| Типовая операционная технологическая карта сборки и ручной дуговой сварки соединений люков-лазов с фланцами электродами с основным видом покрытия
|
| ОБЪЕКТ
| ОРГАНИЗАЦИЯ-ИСПОЛНИТЕЛЬ (ПОДРЯДЧИК) РАБОТ
| СТЫКУЕМЫЕ ЭЛЕМЕНТЫ
| ГРУППА КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
| ШИФР КАРТЫ
|
| Парк вертикальных цилиндрических
резервуаров для нефти емк. … м3
ОАО «АК «Транснефть»
ОСТ «________», НБ «__________».
| | люки-лазы + фланцы
| | ТК - У - РД - 10
|
| Характеристика элементов
| Сварочные материалы
| Предварительный подогрев
|
| Свариваемые детали
| Марка стали
| Номер ТУ,
ГОСТ
| Класс
прочно-сти
| Толщина
стенки, мм
| Эквива-лент углерода,
%
| Электроды с основным видом покрытия типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1)
Диаметром 3, 0/ 3, 2 мм
(сварка корневого слоя шва).
Электроды с основным видом покрытия типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1)
Диаметром 3, 0 / 3, 2 / 4, 0 мм
(сварка заполняющих и облицовочного
слоев шва)
| При температуре окружающего воздуха ниже плюс 5 °С:
- 80 °С – при температуре окружающего воздуха в интервале от 5 °С до минус 5°С;
- 100 °С – при температуре окружающего воздуха в интервале от минус 6 °С до минус 20 °С;
- 150 °С – при температуре окружающего воздуха ниже минус 20 °С
|
| Фланец(плоский)
| 09Г2С-15,
| ГОСТ 12820
| С345 (М01)
|
| ≤ 0, 43
|
| Обечайка(патрубок)
| 09Г2С-15,
| ГОСТ 27772
|
|
| Режимы сварки
| Дополнительные требования и рекомендации
|
| Сварочные
слои
| Диаметр,
мм
| Полярность
| Свароч-ный ток, А
| 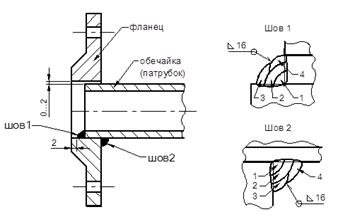 а) б)
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Рисунок 1 – Схема приварки фланца к патрубку
Тип шва: угловой (У). Тип соединения: угловое (У).
Вид соединения: одностороннее (О).
1. Минимальное количество одновременно работающих сварщиков: 2 (1) – при сварке корневого слоя шва (прихватки); 2 – при сварке заполняющих и облицовочного слоев шва.
2. Температура на кромках соединяемых деталей перед сваркой корневого слоя шва (перед выполнением прихваток) должна быть не ниже номинального значения (см. раздел «Предварительные подогрев»).
3. Межслойная температура должна составлять не менее +50 °С и не более +250 °С. При температуре менее +50 °С произвести сопутствующий (межслойный) подогрев до +80 °С.
а) б)
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Рисунок 1 – Схема приварки фланца к патрубку
Тип шва: угловой (У). Тип соединения: угловое (У).
Вид соединения: одностороннее (О).
1. Минимальное количество одновременно работающих сварщиков: 2 (1) – при сварке корневого слоя шва (прихватки); 2 – при сварке заполняющих и облицовочного слоев шва.
2. Температура на кромках соединяемых деталей перед сваркой корневого слоя шва (перед выполнением прихваток) должна быть не ниже номинального значения (см. раздел «Предварительные подогрев»).
3. Межслойная температура должна составлять не менее +50 °С и не более +250 °С. При температуре менее +50 °С произвести сопутствующий (межслойный) подогрев до +80 °С.
|
| Корневой
| 3, 0/ 3, 2
| обратная
| 80-120
|
| Заполняющие
| 3, 0/ 3, 2/ 4, 0
| обратная
| 90-120
130-160
|
| Облицовочный
| 3, 0/ 3, 2/ 4, 0
| обратная
| 80 - 110
130-160
|
|
1. Направление сварки всех слоев шва методом «на подъем». Положение при сварке вертикальное (В1).
2. Электроды перед использованием должны быть прокалены согласно рекомендаций предприятия-изготовителя, в случае отсутствия рекомендаций электроды прокаливаются при температуре 350 °С в течение 2, 0 часов.
|
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
|
| №
п/п
| Операция
| Содержание операций
| Оборудование и инструмент
|
| 1.
| Очистка
| Внутреннюю полость патрубка (люка) и фланца очистить от загрязнений
| Ветошь, шлифовальная машинка.
|
| 2.
| Подготовка
кромок
| Торец патрубка обрезать перпендикулярно его оси.
Зачистить поверхности кромок, подлежащие сварке, и прилегающие поверхности шириной 20 мм до чистого металла
| Линейка, металлическая щетка, кислородный резак, молоток, шлифовальная машинка, шаблон сварщика
|
| 3.
| Сборка
| Сборка стыка - на прихватках. Установить фланец на патрубке таким образом, чтобы торец патрубка находился на расстояние равном S патрубка.+ 3…5 мм (S патрубка- толщина стенки патрубка) от плоскости уплотнения фланца (см. эскиз № 1). Просушить зону сварки нагревом до 50 °С. Выполнить прихватки швом 3 - 50/250х300 мм (катет 3 мм, длина 50 мм, шаг 250-300 мм.). Режимы сварки прихваток должны соответствовать режимам сварки корневого слоя шва. Начало и конец каждой прихватки зашлифовать до плавного перехода, прихватки зачистить от шлака и брызг
| Шлифовальная машинка, абразивные круги, щетка, монтажная сборочная оснастка по ППР, газопламенная горелка, сварочное оборудование для РД
|
| 4.
| Подогрев
стыка
| Выполнить предварительный подогрев до температуры, указанной в разделе «Предварительный подогрев»;
Замер температуры осуществлять не менее, чем в 4-х точках по периметру стыка на расстоянии 10-15 мм от оси соединяемых деталей
| Подогреватель,
прибор для измерения температуры, контактный термометр ____.
|
| 5.
| Сварка стыка
| Выполнить сварку (приварку) фланца к патрубку (люку). Первоначально выполнить сварку внутреннего шва (№ 1), выдерживая катет равный толщине стенки патрубка. Наружная граница шва должна находиться на расстоянии не менее 3 мм от поверхности уплотнения фланца. Сварной шов выполняется не менее, чем в три слоя (4 прохода). Выполнить сварку наружного шва (№ 2) с катетом, равным толщине патрубка. Сварной шов выполняется двумя сварщиками не менее, чем в три слоя (4 прохода). В процессе сварки производить послойную зачистку швов от шлака и брызг. Сварное соединение оставлять незаконченным не допускается
| Шлифовальная машинка, абразивные круги, газопламенная горелка, прибор для измерения температуры, сварочное оборудование
|
|
| Контроль
| Контроль качества сварных соединений должен выполняться в соответствии с требованиями настоящего документа, часть 2 «Методы контроля качества сварных соединений» и по специально разработанным технологическим картам неразрушающего контроля
| Оборудование и материалы для контроля согласно проекту и технологическим картам неразрушающего контроля.
|
|
Карта разработана: ___________________ /______________________________/ - ____________________________ Дата: «_____» ______________20___ г.
подпись Ф. И. О должность
|
| | | | | | | | | | | | | | | | | |
