
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Идентификация с использованием спектральных функций
Для идентификации в ряде случаев могут быть использованы другие статистические характеристики стохастических процессов, в частности, спектральные функции. Рассмотрим это на примере модели ДС шлифовального станка, обрабатывающего кольца подшипников [12]. На рис. 6 представлена структурнаямодель процесса внутреннего шлифования, в которой упругая система представляет собой совокупность параллельно соединенных шпиндельных узлов (ШУ) детали и инструмента. Каждый из ШУ описывается тремя параллельно соединенными колебательными звеньями, одно из которых характеризует шпиндель, а два остальных – подшипники качения ШУ, что позволяет учитывать колебания подшипников качения, в большой степени влияющих на качество поверхностного слоя колец подшипников.
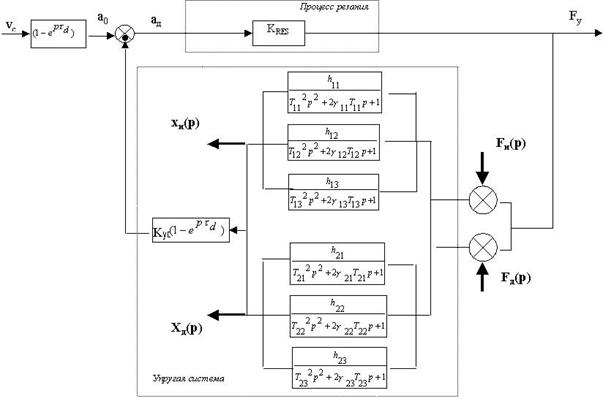
Рис. 6. Обобщенная модель процесса врезного шлифования: Fy – сила резания; FД(р), FИ(р) – возмущающие воздействия, действующие на ШУ детали и круга, соответственно; а0(р), ад(р) – припуски заданный и снимаемый; Крез, Кус – коэффициенты, определяющие процесс резания; хД(р), хИ(р) – приведенные к плоскости резания смещения ШУ детали и инструмента; vП(p) – скорость подачи круга;
Передаточная функция процесса шлифования как объекта управления, соответствующая структурной схеме, имеет вид: Wc(p)= где vД –скорость съема припуска.
Передаточные функции ШУ детали Wд(р) и ШУ инструмента Wи(p) в данном случае имеют сложную структуру, образованную совокупностью колебательных звеньев. Выражения для них имеют вид:
где КДi, КИj – коэффициенты, обусловленные статической жесткостью отдельных элементов ШУ; TДi, TИi – постоянные времени, обусловленные собственными частотами отдельных элементов ШУ; γ Дi, γ Иi – относительные коэффициенты демпфирования отдельных элементов ШУ. Тогда передаточная функция (47) примет следующий вид:

Выражение можно упростить и привести к удобному для анализа виду, разложив входящие в него показательные функции: Следовательно, в первом приближении имеем:
Запишем окончательную формулу:
где Коэффициент передачи kc имеет определенный физический смысл: он показывает, какую долю от скорости перемещения суппорта составляет в установившемся режиме скорость съема металла. Практически значения коэффициентов передачи технологической системы шлифовальных станков лежат от 1, 0 (для алмазных кругов и абразивных шлифовальных кругов, у которых можно пренебречь износом за цикл обработки одного изделия) до 0, 5 (для быстроизнашиваемых малогабаритных шлифовальных кругов). Формула (50) может быть значительно упрощена с учетом ряда допущений и реальных значений коэффициентов передаточной функции, так чтобы вид модели для врезного шлифования был наиболее удобен для последующего анализа виброакустических (ВА) колебаний основных формообразующих узлов: ШУ детали и ШУ инструмента, существенно влия-ющих на качество поверхностного слоя колец подшипников. Колебания этих узлов шлифовального станка xи(t) и xД(t) на практике регистрируются датчиками виброизмерителя ВШВ-003М2. Вибродатчики устанавливаются на узлах станка с помощью магнитных оснований. Далее сигналы с виброизмерителя поступают на компьютер для записи и последующей обработки. Для оценки технического состояния ШУ и степени влияния их вибраций на погрешность обработки кольца необходимо учитывать, что сила резания Fy является суммой детерминированной составляющей Соответственно, указанный характер сил резания обусловливает детерминированную и стохастическую составляющие колебательных процессов в ДС, определяющих динамическое состояние станка и, следовательно, геометрические параметры точности обработанной поверхности. Выходные измеряемые величины определяются выражениями:
Если измерения ВА колебаний осуществляются на опоре кольца, то воздействия со стороны ШУ детали и ШУ инструмента суммируются, следовательно (если не учитывать возмущения), будем иметь:
Практический интерес в данном случае представляет не сама передаточная функция, а спектральная функция колебаний на опоре кольца, которая определяется по регистрируемым ВА колебаниям. Из теории автоматического управления известно, что Sвых (w) = |W(jw)|2Sвх(w). (54) Выражение для |W(jw)|2 получается в результате ряда допущений и упрощений из передаточной функции (50) путем замены p = jw. Моделирование на компьютере в среде Matlab 5.3 позволило получить спектр процесса x0(t) при воздействии сигнала типа БШ (рис. 7).
а
б
Рис. 7. Спектр процесса на опоре кольца x0(t): а – модель процесса при воздействии типа «белый шум»; б – реальный спектр вибрации, измеренный на опоре кольца шлифовального станка Анализ полученного спектра (рис.7 а) показывает, что в нем присутствуют не только компоненты, соответствующие собственным колебаниям шпинделя, но и компоненты, соответствующие колебаниям подшипников ШУ. Реальный спектр вибраций на опоре кольца шлифовального станка SwaАgl-50, зарегистрированный с помощью виброизмерителя ВШВ-003М2 и компьютера типа Notebook, подтверждает указанное предположение (рис.7 б). Приведенные данные позволяют считать, что модель ДС шлифовального станка идентифицирована в первом приближении с достаточной степенью точности. Для более точной идентификации необходимо учитывать не только большее число звеньев в ДС, но и нелинейности, присутствующие в реальной системе. Разработанная модель позволяет рассчитать для станка спектр колебаний ДС для номинального состояния с учетом реальных частотных характеристик ШУ детали и ШУ инструмента, а затем сравнить его с измеренным спектром вибраций в условиях эксплуатации. Далее на основе некоторых критериев, учитывающих реальные спектры вибраций, можно оценить динамическое состояние шлифовального станка и сделать вывод о возможности обработки деталей с заданным качеством.
Популярное:
|
Последнее изменение этой страницы: 2017-03-08; Просмотров: 733; Нарушение авторского права страницы
 – время оборота детали.
– время оборота детали. , (46)
, (46) . (47)
. (47)
 (48)
(48) .
. . После преобразований передаточную функцию запишем в виде:
. После преобразований передаточную функцию запишем в виде:  (49)
(49) (50)
(50)
 , определяемой подачей круга, и стохастической составляющей
, определяемой подачей круга, и стохастической составляющей  , определя-емой неравномерностью скорости подачи круга, неравномерностью припуска заготовки, колебаний в упругой системе и т.д. Это позволяет рассматривать составляющую
, определя-емой неравномерностью скорости подачи круга, неравномерностью припуска заготовки, колебаний в упругой системе и т.д. Это позволяет рассматривать составляющую  , (51)
, (51) . (52)
. (52) . (53)
. (53)
