Предельные отклонения основных отверстий
(по ГОСТ 25347-82)
| Интервал размеров, мм
| Поля допусков и предельные отклонения, мкм
|
| Н6
| Н7
| Н8
|
| Св. 18 до 30
| + 13
| + 21
| + 33
|
| Св. 30 до 50
| + 16
| + 25
| + 39
|
| Св. 50 до 80
| + 19
| + 30
| + 46
|
| Св. 80 до 120
| + 22
| -t 35
| ; 54
|
| Св. 120 до 180
| + 25
| + 40
| + 63
|
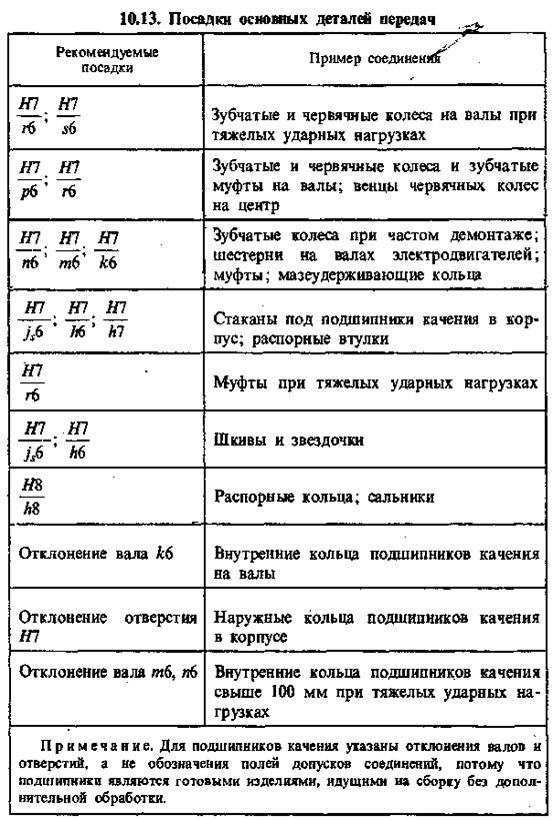
Рекомендуемые посадки основных деталей редукторов, шкивов, звездочек и муфт см. в табл. 10.13.
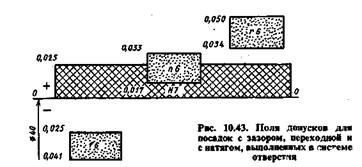
Пример. Построить схему полей допусков для посадок:
а) с зазором б) переходной в) с натягом
Р е ш e н и е.
1. Из табл. 10.11 выписываем для основного отверстия H7:
верхнее отклонение для Æ 40 ES = +25 мкм,
нижнее отклонение для Æ 40 EJ = 0.
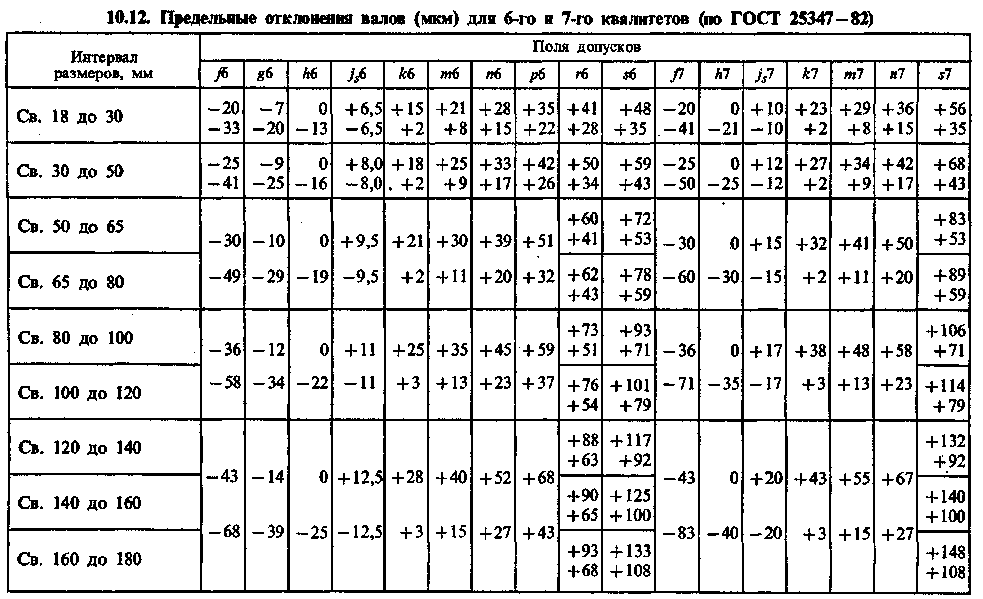
2. Из табл. 10.12 выписываем значения отклонений валов, мкм, для Æ 40:
| Отклонения
| f6
| n6
| r6
|
| Верхние
| - 25
| + 33
| + 50
|
| Нижние
| - 41
| + 17
| + 34
|
3. Предельные размеры, мм:
| Отверстие
| Н7
|
| Валы
| f6
| n6
| r6
|
| Dmax
| 40, 025
|
| dmax
| 39, 975
| 40, 033
| 40, 050
|
| Dmin
| 40, 000
|
| dmin
| 39, 959
| 40, 017
| 40, 034
|
4. Зазоры и натяги, мм:
| Параметры
| Посадки
|
| с зазором
| переходная
| с натягом
|
| Smax
| 40, 025 – 39, 959 = 0, 066
| 40, 025 – 40, 017 = 0, 008
| -
|
| Smin
| 40, 000 – 39, 975 = 0, 025
| -
| -
|
| Nmax
| -
| 40, 000 - 40, 033 = - 0, 033
| 40, 000 – 40, 050 = -0, 050
|
| Nmin
| -
| -
| 40, 025 – 40, 034 = -0, 009
|
5. Схема полей допуска для этих посадок показана на рис. 10.43.
§10.7. ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Погрешности формы и расположения поверхностей возникают при обработке деталей вследствие деформаций оборудования, инструмента и деталей, неоднородности материала заготовки и других причин.

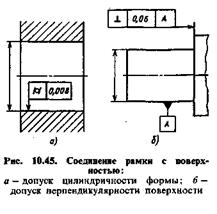



 Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями в соответствии с ГОСТ 2.308-79. Эти обозначения состоят из графического символа, обозначающего вид допуска ( — допуск круглости формы; —допуск цилиндричности формы; / / —допуск параллельности поверхностей; ^ —допуск перпендикулярности поверхностей; о — допуск соосности поверхностей и др.), числового значения допуска в миллиметрах и буквенного обозначения базы или поверхности, с которой связан допуск расположения. На чертежах условное обозначение указывают в прямоугольных рамках. На рис, 10.44, а условно изображен допуск цилиндричности формы 0, 010 мм, а на рис. 10.44, б — допуск перпендикулярности поверхности 0, 012 мм относителыю базы А.
Допуски формы и расположения поверхностей указывают на чертежах условными обозначениями в соответствии с ГОСТ 2.308-79. Эти обозначения состоят из графического символа, обозначающего вид допуска ( — допуск круглости формы; —допуск цилиндричности формы; / / —допуск параллельности поверхностей; ^ —допуск перпендикулярности поверхностей; о — допуск соосности поверхностей и др.), числового значения допуска в миллиметрах и буквенного обозначения базы или поверхности, с которой связан допуск расположения. На чертежах условное обозначение указывают в прямоугольных рамках. На рис, 10.44, а условно изображен допуск цилиндричности формы 0, 010 мм, а на рис. 10.44, б — допуск перпендикулярности поверхности 0, 012 мм относителыю базы А.
С элементом, к которому относится допуск, рамку соединяют сплошной тонкой линией, оканчивающейся стрелкой; эту линию называют соединительной линией (рис. 10.45).
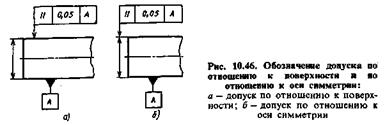
Базы обозначают зачерненным равносторонним треугольником, высота которого равна высоте размерных чисел. Если базой является поверхность, то основание треугольника располагают на контурной линии или на ее продолжении, а соединительная линия не должна быть продолжением размерной линии. Если базой является ось или плоскость симметрии, то, наоборот, соединительная линия должна быть продолжением размерной (рис. 10.46).
Допуск формы цилиндрических поверхностей, мкм
| Интервал размеров, мм
| Квалитеты
|
|
|
|
|
|
| Св. 10 до 18
Св. 18 до 20
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180 до 250
|
|
|
|
|
|
Примечание. Числовые значения допуска должны быть округлены в ближайшую сторону до стандартных по ГОСТ 24643-81 из ряда, мкм: 1; 1, 2; 1, 6; 2; 2, 5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25; 30; 40; 50; 60.
|
Допуски параллельности и перпендикулярности, мкм
(по ГОСТ 24643-81)
| Интервал размеров, мм
| Квалитеты
|
|
|
|
|
|
| Св. 16 до 25
Св. 25 до 40
Св. 40 до 63
Св. 63 до 100
Св. 100 до 160
Св. 160 до 250
Св. 250 до 400
|
|
|
|
|
Допуски соосности, мкм
| Интервал размеров, мм
| Подшипники конические роликовые
| Зубчатые колеса
| Червячные колеса
| Подшипники шариковые радиальные и радиально-упорные
|
| 7-й и 8-й степени точности
|
| Св. 108 до 30
Св. 30 до 50
Св. 50 до 120
Св. 120 до 250
Св. 250 до 400
|
|
|
|
|
Назначение параметров шероховатости
Поверхностей деталей машин
| Параметры шероховатости, мкм
| Обозначение шероховатости поверхности
| Поверхность
|
| Ra
| Rz
|
| -
| -
| 
| Вид обработки поверхности не оговаривается.
|
| -
| -
| 
| Черные, но ровные поверхности отливок, поковок, проката. Обработка без снятия стружки
|
|
|
|
| Продолжение табл. 10.17
|
| Параметры шероховатости, мкм
| Обозначение шероховатости поверхности
| Поверхность
|
| Ra
| Rz
|
| -
| 320; 250;
200; 160
| 
| Зачищенные поверхности отливок, поковок и пр.
|
| -
| 160; 125
100; 80
| 
|
| -
| 80; 63;
50; 40
| 
| Поверхности отверстий из-под сверла, зенковок, фасок и пр. Нерабочие поверхности. Посадочные, нетрущиеся поверхности изделий не выше 12-го квалитета
|
| -
| 40; 32;
25; 20
| 
| Точно прилегающие поверхности. Отверстия после черновой развертки. Поверхности под шабрение. Посадочные нетрущиеся поверхности изделий не выше 8-го квалитета
|
| -
| 20; 16;
12, 5; 10
| 
| Отверстия в неподвижных соеднениях всех квалитетов точности. Отверстия в трущихся соединениях 11-го и 12-го квалитетов. Боковые поверхности зубьев зубчатых колес 8-й и 9-й степеней точности
|
| 2, 5; 2, 0; 1, 25
| -
| 
| Отверстия в трущихся соединениях 6-8-го квалитетов. Отверстия под подшипники качения. Поверхности валов в трущихся соединениях 11-го и 12-го квалитетов. Поверхности червяков и ходовых винтов. Боковые поверхности зубьев зубчатых колес 7-й степени точности.
|
| 1, 25; 1, 00; 0, 63
| -
| 
| Поверхности валов в трущихся соединениях 6-8-го квалитетов. Поверхности валов под подшипники качения. Боковые поверхности зубьев зубчатых колес 7-й и 6-й степени точности
|
| 0, 63; 0, 50; 0, 32
| -
| 
| То же, для более ответственных поверхностей. Поверхности валов под подшипники качения
|
| 0, 32; 0, 25; 0, 16
| -
| 
| Весьма ответственные трущиеся поверхности валов либо других охватываемых деталей
|
 Примечание. Оценка шероховатости по ГОСТ 2789—73* производится несколькими параметрами. Основные параметры обозначены Ra и Rz; Ra — среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины; Rz — сумма средних арифметических абсолютных отклонений пяти наибольших максимумов и пяти наибольших минимумов профиля в пределах базовой длины. Величину параметров шероховатости Ra или Rz проставляют над знаком в мкм. Величину Ra указывают без символа, а Rz — с символом. Примечание. Оценка шероховатости по ГОСТ 2789—73* производится несколькими параметрами. Основные параметры обозначены Ra и Rz; Ra — среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины; Rz — сумма средних арифметических абсолютных отклонений пяти наибольших максимумов и пяти наибольших минимумов профиля в пределах базовой длины. Величину параметров шероховатости Ra или Rz проставляют над знаком в мкм. Величину Ra указывают без символа, а Rz — с символом.
|
В табл. 10.14, 10.15 и 10.16 приведены рекомендации по определению допусков формы и допусков расположения поверхностей [8].
Шероховатость поверхности (см. рекомендации в табл. 10.17). посадки и допуски формы и расположения поверхностей показаны на рабочих чертежах (см. рис. 10.11, 10.12, 10.13 и 10.14).
ГЛАВА XI
МУФТЫ
В заданиях на курсовое проектирование деталей машин в техникумах предусматривается не проектирование муфт для соединения валов, а выбор их из числа стандартных конструкций с учетом особенностей эксплуатации привода и с последующей проверкой элементов муфты на прочность.
Здесь приведены краткие сведения о муфтах наиболее распространенных типов — для постоянного соединения валов и предохранительных. О муфтах сцепных, обгонных, шарнирных и др. см. работу [15].
Популярное:



