|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Обоснования выбора сборочно-сварочной оснастки и приспособлений.
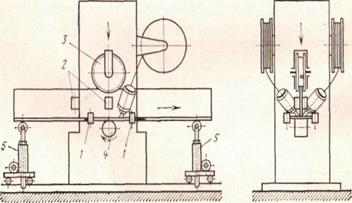
2.8.1 Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Наряду с обеспечением требуемого взаимного расположения сварочных деталей сборочно-сварочные приспособления должны обеспечивать: 1. Уменьшение трудоемкости работ, повышение производительности труда, деятельности производственного цикла; 2. Облегчение условий труда; Повышение точности работ, улучшение качества продукции, сохранение заданной формы свариваемых изделий, путем соответствующего Закрепления их для уменьшения деформаций при сварки. Сборочно-сварочные приспособления должны удовлетворять следующим требованиям: 1. Обеспечивать доступность к местам установки деталей, к рукояткам зажимным и фиксирующих устройств; 2. Обеспечить требуемый порядок сварки; 3. Должны быть достаточно прочными и жесткими, чтобы обеспечить точное закрепление деталей в требуемом положении и препятствовать их деформированию при сварке; 4. обеспечить свободный доступ при проверки изделия; 5. Обеспечивать легкий съем собранного или сваренного изделия; Обеспечивать безопасное выполнение сборочно-сварочных работ. Сборка под сварку является наиболее трудоемкой и важнейшей операцией технологического процесса. Хорошее качество сварки – первое необходимое условие для достижения высокого качества сварки. При выполнении сборочных операций необходимо: точно выдерживать проектные размеры, необходимые зазоры, обеспечивать точное расположение плоскостей собираемых элементов. В рассмотренной поточной линии во время транспортирования заготовок технологические операции не производятся. Примером установки, где транспортирование осуществляется непрерывно и совмещается во времени с выполнением сборочно-сварочной операции, может служить станок СТС-138 для сборки и сварки тавровых балок. Взаимное центрирование заготовок, их перемещение и автоматическая сварка под газом обоих швов осуществляются одновременно. Устройство для прижатия стенки тавра к поясу состоит из пневматического цилиндра и нажимного ролика 3. Центрирование элементов тавра производится четырьмя парами роликов; из них две пары / направляют пояс вдоль оси станины, а две другие пары 2 удерживают стенку вертикально и обеспечивают ее установку на средину пояса. Движение свариваемого элемента осуществляется приводным опорным роликом 4. Для плавного изменения скорости применен вариатор. Концы балки поддерживаются роликами опорных тележек 5.
Схема станка СТС для сварки балок таврового профиля Портал, для установки набора, предназначен для захвата набора из контейнера, доставки к рабочему месту, установки по линии разметки и прижатия набора к листу или полотнищу. Портал представляет собой сварную металлоконструкцию, перемещающуюся по рельсам, уложенным на стенде, и несущую на себе сборочную тележку. Основные узлы портала — ходовые тележки, гидродомкрат, сборочная тележка, рамы и поперечная балка. Ходовая тележка портала включает в себя раму, на которой смонтирован привод перемещения портала, приводные и холостые колеса и два захвата, с помощью которых портал закрепляется за рельсы для предотвращения опрокидывания во время работы. Гидродомкрат состоит из основания, на котором смонтированы гидроцилиндр прижима набора и два вспомогательных цилиндра с захватами. Сборочная тележка имеет привод перемещения, насосную станцию, пульт управления и систему трубопроводов. Техническая характеристика портала для установки набора Ширина колеи портала, мм 14500 Скорость передвижения, м/мин: Портала 2, 3; 18, 4 Тележки 30; 3; 0, 48 Ход тележки, мм 4700 Усилие прижатия набора, кН 50 Ход гидроцилиндра прижима, мм 650 Габаритные размеры, мм: Длина с 4700 Ширина 14500 Высота 5700 Масса, кг 5250
Портал для приварки поперечного или продольного набора представ- Гяет собой сварную металлоконструкцию, перемещающуюся по рельсам, Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 2362; Нарушение авторского права страницы
 Особенно жесткие требования точности предъявляются при сборке под автоматическую сварку.
Особенно жесткие требования точности предъявляются при сборке под автоматическую сварку.