|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет вентиляции производственных помещений ⇐ ПредыдущаяСтр 10 из 10
1. Определение вредных выделений в производственном помещении; 2. Расчет потребного воздухообмена; 3. Определение конфигурации вентиляционной сети в помещении; 4. Расчет воздуховодов и их сопротивления; 5. Подбор вентилятора и электродвигателя.
Исходные данные для расчета механической вентиляции 1. Производственное помещение – механический цех; 2. Размеры производственного помещения: - ширина – 20 м; - длина – 32 м; - высота – 8 м. 3. Остекление помещения: - площадь окон с двойным остеклением – 100 м2; - площадь фонарей с двойным остеклением – 100 м2. 4. Площадь покрытия: - с чердаком – 600 м2. 5. Количество работающих в одну смену – 13 человека; 6. Наименование оборудования, его количество и мощность: - станки – 6 шт.; мощность одного станка, в среднем – 20 кВт; - кран-балка – 1 шт.; мощность крана-балки – 10 кВт; 7. Выделение вредностей при технологическом процессе: - углекислый газ СО2 – 780 г/ч; 8. Мощность, расходуемая светильниками – 8 кВт.
Решение
1. Определение количества СО2, которое выделяется работающими: G = N·g, где N – число работников на участке; g – количество СО2, выдыхаемое одним человеком в час g = 60 г/ч. G = 13·60 = 780 г/ч
2. Определение количества тепловыделений в помещении: От людей: Q1 =N·q, где N – число работников на участке; q – количество тепла, выделяемое человеком за 1 час, q = 180 Вт/чел. Q = 13·180 = 2340 Вт = 2340 Дж/с Q´ 1 = 8424 кДж/ч
2.2. От солнечной радиации, поступающей через окна: Q2 =F0·q0·A0, где F0 – площадь окон, м2; q0 – тепловыделения через 1м2 поверхности, Вт/м2; A0 – коэффициент учета характера остекления. Q2 = 100·185·1, 15 = 21275 Дж/с Q´ 2 = 76590 кДж/ч
2.3. От перехода механической энергии в тепловую: Q3 =1000 ·NΣ ·η , где NΣ – суммарная мощность станков, кВт; η – коэффициент полезного действия. Q3 = 1000·140·0, 2 = 28000 Дж/с Q´ 3 = 100800 кДж/ч
2.4. От источников искусственного освещения: Q4 = 1000·Nc·η , где Nc – мощность, расходуемая светильниками, кВт; η – коэффициент полезного действия. Q4 = 1000·8·0, 95 = 7600 Дж/с Q´ 4 = 27360 кДж/ч. 2.5. Суммарное выделение тепла на участке:
3. Определение потребного воздухообмена при избытке теплоты:
с – массовая удельная теплоемкость воздуха, с = 1кДж/кг°С; ρ – плотность приточного воздуха, ρ = 1, 24 кг/м3; tВ, tH – верхний и нижний пределы допустимых значений температуры в помещении соответственно.
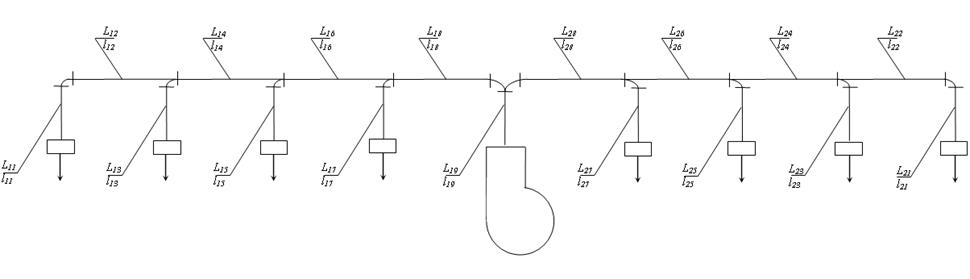
4. Выбор системы вентиляции для производственного помещения. Принята общеобменная приточная с распределением воздуха:
5. Расчет сечения воздуховодов:
fi – площадь поперечного сечения i-го воздуховода, м2; Vi – скорость движения воздуха в i-том воздуховоде м/с;
di – диаметр i-го воздуховода, м.
6. Определение сопротивления сети воздуховодов:
с учетом коэффициента запаса к = 1, 1,
7. Подбор вентилятора. Производительность вентилятора должна быть L=9000 м3/ч при давлении 1202, 44 Па. При сопротивлении сети P > 200 Па целесообразно использовать центробежный вентилятор.
8. Подбор электродвигателя для вентилятора:
Таблица 4.1. Результаты расчета
Рисунок 4.1. Схема системы общеобменной приточной вентиляции производственного помещения
Выводы
1. Изучен базовый технологический процесс и принято решение о не технологичности конструкции детали и целесообразности внесения изменений техпроцесса. 2. Принято решение о изменении способа получения заготовки. В базовом технологическом процессе деталь изготавливается из двух заготовок: стальной ступицы и бронзового венца. В новом техпроцессе планируется использовать в качестве заготовки отливку из стали 45. Способ получения отливки – литье в песчано-глинястые формы. 3. Экономия за счет замены заготовки составляет 2830 кг бронзы в год, стоимость которой составляет 330 руб./кг. 4. Для выполнения требований к плавности хода и точности остановки кабины лифта, а также более долговечной работы червячной пары, вводится дополнительная операция Шевинговальная с использованием специального червячного шевера. 5. Подробно изучены и описаны характеристики специального режущего инструмента, способы его изготовления и особенности работы. 6. Проектируемый технологический процесс сокращается на 7 операций: пропадает необходимость комплектования заготовок; нагрев бронзового венца; запрессовка ступицы в венец; сверловка отверстий и нарезка резьбы; закрепление венца на ступице болтами и срубка головок болтов; а также две транспортные операции. 7. За счет внесенных изменений себестоимость детали снизилась на 24, 8%. Годовой экономический эффект составляет 713561 руб. Срок окупаемости дополнительных капитальных вложений 0, 6 года.
Список использованной литературы 1. Справочник технолога машиностроителя. В 2-х т, Под. Ред. А.Г.Косиловой 4-е изд. – М. Машиностроение, 1985. 2. А.Н.Ковшов Технология машиностроения: Учебник. – М. Машиностроение, 1987. 3. М.Е.Егоров Технология машиностроения: Учебник. Изд. 2-е. – М. Высшая Школа, 1976. 4. Основы технологии машиностроения. Под ред. В.С.Корсакова. Изд. 3-е. Учебник для вузов. – М. Машиностроение, 1977. 5. А.Г.Косилова Точность обработки, заготовки и припуски в машиностроении. Справочник технолога. – М. Машиностроение, 1976. 6. А.И.Якушев Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов 6-е изд. – М. Машиностроение, 1986. 7. Организация и планирование машиностроительного производства. Учебник для вузов. Под ред. М.И.Ипатова – М. Высшая школа, 1988. 8. Детали и механизмы металлорежущих станков. В 2-х т. Под ред. Д.Н.Решетова. – М. Машиностроение, 1971. 9. Металлорежущие станки: Учебник для вузов. Под ред. В.Э.Пуша. – М. Машиностроение, 1985. 10. Металлорежущие инструменты: Учебник для вузов. Г.Н.Сахаров. – М. Машиностроение, 1989. 11. Конструирование инструмента: Учебник для машиностроительных техникумов. Под общ. ред. Г.А.Алексеева. – М. Машиностроение, 1979. 12. Н.К.Фотеев. Производство заготовок: конспект лекций. Москва, 1998. 13. В.С.Корсаков. Основы конструирования приспособлений. Учебник для вузов 2-е изд. – М. Машиностроение, 1979. 14. А.А.Вардашкин. Станочные приспособления. Справочник в 2-х томах. – М. Машиностроение, 1979. 15. Измерительные системы для обеспечения качества. Журнал. 2002. 16. Безопасность жизнедеятельности: Учебник для вузов. – С.В.Белов, А.М.Ильницкая, А.Ф.Козьяков и др.; Под общ. Ред. С.В.Белова. – М. Высш. шк., 2004. 17. Режимы резания металлов. Справочник. Под ред. Ю.В. Барановского. М. Машиностроение, 1972. 18. Диссертация: Процесс шевингования зубьев червячного колеса специальным шевером. А.И. Торманов, 2002.
Приложения
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 4543; Нарушение авторского права страницы
 = 213174 кДж/ч
= 213174 кДж/ч , где
, где м3/ч
м3/ч

 , где
, где , где
, где




 , где
, где – падение давления воздуха в i-том воздуховоде;
– падение давления воздуха в i-том воздуховоде;  = 1093, 13 Па;
= 1093, 13 Па;  Па.
Па. , где
, где – произведение КПД вентилятора и привода,
– произведение КПД вентилятора и привода,  кВт.
кВт.