| СОГЛАСОВАНО УТВЕРЖДАЮ
Представитель Заказчика Руководитель организации-подрядчика
______________/__________/ __________ /______________/
«____»____________20__г. «___»___________20__ г.
|
| Типовая операционная технологическая карта сборки и сварки соединений при замене патрубков в стенке резервуара в процессе ремонта
|
| ОБЪЕКТ
| ОРГАНИЗАЦИЯ-ИСПОЛНИТЕЛЬ (ПОДРЯДЧИК) РАБОТ
| ШИФР КАРТЫ
|
| Вертикальный цилиндрический резервуар (тип резервуара, №…, емк. … м3)
ОСТ «________», НБ «__________».
| | ТКР-09
|
| Проектная документация: КМ №______ ППР №______
| Наименование НТД: РД 153-605-05, РД -23.020.00-КТН-079-09
| Сведения об аттестации технологии: аттестована
|
| ОСНОВНЫЕ ЭТАПЫ ВЫПОЛНЕНИЯ РАБОТ
1 Раскрепление стенки в зоне ремонта рамой жесткости.
2 Разметка стенки в зоне удаляемого патрубка.
3 Вырезка участка стенки с удаляемым патрубком.
4 Изготовление карты стенки.
5 Врезка нового патрубка в карту стенки.
6 Сварка и контроль качества швов нового патрубка.
7 Монтаж и сборка новой карты с патрубком со стенкой.
8 Сварка карты со стенкой.
9 Контроль качества сварных соединений в зоне ремонта
|  Рисунок 1 – Схема ремонтного узла
Рисунок 1 – Схема ремонтного узла
|
| Этап 1. Врезка нового патрубка в карту стенки
|
| Характеристика элементов
| Сварочные материалы
| Предварительный подогрев
|
| Свариваемые детали
| Марка стали
| Номер ТУ,
ГОСТ
| Класс
проч-ности
| Толщина
стенки, мм
| Диаметр мм
| Эквивалент углерода,
%
| Процесс сварки: механизированная самозащитной порошковой проволокой (МПС).
Сварочные материалы: самозащитная порошковая проволока Innershield NR-232 диаметром 1, 7 мм (тип Е71Т-8 по AWS A5/20)
| Предварительный подогрев: 80 °С - 150°С – в зависимости от температуры окружающего воздуха
Просушка: при наличии на кромках следов влаги.
|
| Карта стенки(лист)
| 09Г2С-15
| ГОСТ 27772
| С345 (М01)
|
| -
| ≤ 0, 43
|
| Усиливающая накладка(лист)
|
| -
|
| Патрубок(труба)
|
|
|
| Режимы сварки
| Дополнительные требования и рекомендации
|
| Номер слоя (шва)
| Диаметр проволоки, мм
| Род и полярность тока
| Скорость подачи проволоки, дюйм/мин
| Напряжение, В
| Угол наклона горелки, град.
| Вылет электрода, мм
|  Рисунок 2. Схема карты стенки
Рисунок 2. Схема карты стенки
 а) б)
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Рисунок 3 – Схема вварки нового патрубка в карту стенки
Тип шва: угловой (У). Тип соединения: угловое (У) – швы №№ 1, 2, 4; нахлесточное (Н) – шов №3.
Вид соединения: одностороннее (ос). Положение при сварке: вертикальное (В1) – швы №№ 1, 2, 3.
а) б)
а) – конструкция соединения, б) – порядок сварки и конструктивные элементы шва
Рисунок 3 – Схема вварки нового патрубка в карту стенки
Тип шва: угловой (У). Тип соединения: угловое (У) – швы №№ 1, 2, 4; нахлесточное (Н) – шов №3.
Вид соединения: одностороннее (ос). Положение при сварке: вертикальное (В1) – швы №№ 1, 2, 3.
|
| Корневой (прихватки)
| 1, 7
| постоян-ный, прямая
|
| 18, 5-19, 5
| 15° -30°
|
15-25
|
| Заполняющие и
облицовочный
| 1, 7
| постоян-ный, прямая
|
| 19-20
| 30°-50°
| 12-20
|
Скорость ветра в зоне сварки не более 10 м/сек, при скорости ветра более 10 м/сек – сварка в инвентарном укрытии

|
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
(Последовательность операций должна соответствовать указаниям в ППР)
|
| №
п/п
| Операция
| Содержание операций
| Оборудование и инструмент
|
| 1.
| Очистка
| Очистить детали от ржавчины. Удалить следы грязи, масла
| Шлифовальная машинка, абразивные круги, щетка, ветошь
|
| 2.
| Подготовка
| Произвести разметку зоны ремонта согласно проекту. Закрепить стенку резервуара в зоне установки патрубка (люка) рамой жесткости. Вырезку дефектного патрубка вместе с элементом стенки произвести кислородной резкой. Зачистить зоны реза шлифмашинкой и выполнить разделку кромок под сварку механическим способом в соответствии с ППР. Зачистить поверхности кромок, подлежащие сварке и прилегающие поверхности шириной 20 мм до чистого металла. В новой листовой вставке стенки разметить и вырезать отверстие под патрубок по шаблону. Обработать кромки отверстия шлифмашинкой и выполнить разделку кромок по рисунку 3
| Щетка, ветошь, молоток шлифовальная машинка, абразивные круги, шаблон сварщика, газопламенная горелка
|
| 3.
| Сборка
| Произвести установку патрубка (люка) в листовую вставку стенки резервуара, проконтролировать расположение осей свариваемых деталей и закрепить их прихватками катетом 4 - 50/200-250 мм. Установить усиливающую накладку согласно рисунку 3 и зафиксировать ее прихватками катетом 4 - 50/200х250 мм, расположенных равномерно по периметру шва. Зазор между телом патрубка (люка) и усиливающей накладкой должен быть до 2 мм. Зазор между накладкой и листом стенки должен быть 4…6мм. Прихватки зашлифовать.
Выполнить предварительный подогрев стыка до температуры:
- 75°С – при температуре окружающего воздуха в интервале от минус 5 °С до 5 °С;
- 100°С – при температуре окружающего воздуха в интервале от минус 6 °С до минус 20 °С;
- 150 °С – при температуре окружающего воздуха ниже минус 20 °С
| Инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10, шлифовальная машинка, газопламенная горелка, контактный термометр
|
| 4.
| Сварка патрубка с листовой вставкой
| С внутренней стороны резервуара выполнить сварку шва №1 (рисунку 3), соединяющего патрубок (люк) со стенкой. Сварку заполняющих и облицовочного слоев шва выполнять с послойной зачисткой поверхности в последовательности, указанной в ППР. После окончания сварки очистить сварной шов от шлака и брызг, произвести внешний осмотр.
Выполнить сварку шва №2, соединяющего усиливающую накладку с патрубком (люком), и по его завершению приступить к сварке шва №3 (усиливающая накладка и стенка). Швы выполнять участками, расположенными симметрично в противоположных четвертях (частях) периметра. В процессе сварки осуществлять межслойную очистку от шлака и брызг. При выполнении сварочных работконтролировать шаблоном отсутствие чрезмерных деформации. Наплывы и неровности швов обработать с плавным переходом к основному металлу. После сварки зачистить околошовную зону от шлака и брызг расплавленного металла. Удалить раму жесткости, а места ее крепления зашлифовать и проконтролировать
| Полуавтомат Invertec V350-РRO с LN-25, шлифовальная машинка, газопламенная горелка, контактный термометр
|
| 5.
| Контроль
| Контроль качества сварных соединений должен выполняться в соответствии с требованиями настоящего документа, часть 2 «Методы контроля качества сварных соединений» и по специально разработанным технологическим картам неразрушающего контроля
| Оборудование и материалы для контроля согласно проекту и технологическим картам неразрушающего контроля
|
| Этап 2. Сварка листовой вставки с патрубком и стенки резервуара
|

| 
| 
|
| Рисунок 4 – Схема ремонтного узла и порядок сварки
|
| Характеристика элементов
| Сварочные материалы
| Предварительный подогрев
|
| Свариваемые детали
| Марка стали
| Номер ТУ,
ГОСТ
| Класс
прочности
| Толщина
стенки, мм
| Эквива-лент углерода, %
| Процесс сварки: механизированная самозащитной порошковой проволокой (МПС).
Сварочные материалы: самозащитная порошковая проволока Innershield NR-232 диаметром 1, 7 мм (тип Е71Т-8 по AWS A5/20)
| Предварительный подогрев: от 80 до 150 °С – в зависимости от температуры окружающего воздуха.
Просушка: при наличии на кромках следов влаги
|
| Карта стенки(лист)
| 09Г2С-15
| ГОСТ 27772
| С345 (М01)
|
| ≤ 0, 43
|
| Стенка(лист)
|
|
| Днище(лист)
|
|
| Режимы сварки
| Дополнительные требования и рекомендации
|
| Номер слоя (шва)
| Диаметр проволоки, мм
| Род и полярность тока
| Скорость подачи проволоки, дюйм/мин
| Напряжение, В
| Угол наклона горелки
| Вылет электрода, мм
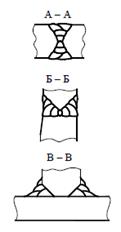
|  а) б) в)
а) – вертикальных; б) горизонтальных; в) уторного
Рисунок 5 – Схема сварки стыков
а) б) в)
а) – вертикальных; б) горизонтальных; в) уторного
Рисунок 5 – Схема сварки стыков
|
| Корневой (прихватки)
| 1, 7
| постоянный, прямая
|
| 18, 5-19, 5
| 15° -30°
|
15-25
|
| Заполняющие и
облицовочный
| 1, 7
| постоянный, прямая
|
| 19-20
| 30°-50°
| 12-20
|
|
Скорость ветра в зоне сварки не более 10 м/сек, при скорости ветра более 10 м/сек - сварка в инвентарном укрытии
|
|
ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
|
| №
п/п
| Операция
| Содержание операций
| Оборудование и инструмент
|
| 1.
| Очистка
| Очистить детали от ржавчины. Удалить следы грязи, масла, влаги. Поверхности кромок не должны иметь вмятин, надрывов и трещин.
| Шлифовальная машинка, щетка, ветошь
|
| 2.
| Подготовка
| Произвести разметку места врезки листовой вставки с патрубком (люком) в стенку согласно проекту. Кромки листовой вставки подготовить под сварку согласно рисунку 5. Зачистить поверхности кромок, подлежащие сварке и прилегающие поверхности шириной 20 мм до чистого металла
| Щетка, ветошь, молоток шлифовальная машинка, шаблон сварщика, газопламенная горелка, инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10
|
| 3.
| Сборка стыка
| Произвести установку листовой вставки с патрубком (люком) в стенку резервуара согласно схеме ремонтного узла. Кромки листов закрепить поперечными гребенками.
Выполнить предварительный подогрев стыка до температуры:
- 80 °С – при температуре окружающего воздуха в интервале от минус 5 ° С до 5 °С;
- 100 °С – при температуре окружающего воздуха в интервале от минус 6 °С до минус 20 °С;
- 150 °С – при температуре окружающего воздуха ниже минус 20 °С
| Инверторный источник Invertec V350-РRO, подающий механизм LN-25, сварочная горелка К345-10, шлифовальная машинка, газопламенная горелка, контактный термометр
|
| 4.
| Сварка стыка
| С внутренней стороны резервуара выполнить сварку вертикальных стыков №1 и №2 обратноступенчатым способом. Сварку заполняющих и облицовочного слоев шва выполнять на режимах, указанных в таблице с послойной зачисткой в последовательности, указанной в ППР. После окончания сварки очистить сварной шов от шлака и брызг, произвести внешний осмотр. Выполнить сварку горизонтальных швов № 3, 4, 5, 6. В процессе сварки осуществлять межслойную очистку от шлака и брызг. При выполнении сварочных работконтролировать шаблоном отсутствие деформации и отклонения от проектного положения вертикальности стенки. Наплывы и неровности швов обработать с плавным переходом к основному металлу. После сварки зачистить околошовную зону от шлака и брызг расплавленного металла. Удалить раму жесткости, а места ее крепления зашлифовать и проконтролировать.
| Полуавтомат Invertec V350-РRO с LN-25, шлифовальная машинка, газопламенная горелка, контактный термометр
|
| 5.
| Контроль
| Контроль качества сварных соединений должен выполняться в соответствии с требованиями настоящего документа, часть 2 «Методы контроля качества сварных соединений» и по специально разработанным технологическим картам неразрушающего контроля
| Оборудование и материалы для контроля согласно проекту и технологическим картам неразрушающего контроля
|
|
Карта разработана: ___________________ /______________________________/ - ____________________________ Дата: «_____» ______________20___ г.
Подпись Ф. И. О Должность
|
| | | | | | | | | | | | | | | | | | | |
