 45 ° до 48 ° верхней кромки. Кромки обработать шлифмашинками до получения проектной разделки.
7 Последовательно смонтировать и закрепить поперечными гребенками с шагом от 300 до 400 мм вертикальный и горизонтальный стыки листовых ремонтных вставок. Добиться совпадения внутренней плоскости ремонтной вставки с плоскостью стенки. Каждую листовую вставку закрепить косынками на горизонтальное ребро жесткости (см. рисунок 3). Обрезать технологические припуски на вертикальных стыках, подготовить кромки под сварку. Собрать стыки с зазорами в пределах (2±2) мм и закрепить их поперечными гребенками.
8 Выполнить сварку в ремонтной зоне в соответствии с указаниями проекта ремонта. Последовательность сварки листовых вставок приведена на рисунке 6.
9 Порядок выполнения вертикальных и горизонтальных участков сварных стыков в ремонтной зоне показан на рисунке 7
|
| Этап 1. Сборка и сварка вертикальных стыков
|
| Характеристика элементов
| Сварочные материалы
| Предварительный подогрев
|
| Свариваемые детали
| Марка стали
| Номер ТУ,
ГОСТ
| Класс
прочности
| Толщина
стенки, мм
| Эквивалент углерода, %
| Процесс сварки: механизированная самозащитной порошковой проволокой (МПС).
Сварочные материалы: самозащитная порошковая проволока Innershield NR-232 диаметром 1, 7 мм (тип Е71Т-8 по AWS A5/20)
| Предварительный подогрев: 80 °С - 150°С - в зависимости от температуры окружающего воздуха.
Просушка: при наличии на кромках следов влаги
|
| Стенка(лист)
| 09Г2С-15
| ГОСТ 27772
| С345
(М01)
| 10-16
| ≤ 0, 43
|
| Режимы сварки
| Дополнительные требования и рекомендации
|
| Номер слоя (шва)
| Диаметр проволоки, мм
| Род и полярность тока
| Скорость подачи проволоки, дюйм/мин
| Напряже-ние, В
| Угол наклона горелки
| Вылет электрода, мм
|  а) б)
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Рисунок 8 – Схема сварки вертикальных стыков
Тип шва: стыковой (СШ). Тип соединения: стыковое (С). Вид соединения: двухстороннее (дс). Положение при сварке: вертикальное (В1). Направление сварки: «на подъем»
а) б)
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Рисунок 8 – Схема сварки вертикальных стыков
Тип шва: стыковой (СШ). Тип соединения: стыковое (С). Вид соединения: двухстороннее (дс). Положение при сварке: вертикальное (В1). Направление сварки: «на подъем»
|
| Корневой
| 1, 7
| постоянный, прямая
|
| 18, 5-19, 5
| 30° -50°
|
15-25
|
| Заполняющие
| 1, 7
| постоянный, прямая
|
| 18, 5-19, 5
| 10°-30°
| 12-20
|
| Облицовочный
| 1, 7
| постоянный, прямая
|
| 19-20
| 10°-30°
| 12-20
|
|
Скорость ветра в зоне сварки не более 10 м/сек, при скорости ветра более 10 м/сек - сварка в инвентарном укрытии
|
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
(Последовательность операций должна соответствовать указаниям в ППР)
|
| №
п/п
| Операция
| Содержание операций
| Оборудование и инструмент
|
| 1.
| Очистка
| Очистить кромки листов от ржавчины, грязи, масла. Зачистить до чистого металла поверхности кромок и прилегающие к разделке поверхности на ширину не менее 20 мм
| Шлифовальная машинка, абразивные круги, щетка, ветошь
|
| 2.
| Подготовка и сборка стыка
| Сборку листов стенки производить согласно проекта ремонта. Смещение кромок – не более 1, 0 мм. Вертикальный стык закрепить с помощью монтажных приспособлений. При наличии на кромках следов влаги произвести просушку стыка нагревом. При температуре окружающего воздуха ниже плюс 5 °С выполнить предварительный подогрев стыка до температуры:
- 80 °С – при температуре окружающего воздуха в интервале от минус 5 ОС до 5 °С;
- 100 °С – при температуре окружающего воздуха в интервале от минус 6 ОС до минус 20 °С;
- 150 °С – при температуре окружающего воздуха ниже минус 20 °С
| Шлифовальная машинка, шаблон сварщика, газопламенная горелка, инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10
|
| 3.
| Сварка корневого слоя шва
| Сварку корневого слоя выполняет один сварщик участками от 150 до 200 мм обратноступенчатым способом ступенями равной длины. Последовательность расположения ступеней и участков - сверху вниз. Направление сварки – на подъем. После завершения сварки корневого слоя шва следует выполнить визуальный осмотр его поверхности. Участки с излишним усилением (или с поверхностными дефектами) зашлифовать, обеспечив одинаковую высоту валика по всей длине сварного соединения
| Инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10, шлифовальная машинка, газопламенная горелка, контактный термометр
|
| 4.
| Сварка заполняющих и облицовочных слоев шва
| Сварку заполняющих слоев следует производить согласно схеме, представленной на рис.5. При сварке облицовочных слоев следить за соблюдением требуемой геометрии шва. Завышение усиления и ширины шва недопустимо. По окончании сварки каждого слоя производить очистку швов от шлака и брызг металла
| Инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10, шлифовальная машинка, газопламенная горелка, контактный термометр
|
| 5.
| Контроль
| Контроль качества сварных соединений должен выполняться в соответствии с требованиями настоящего документа, часть 2 «Методы контроля качества сварных соединений» и по специально разработанным технологическим картам неразрушающего контроля
| Оборудование и материалы для контроля согласно проекту и технологическим картам неразрушающего контроля
|
| Этап 2. Сборка и сварка горизонтальных стыков
|
| Характеристика элементов
| Сварочные материалы
| Предварительный подогрев
|
| Свариваемые детали
| Марка стали
| Номер ТУ,
ГОСТ
| Класс
прочности
| Толщина
стенки, мм
| Эквивалент углерода, %
| Процесс сварки: механизированная самозащитной порошковой проволокой (МПС).
Сварочные материалы: самозащитная порошковая проволока Innershield NR-232 диаметром 1, 7 мм (тип Е71Т-8 по AWS A5/20)
| Предварительный подогрев: от 80 до 150 °С – в зависимости от температуры окружающего воздуха.
Просушка: при наличии на кромках следов влаги
|
| Стенка(лист)
| 09Г2С-15
| ГОСТ 27772
| С345
(М01)
| 10-16
| ≤ 0, 43
|
| Режимы сварки
| Дополнительные требования и рекомендации
|
| Номер слоя (шва)
| Диаметр проволоки, мм
| Род и полярность тока
| Скорость подачи проволоки, дюйм/мин
| Напряже-ние, В
| Угол наклона горелки
| Вылет электрода, мм
|  Число слоев = 4 для толщин стенок 14 -16 мм
Число слоев = 3 для толщин стенок 10 -12 мм
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Рисунок 9 – Схема сварки горизонтальных стыков
Тип шва: стыковой (СШ). Тип соединения: стыковое (С).
Вид соединения: двухстороннее (дс). Положение при сварке: горизонтальное (Г).
Число слоев = 4 для толщин стенок 14 -16 мм
Число слоев = 3 для толщин стенок 10 -12 мм
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Рисунок 9 – Схема сварки горизонтальных стыков
Тип шва: стыковой (СШ). Тип соединения: стыковое (С).
Вид соединения: двухстороннее (дс). Положение при сварке: горизонтальное (Г).
|
| Корневой (прихватки)
| 1, 7
| постоянный, прямая
|
| 18, 5-19, 5
| 15° -30°
|
15-25
|
| Заполняющие и
облицовочный
| 1, 7
| постоянный, прямая
|
| 19-20
| 30°-50°
| 12-20
|
|
Скорость ветра в зоне сварки не более 10 м/сек, при скорости ветра более 10 м/сек - сварка в инвентарном укрытии.
|
| ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
|
| №
п/п
| Операция
| Содержание операций
| Оборудование и инструмент
|
| 1.
| Подготовка и сборка
| Зачистить до чистого металла поверхности кромок и прилегающие к разделке поверхности на ширину не менее 20 мм. Зашлифовать начало вертикальных швов до получения проектной разделки кромок. Сборку горизонтальных стыков производить согласно указаниям проекта ремонта. Смещение кромок – не более 1 мм. При наличии на кромках следов влаги просушить стык нагревом.При температуре окружающего воздуха ниже плюс 5 °С выполнить предварительный подогрев стыка до температуры:
- 80 °С – при температуре окружающего воздуха в интервале от минус 5 °С до 5 °С;
- 100 °С – при температуре окружающего воздуха в интервале от минус 6 °С до минус 20 °С;
- 150 °С – при температуре окружающего воздуха ниже минус 20 °С
| Щетка, ветошь, молоток шлифовальная машинка, шаблон сварщика, газопламенные горелки, контактный термометр, сборочные приспособления
|
| 2.
| Сварка стыка
| К сварке горизонтальных стыков приступать после завершения сварки вертикальных стыков. Выполнить сварку корневого слоя шва. Сварку производить обратноступенчатым способом участками длиной 300-500 мм от середины шва влево и вправо. Зашлифовать участки начала и завершения корневого слоя. После завершения сварки корневого слоя следует выполнить визуальный осмотр его поверхности. Участки с излишним усилением (или с поверхностными дефектами) зашлифовать. Зачистить корневой слой от шлака. Выполнить полуавтоматическую сварку заполняющих и облицовочных слоев шва по схеме рисунка 5. Производить послойную очистку швов от шлака. Замки смежных слоев должны быть смещены на расстояние не менее 20 мм
| Шлифовальная машинка, щетка, абразивные круги, газопламенные горелки, контактный термометр инверторный источник Invertec V350-PRO, подающий механизм LN-25, горелка К345-10
|
| 3.
| Контроль
| Контроль качества сварных соединений должен выполняться в соответствии с требованиями настоящего документа, часть 2 «Методы контроля качества сварных соединений» и по специально разработанным технологическим картам неразрушающего контроля
| Оборудование и материалы для контроля согласно проекту и технологическим картам неразрушающего контроля
|
| 4.
| Послесварочные операции.
| Срезать технологическую оснастку. Места приварки к стенке зашлифовать и проконтролировать цветной дефектоскопией
| Комплект для газовой резки, шлифмашинка, комплект для цветной дефектоскопии
|
|
Карта разработана: ___________________ /______________________________/ - ____________________________ Дата: «_____» ______________20___ г.
Подпись Ф. И. О Должность
|
| | | | | | | | | | | | | | |
В центральной части листа наносится надпись «Журнал сварочных работ при строительстве и капитальном ремонте вертикального цилиндрического резервуара».
